
Sažetak
Vrste polimera otpornih na plamen (FR) specificirane su u automobilskoj, elektronici, elektrotehnici i građevinarstvu — ali uvode izazove u obradi i rizike alata koje standardne klase nemaju. FR aditivi sužavaju procesne prozore, povećavaju korozivnost kalupnog čelika, utječu na završnu obradu površine i kompliciraju tokove recikliranja. Ovaj vodič detaljno pokriva sustav ocjenjivanja UL94, objašnjava kako svaka glavna FR kemija stupa u interakciju s opremom i alatima za injekcijsko prešanje te pruža praktične specifikacije za dizajn kalupa i odabir čelika pri radu s FR materijalima.
1. Zašto je otpornost na plamen važna kod injekcijskog prešanja
Plastika gori. Većina inženjerskih termoplasta - ABS, PP, PA, PC - su inherentno zapaljivi, s graničnim indeksom kisika (LOI) od 17-28%. U primjenama u kojima postoji rizik od paljenja - električna kućišta, kućišta baterija za EV, potrošačka elektronika, interijeri zrakoplova, građevinski paneli - nemodificirani polimeri ne mogu zadovoljiti propise o sigurnosti od požara.
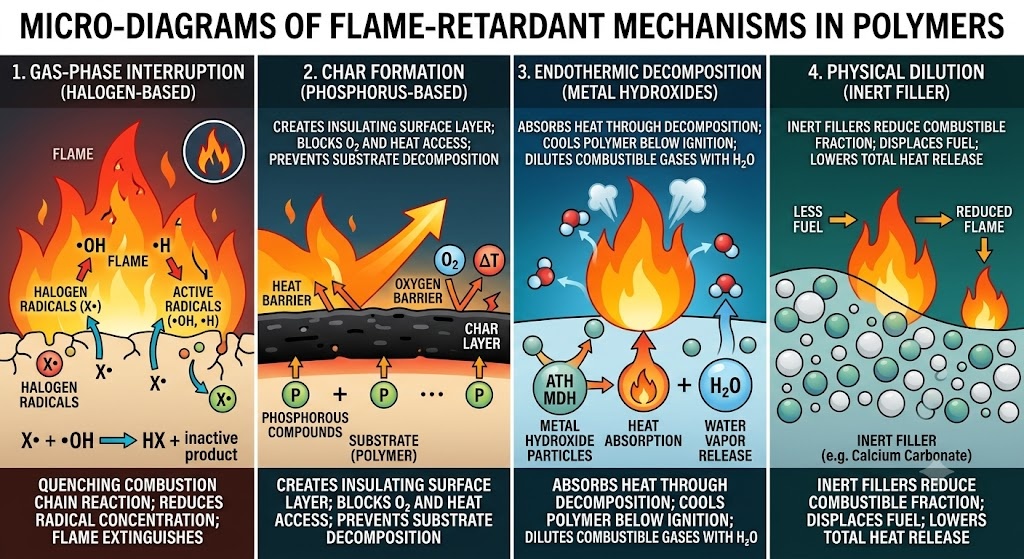
Usporivači plamena to rješavaju jednim ili više mehanizama:
- Prekid plinske faze — FR radikali gase reakciju lanca izgaranja u zoni plamena (sustavi na bazi halogena)
- Formiranje ugljena — FR kemija promiče površinski sloj koji sadrži ugljik koji izolira podlogu od plamena (sustavi na bazi fosfora, intumescentni sustavi)
- Endotermna razgradnja — FR aditiv apsorbira toplinu razgradnjom, hladeći podlogu ispod temperature paljenja (metalni hidroksidi: ATH, MDH)
- Fizičko razrjeđivanje — inertno punilo smanjuje zapaljivi udio smjese
Izazov za stroj za injekcijsko prešanje je taj što se ti mehanizmi aktiviraju toplinom — isti poticaj pokreće proces kalupljenja. FR aditivi koji su dovoljno toplinski stabilni da prežive cijev, ali dovoljno reaktivni da djeluju u požaru, predstavljaju uzak inženjerski prozor s izravnim posljedicama za obradu i alate.
2. Sustav ocjenjivanja UL94: Što klasifikacije zapravo znače
UL94 (brrma za ispitivanje zapaljivosti plastičnih materijala za dijelove u uređajima i aparatima) primarna je globalna referenca za klasifikaciju zapaljivosti plastike. Razumijevanje onoga što svaka ocjena zahtijeva - a što ne zahtijeva - ključno je za točnu specifikaciju.
2.1 Pregled metode ispitivanja
Ispitivanja UL94 provode se na lijevanim uzorcima, a ne na sirovom materijalu. Geometrija uzorka je važna: standard navodi kategorije debljine (obično 0,8 mm, 1,6 mm, 3,2 mm), a ocjene ovise o debljini. Materijal s ocjenom V-0 na 3,2 mm može postići samo V-2 na 0,8 mm.
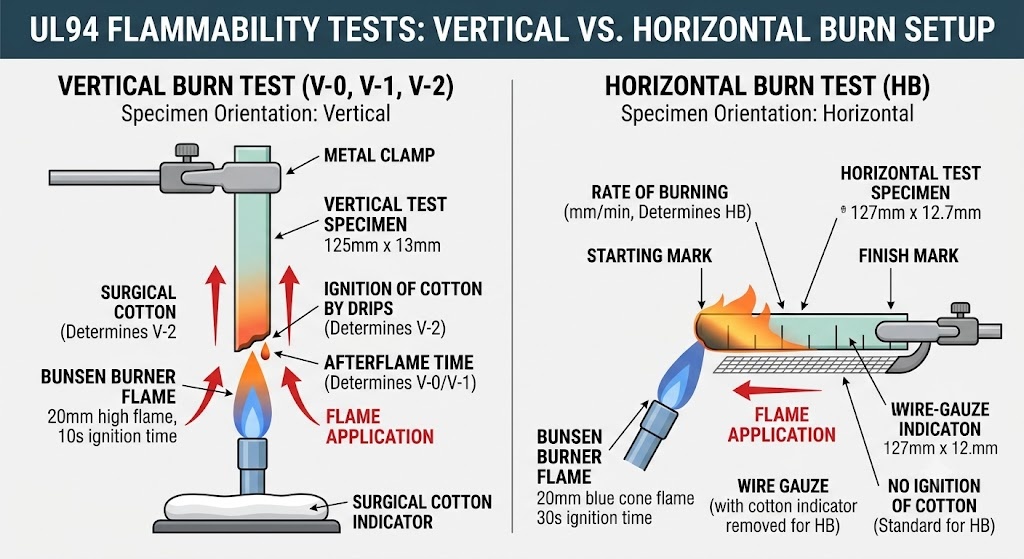
Dvije primarne serije testova:
Vertikalni testovi gorenja (V-0, V-1, V-2, 5VA, 5VB): Uzorak 125 mm × 13 mm drži se okomito i izlaže definiranom plamenu u dva intervala od po 10 sekundi. Kapanje, vrijeme nakon plamena i paljenje indikatora pamuka ispod uzorka određuju ocjenu.
Horizontalni test gorenja (HB): Uzorak dimenzija 127 mm × 12,7 mm drži se vodoravno. Ovo je najniža klasifikacija — većina uobičajenih polimera bez FR tretmana postiže HB pri dovoljnoj debljini.
2.2 Kriteriji klasifikacije
| Ocjena | Nakon plamena ≤ (svaka primjena) | Ukupni naknadni plamen ≤ (5 uzoraka) | Kapanje zapaljuje pamuk? | Naknadni sjaj ≤ | Bilješke |
|---|---|---|---|---|---|
| V-0 | 10 sek | 50 sek | br | 30 sek | Najstroža vertikala |
| V-1 | 30 sek | 250 sek | br | 60 sek | Okomito srednje razine |
| V-2 | 30 sek | 250 sek | Da dopušteno | 60 sek | Kapanje dopušteno |
| 5VA | — | — | br | — | br burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | br | — | Dopušteno progorevanje plaka; stroži od V-1 |
| HB | Gori ≤ 76 mm/min (>3 mm) ili se gasi | — | N/A | — | Najniža; većina robe plastike |
2.3 Ocjene u praksi: Što regulatori i proizvođači originalne opreme zapravo određuju
| Primjena | Minimalni zahtjev UL94 | Bilješke |
|---|---|---|
| Kućišta potrošačke elektronike (IEC 62368-1) | V-1 ili V-0 | Ovisi o debljini stijenke i unutarnjem izvoru topline |
| Kućište EV baterije i BMS kućišta | V-0 na ≤1,6 mm | Često pojačan OEM-specifičnim zahtjevima za termičko odstupanje |
| Automobilski električni konektori (USCAR-2) | V-0 na ≤0,8 mm | Vrlo tanak zid — značajno sužava izbor materijala |
| Kućišta kućanskih aparata (IEC 60335) | V-1 ili V-0 | Ovisno o kategoriji |
| Industrijska električna kućišta (IEC 61439) | V-0 ili 5VA | 5VA se sve više specificira za velika kućišta |
| Komponente unutrašnjosti zrakoplova (FAR 25.853) | brt UL94 — uses OSU heat release and vertical bunsen tests | UL94 nije dovoljan za zrakoplovstvo |
| Građevinarstvo (EN 13501) | Euroclass B–E sustav, ne UL94 | Potpuno drugačiji standard ispitivanja |
Kritična točka: Ocjene UL94 dostavljaju dobavljači za određene boje, debljine i certifikate serije. Crno PC/ABS kućište koje postiže V-0 ne jamči V-0 u bijeloj ili prirodnoj boji — interakcija FR aditiva sa sustavima pigmenta utječe na performanse, a žuta kartica UL94 izričito navodi odobrene boje.
3. Glavne FR kemijske obitelji i njihovi profili obrade
3.1 Halogenirani usporivači gorenja (bromirani/klorirani)
Mehanizam: Halogeni radikali prekidaju lančanu reakciju izgaranja u plinovitoj fazi. Visoko učinkovit pri niskim razinama opterećenja (5–15 phr), omogućavajući V-0 s minimalnim utjecajem na mehanička svojstva.
Uobičajeni sustavi:
- Dekabromodifenil etan (DBDPE) sinergist antimon trioksida — ABS, BOKOVI, PA
- Oligomeri tetrabromobisfenola A (TBBPA) — mješavine PC/ABS
- Klorirani parafini — jeftinije primjene proizvoda
Ponašanje obrade:
- Toplinski stabilan do 280–300°C u većini formulacija — kompatibilan s ABS, PA66, PC obradnim temperaturama
- Iznad 300°C, stvaranje plina HBr/HCl naglo se ubrzava — prekoračenja temperature bačve uzrokuju ispuštanje korozivnog plina
- Čišćenje neutralnim nosačem (HDPE ili PP) obavezno je prilikom isključivanja — zarobljeni bromirani materijal razgrađuje i napada površine cijevi i vijaka
- Korozivno za standardni alatni čelik: HBr i HCl generirani pri bilo kojem odstupanju od procesa napadaju P20 i H13. Nije ozbiljno u normalnim uvjetima, ali kumulativno u proizvodnji velike količine
Implikacije alata:
- Standardni P20 čelik sa šupljinama prihvatljiv za dobro kontrolirane procese
- Prekrivanje (tvrdi krom ili neelektrični nikal) preporučuje se za velike količine ili bilo koji proces koji se odvija blizu gornje granice temperature
- Protokol čišćenja mora biti dokumentiran u uputama za proces — epizode gorenja izazvane bljeskom uzrokuju lokalizirane korozijske jame na vratima i ventilacijskim otvorima
Regulatorni status: REACH SVHC popis uključuje nekoliko bromiranih FR spojeva. RoHS Direktiva ograničava PBB i PBDE. DBDPE trenutno nema ograničenja u EU i SAD-u, ali podložan je stalnom pregledu. Navedite samo stupnjeve usklađene s REACH/RoHS — jednom godišnje provjerite izjavu dobavljača.
3.2 Usporivači gorenja na bazi fosfora (bez halogena)
Mehanizam: Pospješuje stvaranje pougljenjenog sloja na površini polimera, fizički blokirajući pristup kisiku i izolirajući podlogu. Neki fosforni sustavi također imaju aktivnost u plinovitoj fazi.
Uobičajeni sustavi:
- Resorcinol bis(difenil fosfat) (RDP) — PC/ABS mješavine (primarni sustav za V-0 PC/ABS bez halogena)
- Aluminijev dietilfosfinat (AlPi, serija Clariant Exolit® OP) — PA6, PA66, PBT
- Melamin polifosfat (MPP) — PA6, PA66
- Crveni fosfor — PA, PBT (sada se rijetko koristi zbog opasnosti pri rukovanju)
Ponašanje obrade:
- RDP u PC/ABS: smanjuje viskoznost taline (djeluje kao plastifikator na temperaturi obrade) → povećava rizik od bljeskalice , smanjuje marginu sile stezanja
- AlPi u PA klasama: toplinski stabilan do 320°C, minimalan učinak viskoznosti — FR sustav koji je trenutno najpogodniji za proces
- MPP u PA: umjerena stabilnost; iznad 290°C, stvaraju se pare amonijaka i melamina površinske mjehuriće i srebrne pruge — održavati temperaturu taline na donjoj granici PA raspona
- Svi fosforni sustavi: upijanje vlage u skladištu smanjuje učinkovitost i uzrokuje raspršivanje/srebrne pruge — specifikacije za sušenje su strože od nepunjenih razreda
Zahtjevi za sušenje (fosforni FR stupnjevi):
| Osnovni polimer | Standardni stupanj sušenja | FR stupanj sušenja | Dodatne napomene |
|---|---|---|---|
| PA6 | 80°C / 4 sata | 85°C / 6–8 h | MPP tipovi posebno osjetljivi na vlagu |
| PA66 | 85°C / 4 sata | 90°C / 6–8 h | AlPi ocjene koje više opraštaju |
| PBT | 120°C / 4 sata | 130°C / 5–6 h | FR PBT vrlo osjetljiv na vlagu |
| PC/ABS | 90°C / 3–4 sata | 95°C / 4–6 h | RDP migrira na pohranu — upotrijebite odmah nakon otvaranja |
Implikacije alata:
- Migracija RDP-a: U PC/ABS-u s RDP-om, fosfatni ester može tijekom vremena migrirati na površinu dijela i u šupljinu kalupa. Ovo uzrokuje:
- Nakupljanje naslaga plijesni na površinama šupljina (bijeli ili žuti talog) koje zahtijevaju čišćenje svakih 50 000–150 000 snimaka ovisno o uvjetima rada
- Smanjenje površinskog sjaja na dijelu ako se plijesan ne očisti — kritično za površine klase A
- Nehrđajući čelik (S136) ili tvrdo kromirani P20 smanjuje prianjanje naslaga i pojednostavljuje čišćenje
- AlPi tipovi u PA su FR sustavi koji su najprikladniji za alate — minimalno talog, minimalna korozija
3.3 Usporivači gorenja na bazi dušika (melaminski sustavi)
Mehanizam: Primarno razrjeđivanje plinovite faze oslobađanjem dušika; neka promocija pougljenjenja u kombinaciji s fosforom (intumescentni sustavi).
Uobičajeni sustavi:
- Melamin cijanurat (MC) — PA6, PA66 (V-2 moguće, V-0 teško bez sinergista)
- Melamin polifosfat (MPP) — PA6, PA66 (V-0 achievable in combination)
- Intumescentni sustavi (APP pentaeritritol melamin) — PP, PE (prvenstveno za primjene kabela i filmova bez halogena)
Ponašanje obrade:
- MC u PA: raspada se na 320°C oslobađajući izocijansku kiselinu i pare melamina — čvrsta gornja granica temperature taline od 290°C za spojeve PA66/MC
- Sublimacija melamina na površini šupljine kalupa stvara bijele praškaste naslage — zahtijeva često čišćenje šupljine
- Intumescentni PP sustavi: vrlo osjetljivi na smicanje; visoke brzine ubrizgavanja uzrokuju odvajanje i šaranje FR komponenti
Implikacije alata:
- Naslage melaminskog sublimata najagresivniji su problem obraštanja plijesni u kategoriji FR stupnja
- Šupljine obložene kromom ili PVD-om dramatično smanjuju adheziju naslaga — interval održavanja 2–3 puta duži nego bez premaza
- Blokada ventilacijskih otvora naslagama značajan je rizik — ventilacijski otvori moraju biti dizajnirani za pristupačnost i čistiti se prema definiranom rasporedu (obično svakih 30 000–80 000 udaraca)

3.4 Metalni hidroksid usporivači plamena (ATH, MDH)
Mehanizam: Endotermna razgradnja oslobađa vodenu paru, hladi supstrat i razrjeđuje zapaljive plinove. Bez halogena, bez fosfora, bez dušika — najčišća kemija sa stajališta nusproizvoda obrade.
Uobičajeni sustavi:
- Aluminij trihidrat (ATH) — raspada se na 180–200°C; ograničava upotrebu na polimere obrađene ispod 200°C (EVA, LDPE, PVC)
- Magnezijev dihidroksid (MDH, brucit) — raspada se na 300–320°C; proširuje primjenjivost na PP, PA6
Ponašanje obrade:
- Za postizanje V-0 potrebno je vrlo veliko opterećenje (40–65% težine) — dramatično povećava gustoću spoja i smanjuje mehanička svojstva
- Visoko punjenje punila značajno povećava viskoznost taline — potrebni su viši tlakovi ubrizgavanja, duža vremena punjenja
- Abrazivno za vijke, bačve i šupljine kalupa — stopa trošenja je visoka , slično klasama punjenim staklom
- MDH/ATH spojevi imaju vrlo nisku učinkovitost poboljšanja LOI po jedinici opterećenja u usporedbi sa sustavima halogen/fosfor — rijetko se koriste tamo gdje je potreban V-0 na tankoj stijenci
Implikacije alata:
- Tretirajte kao ekvivalent GF30–GF40 u svrhu trošenja
- Obavezni kaljeni umeci (≥52 HRC).
- Dizajn klizača i vrata mora minimizirati smicanje (veći promjeri od neispunjenog ekvivalenta) kako bi se spriječilo aglomeriranje punila i erozija vrata
- Šuplji čelik: H13 ili ekvivalentni kaljeni alatni čelik — P20 je marginalan za ATH/MDH proizvodnju velike količine
4. Prilagodbe parametara obrade za ocjene FR
Tablica: Prilagodbe prozora procesa u odnosu na osnovni polimer
| Parametar | Smjer | Veličina | Obrazloženje |
|---|---|---|---|
| Temperatura taljenja | Niže | 5–20°C ispod standarda | Spriječiti toplinsku razgradnju FR |
| Vrijeme zadržavanja bačve | Minimiziraj | Dizajn za <5 min max | Razgradnja ovisi o vremenu × temperaturi |
| Brzina ubrizgavanja | Smanjite | 10-20% | Smanjiti razgradnju izazvanu smicanjem; smanjiti rizik od bljeskalice (RDP) |
| Povratni pritisak | Smanjite | 10-20% below standard | Smanjite stvaranje smične topline |
| Brzina vijka | Smanjite | 10–15% okretaja u minuti | Isto obrazloženje |
| Protokol čišćenja | Obavezno | Po gašenju svaki put | Spriječiti korozivnu degradaciju između ciklusa |
| Sušenje | Povećajte temperaturu i vrijeme | Pogledajte tablicu u odjeljku 3.2 | FR stupnjevi osjetljiviji na vlagu |
| Temperatura kalupa | Niže end of range | Gdje je moguće | Smanjite stvaranje naslaga (melaminski sustavi) |
| Temperatura vrućeg kanala | Minimalno održiv | Onoliko nisko koliko punjenje dopušta | Najkritičnija zona za degradaciju FR |
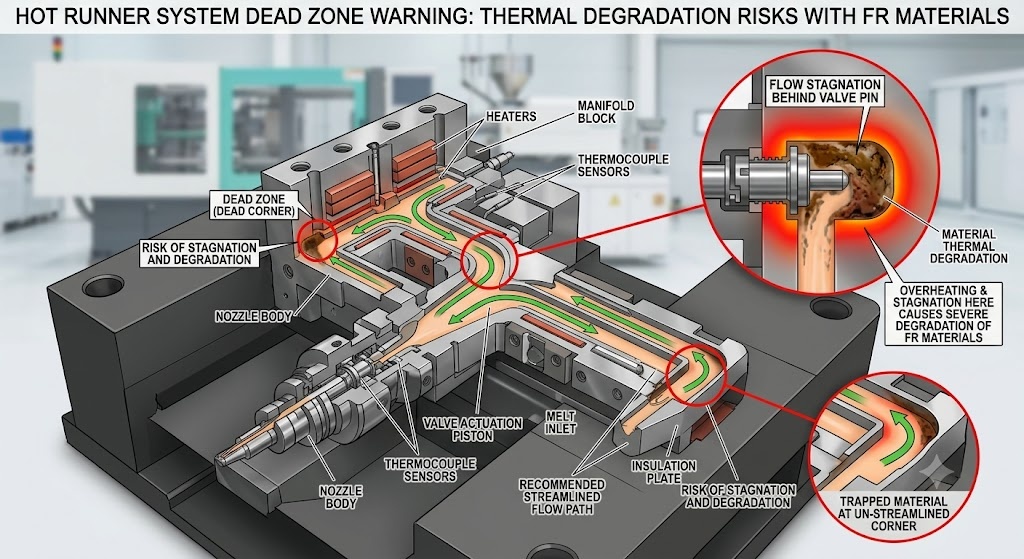
Hot Runner razmatranja
Vruće cijevi su zona najvećeg rizika za degradaciju FR materijala. Razdjelnik i vrhovi mlaznica kontinuirano održavaju temperaturu taline — a u mrtvim zonama (iza stubova ventila, u loše dizajniranim zavojima razvodnika), vrijeme zadržavanja može biti 30-60 minuta. Ovo je dovoljno za degradaciju većine FR sustava.
Obavezni zahtjevi za konstrukciju vrućeg kanala za FR kvalitete:
- Geometrija razdjelnika s potpunom strujom (bez mrtvih kutova) — navedite dobavljaču vrućih cijevi
- Minimalni volumen razdjelnika u skladu sa zahtjevima punjenja — preveliki razdjelnici povećavaju vrijeme zadržavanja
- Neovisna kontrola temperature zone po mlaznici — omogućuje precizno upravljanje minimalnom temperaturom
- Zasun ventila ima prednost nad otvorenim zasunkom — omogućuje pozitivno zatvaranje tijekom prekida proizvodnje
- Pad temperature pri gašenju: smanjite na 150–170°C odmah nakon svake proizvodne pauze >5 minuta
5. Odabir čelika za kalupe i površinske obrade
Tablica: Preporučeni kalupni čelik od strane FR Chemistry
| FR sustav | Osnovni polimer | Šupljina čelika | Čelična jezgra | Uložak za vrata | Površinska obrada | Bilješke |
|---|---|---|---|---|---|---|
| Bromirani (DBDPE) | ABS, HIPS | P20 ili S136 | P20 | H13 kaljeno | Tvrdi krom ili EN presvlaka | Pokrivanje kritično za veliki volumen |
| RDP (fosfatni ester) | PC/ABS | S136 poželjan | P20 | S136 | PVD ili EN oplata | Adhezija nanosa najmanja na S136 |
| AlPi (aluminijev fosfinat) | PA, PBT | P20 ili H13 | P20 | H13 | Opcijski krom | FR sustav koji je najprikladniji za alate |
| Melamin (MC, MPP) | PA6, PA66 | P20 krom ili S136 | P20 | H13 | Tvrdi krom obavezan | Teške sublimirane naslage bez premaza |
| ATH / MDH (metalni hidroksid) | PP, PA, EVA | H13 kaljeno | H13 | H13 ili karbid | Krom ili PVD | Tretirati kao abrazivnu smjesu za punjenje |
| Inherentno (PPS, PEEK) | PPS, PEEK | S136 ili 420SS | S136 | S136 | Neobavezno | Korozivno na temperaturi taljenja; rizik od korozije osnovnog čelika |
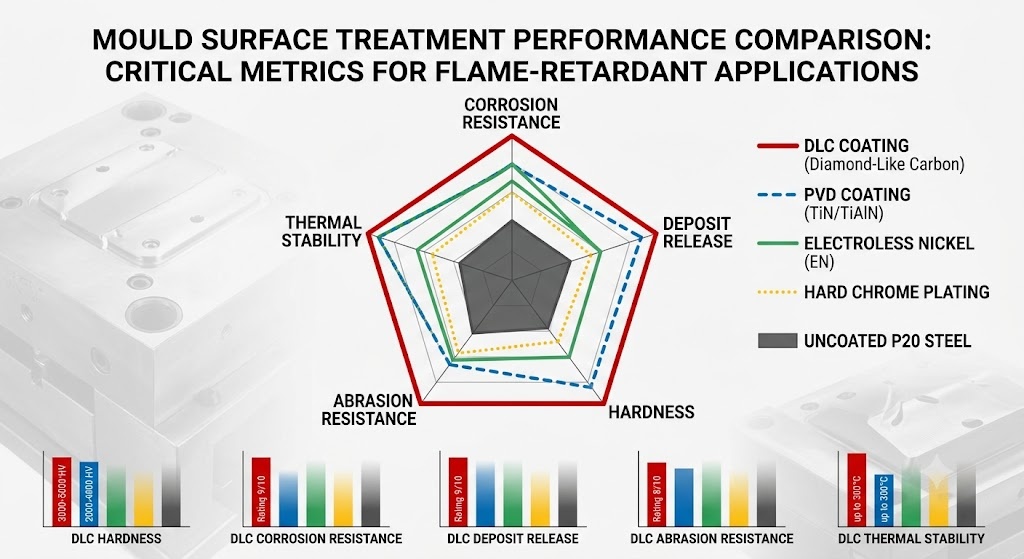
Usporedba učinka površinske obrade za FR aplikacije
| Liječenje | Otpornost na koroziju | Otpuštanje depozita | Tvrdoća (HV) | maks. temp | Cost Premium |
|---|---|---|---|---|---|
| Tvrdo kromiranje | dobro | Umjereno | 900–1100 (prikaz, stručni). | 400°C | 15-25% |
| Bezelektrični nikal (EN) | Izvrsno | dobro | 500–700 | 260°C | 10-20% |
| PVD (TiN, TiAlN) | dobro | dobro–Excellent | 2000–3300 | 400-600°C | 20-35% |
| DLC (ugljik poput dijamanta) | Izvrsno | Izvrsno | 3000–5000 | 300°C | 30–50% |
| Bez premaza P20 | Jadno | Jadno | 300–350 (prikaz, stručni). | — | Osnovna linija |
DLC premaz pruža najbolju izvedbu otpuštanja naslaga za melaminske sustave FR razreda — osobito vrijedan za proizvodnju PC/ABS i PA kućišta velike količine gdje je vrijeme prekida čišćenja šupljina značajno.
6. Dizajn otvora za FR stupnjeve
Spojevi koji usporavaju plamen stvaraju više ispušnih plinova od neispunjenih vrsta - nusprodukti razgradnje, vlaga iz metalnih hidroksida i hlapljivi aditivi stvaraju plin koji se mora evakuirati iz šupljine. Uzroci nedovoljne ventilacije:
- Gorenje s dizelskim efektom na mjestima zadnjeg punjenja — naslage pougljeništa koje se često krivo dijagnosticiraju kao rumenilo vrata ili degradacija materijala
- Kratki udarci od protutlaka plina u debelim dijelovima
- Površinsko stvaranje mjehurića od zarobljene vlage ili hlapljivih komponenti FR
Preporuke za dubinu otvora za FR stupnjeve
| Materijal / FR sustav | Dubina otvora (kopno, mm) | Širina otvora (mm) | Dubina reljefa otvora (mm) | Interval čišćenja |
|---|---|---|---|---|
| ABS / bromirani FR | 0,012–0,018 | 5–8 | 0.5 | Svakih 100.000 hitaca |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | Svakih 80.000 udaraca |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Svakih 120.000 udaraca |
| PA6 / melamin | 0,008-0,012 | 4–6 | 0.3 | Svakih 30.000–50.000 udaraca |
| PP / ATH intumescent | 0,015-0,020 | 6–10 | 0.5 | Svakih 80.000 udaraca |
| PPS (inherentni FR) | 0,005-0,008 | 3–5 | 0.2 | Svakih 150.000 udaraca |
FR spojevi na bazi melamina imaju najagresivnije ponašanje pri onečišćenju otvora. Proizvodni kalup koji koristi PA6/MC koji nije očišćen prema rasporedu imat će blokirane otvore unutar 50.000 udaraca — što dovodi do spaljivanja, kratkih udaraca i odbacivanja dijelova.
Preporuka za dizajn: Za FR vrste s visokom tendencijom ispuštanja plinova (melamin, intumescentni sustavi), dizajnirajte otvore kao zamjenjive umetke gdje je to moguće. To omogućuje čišćenje otvora izvan mreže dok kalup nastavlja raditi s čistim rezervnim kompletom.
7. Razmatranja kvalitete i sukladnosti
7.1 Verifikacija žutog kartona UL94
Ocjena UL94 otisnuta na podatkovnoj tablici materijala marketinška je tvrdnja dobavljača. Mjerodavni izvor je UL Product iQ baza podataka (ranije Yellow Card) . Prije navođenja FR materijala za primjenu reguliranu UL94, provjerite:
- Točna ocjena i lot odgovaraju trenutnom popisu žutih kartona
- Ocjena se odnosi na debljinu stijenke vašeg dijela — mnogi materijali gube jednu ocjensku klasu kod tanjih stijenki
- Boja je navedena — pigmentni sustavi utječu na performanse FR
- Datum isteka certifikata je trenutačni — UL provodi periodična ponovna testiranja i ocjene se mogu povući
7.2 Utjecaj boje na performanse FR
Pigmentni sustavi stupaju u interakciju s FR dodacima na načine koji mogu smanjiti učinkovitost za jednu punu klasu UL94. Čađa (koristi se u crnim spojevima) općenito poboljšava performanse FR — potiče stvaranje pougljeništa. Bijeli pigmenti (TiO₂) su neutralni do blago negativni. Organski pigmenti (osobito žuti i crveni azo pigmenti) mogu ometati fosforne FR sustave.
Pravilo: Uvijek kvalificirajte FR performanse prema proizvodnoj boji, a ne samo prema prirodnim ili crnim referentnim podacima. Ako kupac zahtijeva V-0 u više boja, nabavite potvrdu UL Yellow Card za svaku boju zasebno.
7.3 Izvedba Weld Line i Knit Line FR
Područje linije zavara brizgano lijevanog FR dijela obično pokazuje smanjenu otpornost na plamen u usporedbi s masom. U zoni zavarivanja, staklena vlakna se postavljaju paralelno s frontom protoka, a raspodjela FR aditiva može biti nejednolika. Ispitivanje treba uključiti uzorke izrezane iz područja linije zavara za primjene s kritičnim zahtjevima za sigurnost od požara.
7.4 Ponovno mljevenje i recikliranje
FR aditivi - posebno halogenirani sustavi - kompliciraju mogućnost recikliranja na kraju životnog vijeka. Ponovno mljevenje unutar procesa (lijevi, kanali, odbačeni dijelovi) iz bromiranih FR spojeva zahtijeva:
- Maksimalni omjer ponovnog mljevenja: 10–15% po težini — viši omjeri smanjuju performanse FR i povećavaju stvaranje plina
- Ponovno mljevenje se ne smije miješati u obitelji FR kemije — bromirano ponovno mljevenje koje kontaminira spojeve bez halogena stvara nesigurnost usklađenosti
- Dokumentirajte omjer ponovnog mljevenja u evidenciji procesa za sljedivost
8. Rješavanje problema: Uobičajeni nedostaci FR-razreda i glavni uzroci
| kvar | Vjerojatno vezan uz FR | Korektivna radnja |
|---|---|---|
| Srebrne pruge / razmak | Vlaga u FR spoju; volatile FR raspadanje | Povećajte vrijeme/temperaturu sušenja; smanjiti temperaturu taline; provjeriti skladište materijala |
| Žuto/smeđa promjena boje na vratima | FR toplinska razgradnja na vrućoj mlaznici | Smanjite temperaturu mlaznice; minimizirati vrijeme boravka; čistiti češće |
| Bijele naslage na površini kaviteta | Sublimacija melamina (MC/MPP sustavi) ili RDP migracija | Očistite šupljinu odgovarajućim otapalom; povećati učestalost čišćenja; razmislite o DLC premazu |
| Spaljivanje na mjestu posljednjeg punjenja | Nedovoljna ventilacija; ispušni plin iz FR razgradnje | Dodajte ili produbite ventilacijske otvore na mjestu opekotina; smanjiti brzinu ubrizgavanja |
| Flash (novi početak) | RDP djeluje kao plastifikator koji smanjuje viskoznost | Smanjite temperaturu taline; provjerite materijal MFI u odnosu na prethodni lot; smanjiti brzinu ubrizgavanja |
| Smanjeni sjaj | Naslage plijesni nastale migracijom FR | Očistite šupljinu; nanesite PVD ili DLC premaz |
| Kratki udarci (previously stable tool) | Blokirani otvori od FR naslaga | Odmah očistite ventilacijske otvore; provesti planirano održavanje ventilacije |
| Delaminacija / odvajanje slojeva | Nekompatibilna kontaminacija mljevenjem; vlage | Uklonite kontaminaciju od mljevenja; provjerite sušenje; provjerite certificiranje serije |
| Neuspješno ispitivanje UL94 na proizvodnim dijelovima | Promjena boje bez prekvalifikacije; omjer prekomjernog mljevenja; zid tanji od certificiranog | Ponovno kvalificirati boju; smanjiti ponovno mljevenje; provjerite debljinu stijenke na tankim dijelovima |
9. Zaključak
Vrste za brizganje otporne na plamen predstavljaju jedinstvenu kombinaciju osjetljivosti procesa, agresije alata i složenosti usklađenosti koju standardni inženjerski termoplasti nemaju. Posljedice lošeg upravljanja FR materijalima protežu se izvan kvalitete dijelova — degradirani FR spojevi mogu nagrizati vijke i bačve, blokirati ventilacijske otvore, naslagati se na šupljinama i u najgorem slučaju stvarati otrovne plinove u okruženju obrade.
Put do pouzdane proizvodnje FR stupnja je sustavan: odaberite pravu FR kemiju za temperaturu primjene i regulatorne zahtjeve, navedite kalupni čelik i površinske tretmane koji odgovaraju toj kemiji, implementirajte strože kontrole sušenja i procesa i uspostavite rasporede preventivnog održavanja koji uzimaju u obzir ubrzano onečišćenje i karakteristike trošenja FR smjesa. Uvođenje ovih čimbenika u fazi dizajna košta samo djelić onoga što košta njihovo ispravljanje u proizvodnji.
Povezani članci:
- Injekcijsko prešanje kućišta EV baterije: PA66 GF50 naspram PPS GF40 — Inženjerski kompromisi
- 8 najboljih materijala za injekcijsko prešanje za 2026
- Vodič za odabir čeličnih kalupa visoke preciznosti
- Bljeskanje plijesni u injekcijskom prešanju: uzroci, prevencija i uklanjanje
- Postizanje optimalne završne obrade u plastičnom injekcijskom prešanju
IMTEC kalup | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

