
Uvod
U brizganju plastike, završna obrada dijela je mnogo više od kozmetičkog izbora. Izravno utječe na to kako se proizvod osjeća u ruci potrošača, kako se svjetlost reflektira od njegovih kontura i još važnije, koliko čisto dio izlazi iz šupljine kalupa tijekom proizvodnje. Odabir pogrešne završne obrade može dovesti do mikroogrebotina, kozmetičkih tragova ili dijelova koji zaglave u alatu, što drastično povećava stopu otpada.
Kako bi standardizirali ove završne obrade u cijelom opskrbnom lancu, Društvo industrije plastike (sada poznato kao PLASTIKA) uspostavilo je SPI sustav klasifikacije završne obrade. Iako je udruga ažurirala svoje ime, globalni proizvođači alata i proizvodni inženjeri još uvijek ih univerzalno nazivaju "SPI standardima".
Razumijevanje nijansi ovih standarda—i načina na koji različiti polimeri s njima međusobno djeluju—ključ je za balansiranje estetske namjere s realnošću proizvodnje.

4 primarne SPI završnice
SPI standard kategorizira završne slojeve u četiri različite slovne ocjene (A, B, C i D), određene medijima i metodom koja se koristi za poliranje čeličnog kalupa. Unutar svake razine, brojevi od 1 do 3 označavaju razinu obrade i rezultirajuću prosječnu hrapavost površine (Ra).
Klasa A: sjajni/sjajni završni slojevi (dijamantni lak)
Završne obrade klase A predstavljaju vrhunac optičke jasnoće i estetike visokog sjaja. Ove završne obrade postižu se mukotrpnim ručnim poliranjem šupljine kalupa korištenjem progresivno finijih vrsta pasta za poliranje dijamantnog praha.
- SPI A-1: Najviši standard, korištenje dijamantne paste za poliranje razreda 3 za postizanje ultra glatke površinske hrapavosti od približno 0,012 do 0,025 mikrometara Ra. Daje zrcalnu, visoko reflektirajuću završnicu.
- SPI A-2: Koristi dijamantnu pastu stupnja 6, što rezultira malo višom Ra vrijednošću (0,025 do 0,05 mikrometara), ali zadržava vrhunski sjaj.
- SPI A-3: Polirano s dijamantnom pastom Grade 15, nudi oštar, sjajan izgled, ali dopušta malo popustljiviji profil hrapavosti (0,05 do 0,10 mikrometara Ra).
Uvid u proizvodnju:
Postizanje prave završne obrade klase A zahtijeva visokokvalitetne čelike za kalupe visoke tvrdoće poput NAK80 ili S136. Standardni alatni čelici sadrže mikronečistoće ili poroznost; kada se poliraju na razinu A-1, te se nečistoće "čupaju", ostavljajući mikroskopske rupe koje uništavaju završni sloj.
Nadalje, površine klase A djeluju kao povećalo za nedostatke unutarnjih dijelova—svako neznatno volumetrijsko skupljanje (tragovi udubljenja) iza rebra ili izbočine bit će odmah vidljivo pod refleksijom svjetla.
- Uobičajene primjene: Optičke leće, prozirne rasvjetne cijevi, štitnici za lice, ogledala i kućišta vrhunske potrošačke elektronike gdje je potreban vrhunski piano-crni ili kristalno čisti izgled.
Klasa B: polusjajni završni slojevi (zrnasti papir)
Završne obrade klase B dizajnirane su za dijelove koji zahtijevaju uredan, profesionalan izgled bez ekstremnih troškova ili krhkosti završne obrade u ogledalu. Ove površine se postižu brusnim papirom sitnog zrna koji se nanosi linearnim, preklapajućim pokretima.
- SPI B-1: Obrađen papirom granulacije 600, stvarajući izuzetno čistu polusjajnu površinu s tipičnom hrapavošću od 0,05 do 0,10 mikrometara Ra.
- SPI B-2: Poliran papirom granulacije 400, nudi umjeren polusjajni izgled (0,10 do 0,15 mikrometara Ra).
- SPI B-3: Polirano papirom granulacije 320, dajući mekani satenski sjaj s vidljivim, jednoličnim mikroogrebotinama (0,28 do 0,35 mikrometara Ra).
Uvid u proizvodnju:
Budući da poliranje brusnim papirom uvodi usmjereni, linearni uzorak ogrebotina u kalup, alatničar mora poravnati poteze poliranja sa smjerom otvora kalupa (put izbacivanja). Ako linije pijeska idu okomito na smjer povlačenja, oblikovana plastika će zahvatiti mikro-utore, što dovodi do tragova ogrebotina i ozbiljnih poteškoća s izbacivanjem tijekom proizvodnje.
- Uobičajene primjene: Kućišta uređaja za široku potrošnju, ukrasne ploče za unutrašnjost automobila, ručna elektronička kućišta i komercijalna uredska oprema.

Klasa C: Mat završni slojevi (Stone Polish)
Završne obrade klase C karakteriziraju mekani, dosadni, mat izgled bez refleksije. Proizvođači alata postižu ovu teksturu korištenjem profiliranog uljnog kamena (grit kamenja) za agresivno zaglađivanje čeličnog kalupa.
- SPI C-1: Postignuto pomoću finog kamena za poliranje od 600 zrna, što je rezultiralo glatkom mat površinom (0,35 do 0,40 mikrometara Ra).
- SPI C-2: Završna obrada kamenom granulacije 400, stvarajući upečatljivu mat teksturu (0,45 do 0,55 mikrometara Ra).
- SPI C-3: Završna obrada grubljim kamenom granulacije 320, uklanjanjem svih tragova alata kako bi se dobio grublji, potpuno ravni mat izgled (0,63 do 0,85 mikrometara Ra).
Uvid u proizvodnju:
U industrijskim primjenama, klasa C se rijetko odabire isključivo za "ukrašavanje" dijela. Umjesto toga, to je završna obrada "isplativosti" industrije. Primarna svrha sredstva za poliranje kamena je brzo i ekonomično brisanje tragova grube obrade (udubljenja i brazde) koje ostavljaju CNC glodala ili EDM elektrode. To je zadana završna obrada za dijelove koje krajnji korisnik nikada neće vidjeti.
- Uobičajene primjene: Unutarnja strukturna rebra, elektronički nosači, strukturne komponente automobila, spremnici goriva i skriveni industrijski hardver.
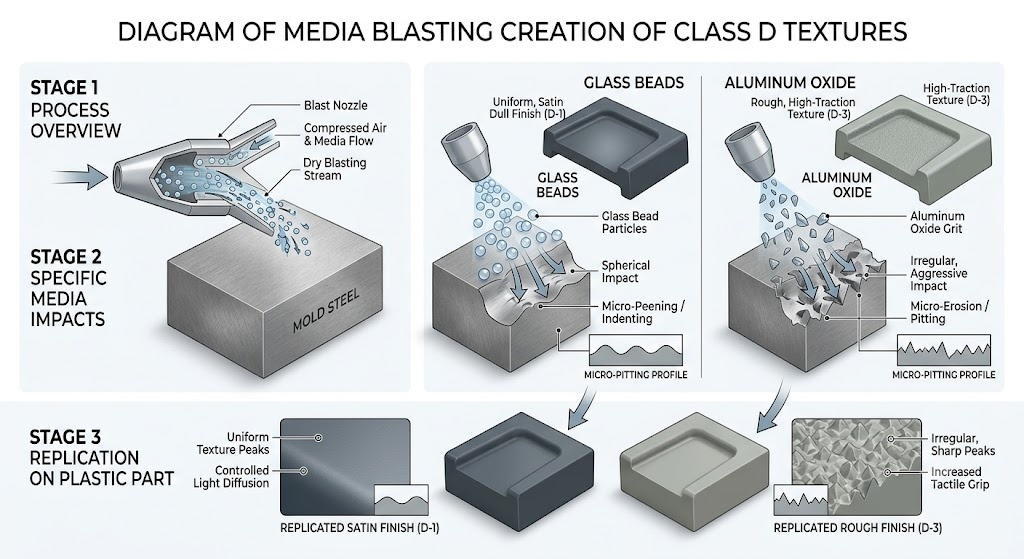
Klasa D: Teksturirane završne obrade (pjeskarenje/pjeskarenje)
Završne obrade klase D daju grub, jako teksturiran ili satenski osjećaj. Ovo je "destruktivni" proces teksturiranja gdje se šupljina kalupa podvrgava pjeskarenju suhog medija pod visokim pritiskom.
- SPI D-1: Stvoreno pjeskarenjem čeličnog kalupa finim staklenim perlama, što rezultira ujednačenim, satenskim bez sjaja (0,80 do 1,10 mikrometara Ra).
- SPI D-2: Pjeskaren sredstvom za pjeskarenje ili pijeskom srednjeg stupnja, čime se dobiva grublja tekstura protiv klizanja (1,10 do 1,60 mikrometara Ra).
- SPI D-3: Pjeskaren grubim aluminijevim oksidom ili teškim zrncima pijeska, dajući visoko taktilnu, grubu, potpuno ravnu završnu obradu (2,30 do 3,20 mikrometara Ra).
Uvid u proizvodnju:
Završne obrade klase D nevjerojatne su za skrivanje površinskih nedostataka poput linija zavara ili manjih tragova udubljenja. Međutim, inženjeri moraju planirati "degradaciju teksture". Tijekom dugog proizvodnog ciklusa (npr. stotine tisuća ciklusa), abrazivna inženjerska plastika poput najlona punjenog staklom polako će erodirati i "ispolirati" oštre vrhove pjeskarene šupljine kalupa. Kao rezultat toga, tekstura D-1 može se postupno pretvoriti u polu-mat teksturu tijekom vremena, zahtijevajući povlačenje kalupa iz proizvodnje i ponovno pjeskarenje kako bi se vratila izvorna specifikacija.
- Uobičajene primjene: Ručke za teške alate, plastični volani, teksturirane školjke za prtljagu, ručke potrošačke elektronike i industrijska kućišta dizajnirana da prikriju otiske prstiju i ogrebotine.
Tablica usporedbe SPI površinske obrade
| SPI stupanj | Metoda dorade / Srednje | Prosječna hrapavost (Ra - mikrometri) | Prosječna hrapavost (Ra - mikroinči) | Vizualni izgled i razina sjaja | Relativni multiplikator troškova alata |
|---|---|---|---|---|---|
| A-1 | Razred 3 Diamond Buff | 0,012 do 0,025 | 0,5 do 1,0 | High Mirror Polish, visoko reflektirajući | 2,5x do 3,0x |
| A-2 | Razred 6 Diamond Buff | 0,025 do 0,05 | 1,0 do 2,0 | Poliranje za ogledalo, dobra refleksija | 2,0x do 2,5x |
| A-3 | Stupanj 15 Diamond Buff | 0,05 do 0,10 | 2,0 do 4,0 | Visoki sjaj, meki odsjaji | 1,5x do 2,0x |
| B-1 | Papir granulacije 600 | 0,05 do 0,10 | 2,0 do 4,0 | Polusjajni, fini linearni sjaj | 1,3x |
| B-2 | Papir granulacije 400 | 0,10 do 0,15 | 4,0 do 6,0 | Srednje polusjajni | 1,2x |
| B-3 | Papir granulacije 320 | 0,28 do 0,35 | 11,0 do 14,0 | Mekani saten, blagi sjaj | 1,1x |
| C-1 | Kamen zrna 600 | 0,35 do 0,40 | 14,0 do 16,0 | Fini mat, nereflektirajući | 1,0x (osnovna linija) |
| C-2 | Kamen zrna 400 | 0,45 do 0,55 | 18,0 do 22,0 | Srednje mat, ravnog završetka | 0,9x |
| C-3 | 320 Grit Stone | 0,63 do 0,85 | 25,0 do 34,0 | Grubi mat, briše tragove alata | 0,8x |
| D-1 | Suho pjeskarenje staklenim perlama | 0,80 do 1,10 | 32,0 do 44,0 | Zagasiti saten, fine sedefaste teksture | 1,2x |
| D-2 | Fino pjeskarenje | 1,10 do 1,60 | 44,0 do 64,0 | Tupe teksture, potpuno ravna | 1,3x |
| D-3 | Krupni pijesak / eksplozija oksida | 2.30 do 3.20 | 90,0 do 130,0 | Vrlo gruba, taktilna tekstura za držanje | 1,4x |
Ključni čimbenici pri odabiru SPI površinske obrade
Odabir završne obrade površine zahtijeva izračunati kompromis između svojstava materijala, geometrije i proračuna. Ovdje su ključni čimbenici koji bi trebali voditi vašu odluku o proizvodnji (DFM).
Odabir materijala: Kristalni naspram amorfnih polimera
Molekularna struktura vaše plastične smole izravno diktira koliko dobro replicira završni sloj kalupa.
- Amorfni polimeri (npr. polikarbonat, ABS, akril/PMMA) imaju nasumičan raspored molekula koji savršeno teče uz polirani čelik. Izvrsni su u izboru dijamantnih završnih slojeva klase A za apsolutnu prozirnost ili visoki sjaj.
- Kristalni polimeri (npr. najlon/PA, polipropilen, polietilen) podliježu strukturiranoj kristalizaciji dok se hlade, što uzrokuje veće skupljanje. Nadalje, ako ovim materijalima dodate staklena vlakna (GF) za čvrstoću, vlakna će isplivati na površinu. Određivanje završne obrade klase A na najlonu punjenom staklom od 30% je rasipanje kapitala—površina će sama po sebi izgledati prugasto i šareno. Ovi materijali rade mnogo bolje na završnim slojevima klase C ili D.
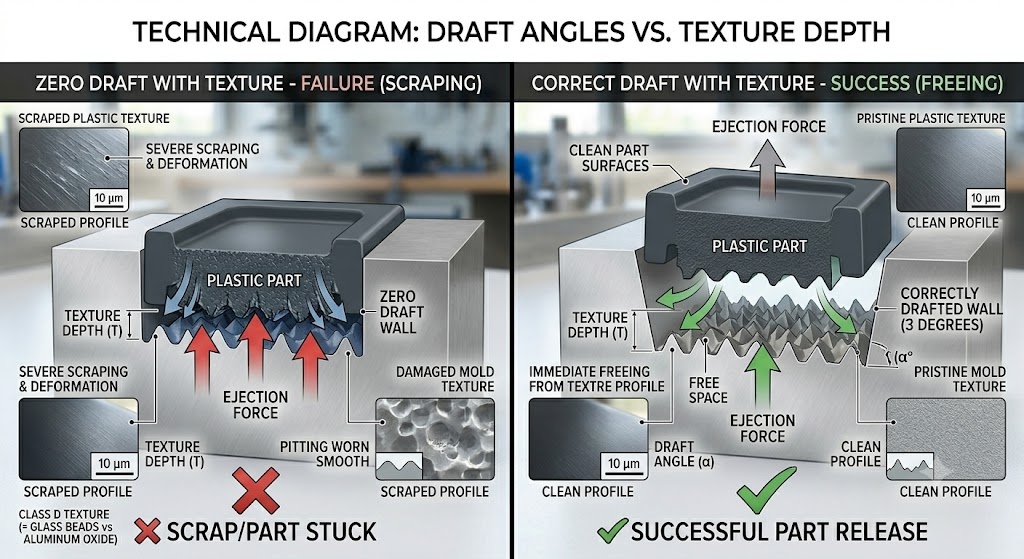
Kazna kuta gaza
Površinske teksture stvaraju mikroskopske vrhove i doline. Kada se kalup otvori, plastični dio se mora čisto povući. Ako okomite stijenke dijela nemaju dovoljan propuh (konus), teksturirani čelik će fizički ostrugati, potrgati ili obilježiti plastiku za hlađenje tijekom izbacivanja.
- Zlatno pravilo industrije: Za standardne glatke završne obrade (klase A i B), prihvatljiv je minimalni kut gašenja od 0,5 do 1,0 stupanj po strani.
- Teksturirano pravilo: Za pjeskarene završne slojeve klase D, morate dodati otprilike 1 dodatni stupanj nagibnog kuta za svakih 0,025 mm (jednako 1 mil ili 0,001 inču) dubine teksture. Ako se to ne uzme u obzir, to će rezultirati ozbiljnim tragovima povlačenja i deformacijom dijelova.
Troškovi alata i vrijeme isporuke
Kao što je prikazano u usporednoj tablici, završna obrada klase A značajno povećava troškove proizvodnje kalupa. Ručno poliranje alata do završne obrade A-1 može produžiti dane ili čak tjedne do vremena izrade alata jer se mora raditi korak po korak (npr. ne možete skočiti s kamena od 320 granulacija ravno na dijamantnu pastu bez uništavanja čelične matrice). Završne obrade od kamena klase C daleko su najbrže i najjeftinije za proizvodnju.
Funkcionalnost dijela
Razmotrite okolinu krajnje upotrebe. Završne obrade visokog sjaja klase A ozloglašeni su magneti za ogrebotine i odmah pokazuju masne otiske prstiju. Ako je proizvod namijenjen za svakodnevno rukovanje (poput kontrolera ili elektroničkog rukohvata), satenska tekstura klase D pruža taktilno trenje dok uspješno skriva habanje i habanje tijekom životnog vijeka proizvoda.
Kako specificirati SPI završne slojeve na tehničkim crtežima
Jasna komunikacija sprječava skupe prerade alata. Kada pripremate proizvodne nacrte ili 2D inženjerske crteže, primijenite ove najbolje prakse u industriji:
- Izbjegavajte općenite opise: Nikada nemojte pisati "poliranje vanjskih površina" u bilješkama crteža. Time se definicija u potpunosti prepušta tumačenju. Umjesto toga koristite eksplicitne oblačiće kao što su:
ZAVRŠNA OBLOGA BITI SPI A-2 NA VIDLJIVIM KOZMETIČKIM LICIMA. - Upotrijebite granične spojeve teksture: Ako jedan oblikovani dio ima više završnih obrada (npr. sjajna istaknuta traka klase A na kućištu s teksturom klase D), nacrtajte čistu, isprekidanu graničnu liniju na svom 2D ispisu kako biste prikazali točne prijelazne zone.
- Globalni standardi unakrsnog upućivanja: Ako imate posla s globalnim opskrbnim lancima, vaš bi partner u proizvodnji mogao biti više naviknut na europski VDI 3400 (koji se temelji na ljestvicama iskre-erozije) ili vlasničke kataloge tekstura kao što je Mold-Tech. Zabilježite ekvivalentne vrijednosti ako su primjenjive (npr. SPI C-1 približno je usklađen s VDI 18 do 21).
- Zatražite ploče fizičke teksture: Prije nego što ovlastite alatničara za teksturiranje kalupne šupljine vrijedne više tisuća dolara, zatražite fizički uzorak čipa oblikovanog u vašem točan odabrani smolasti materijal. Teksture izgledaju znatno drugačije na prirodnom polipropilenu nego na crnom polikarbonatu.
Zaključak
Savladavanje standarda površinske obrade SPI premošćuje jaz između koncepata industrijskog dizajna i proizvodnih performansi u stvarnom svijetu. Shvaćajući da završna obrada klase A zahtijeva vrhunski alatni čelik i besprijekoran dizajn dijelova ili da tekstura klase D zahtijeva velikodušne kutove nagiba, možete izbjeći uska grla u proizvodnji, smanjiti stope odbijanja dijelova i kontrolirati proračun za alate.
Uvijek se posavjetujte sa svojim partnerom za injekcijsko prešanje tijekom rane faze DFM-a kako biste uskladili svoj izbor materijala, geometrijski nacrt i željeni SPI standard prije rezanja čelika.

