
U modernom industrijskom injekcijskom prešanju—posebice unutar zahtjevnih lanaca opskrbe sjevernoameričkih automobilskih, zrakoplovnih i medicinskih uređaja—težnja prema strukturnoj laganoj težini i integraciji komponenti pokrenula je neviđeno oslanjanje na profile tankih stijenki i složene polimerne matrice ojačane vlaknima. Dok ova poboljšanja donose značajnu materijalnu i masovnu učinkovitost, ona značajno povećavaju rizik od lokalnog mehaničkog kvara i kozmetičkog odbacivanja koje proizlazi iz pletenih linija i linija zavara. Daleko od toga da su jednostavne površinske mrlje, ova strukturna sučelja predstavljaju duboke diskontinuitete unutar oblikovane matrice gdje polimerni lanci ne uspijevaju adekvatno međusobno difundirati. Kako bi zaštitili niske OEM marže i održali rigorozne mehaničke sigurnosne standarde, proizvođači više ne mogu sanaciju pletene linije tretirati kao niz pokušaja i pogrešaka prilagodbi u tiskari. Umjesto toga, inženjerski timovi moraju usvojiti metodologiju temeljenu na podacima koja neprimjetno povezuje kvantitativno ispitivanje u tvornici s naprednom prediktivnom simulacijom i optimiziranim rasporedom alata.
Otkrivanje i provjera pletenih linija: prijelaz s vizualnih na kvantitativne metrike
Kako bi se uspostavio robustan okvir kontrole kvalitete, operacije kalupljenja moraju eliminirati subjektivne vizualne procjene i zamijeniti ih preciznim, mjerljivim mjerama. U proizvodnom pogonu, tradicionalni vizualni pregled često kategorizira probleme s pletenim linijama putem nejasnih kvalitativnih deskriptora. Istinska kontrola procesa zahtijeva pretvaranje ovih kvalitativnih opažanja u digitalne, ponovljive varijable. Površinska morfologija mora se kategorizirati u različite fizičke slojeve: površinske mikroutore, duboke taktilne ureze i različitu lokaliziranu diskoloraciju. Korištenjem specijaliziranih tehnika snimanja, kao što je rasvjeta za pašnjake pod niskim kutom i projekcijska slika visokog kontrasta, inženjeri kvalitete mogu mapirati površinska odstupanja. Za kozmetičke komponente, spektrofotometri se moraju koristiti za bilježenje kromatskih pomaka preko sučelja koristeći standardizirani CIELAB prostor boja, uspostavljajući gornju granicu praga, kao što je Delta E_ab manji ili jednak 0,5. Istovremeno, potrebni su kontaktni mjerači sjaja za kvantificiranje lokalnih spekularnih smanjenja sjaja, osiguravajući da područje zavara odgovara nominalnoj teksturi unutar specificirane vrijednosti tolerancije.
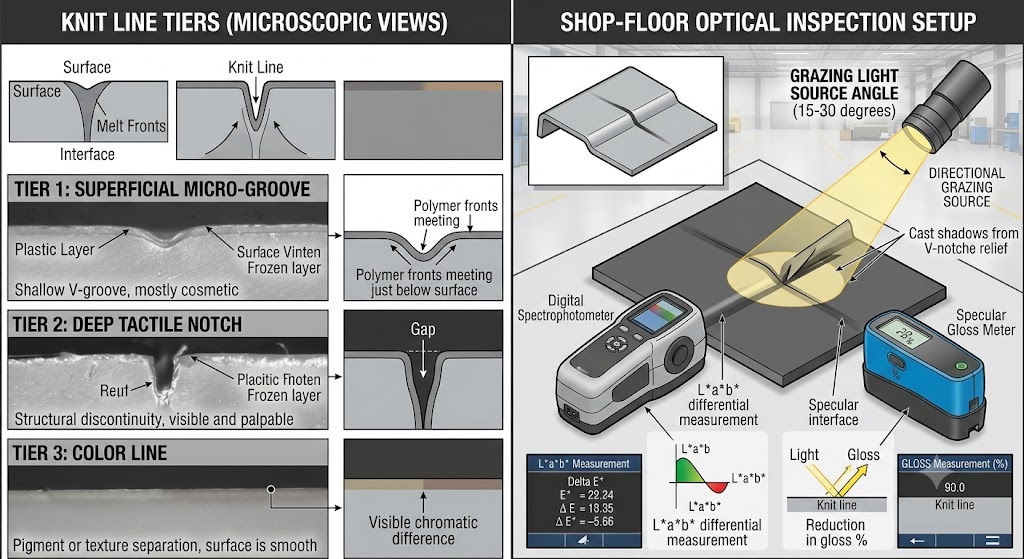
Za nosive ili fluidno kritične inženjerske komponente, nedestruktivna površinska mjerenja predstavljaju samo polovicu validacijskog protokola. Mehanička cjelovitost mora biti potvrđena rigoroznim standardiziranim režimima razornog ispitivanja. Inženjerski protokoli moraju nalagati da se šipke za ispitivanje rastezanja (u skladu s ASTM D638 ili ISO 527) vade izravno iz proizvodnih komponenti, s linijom pletiva precizno lokaliziranom u središtu mjerne duljine. Mehanička izvedba ovih uzoraka zatim se uspoređuje s identičnim osnovnim uzorcima oblikovanim bez sučelja kako bi se izračunao faktor zadržavanja čvrstoće linije zavara (WRF), koji se izražava sljedećom jednadžbom u običnom tekstu:
Dok estetsko potrošačko kućište može tolerirati značajan pad čvrstoće pod uvjetom da je razlika u boji zanemariva, kritične automobilske komponente ispod haube ili razdjelnici medicinske tekućine često provode stroge pragove kvalitete, odbijajući svaku seriju koja padne ispod 90 posto ili 95 posto vrijednosti zadržavanja. Ako linija zavara padne ispod ovih unaprijed određenih pragova, inženjeri kvalitete moraju odmah izvršiti kontrolni popis u 4 koraka za inspekciju u radionici:
- Provjerite stvarne temperature taline i šupljine kalupa pomoću kalibriranih toplinskih sondi.
- Dokumentirajte taktilni profil dubine pomoću površinskog profilometra.
- Usporedite težinu lokaliziranog dijela s nominalnim granicama kako biste provjerili nedovoljnu ambalažu.
- Ako kvar potraje, izvadite uzorke za presječno metalografsko presjecanje ili skenirajuću elektronsku mikroskopiju (SEM) kako biste pregledali ima li zarobljenih mikroskopskih hlapljivih tvari ili lokaliziranog neusklađenosti vlakana duž površine prijeloma.
Temeljni uzroci i prediktivna simulacija: Povezivanje fizike s praktičnim uvidima
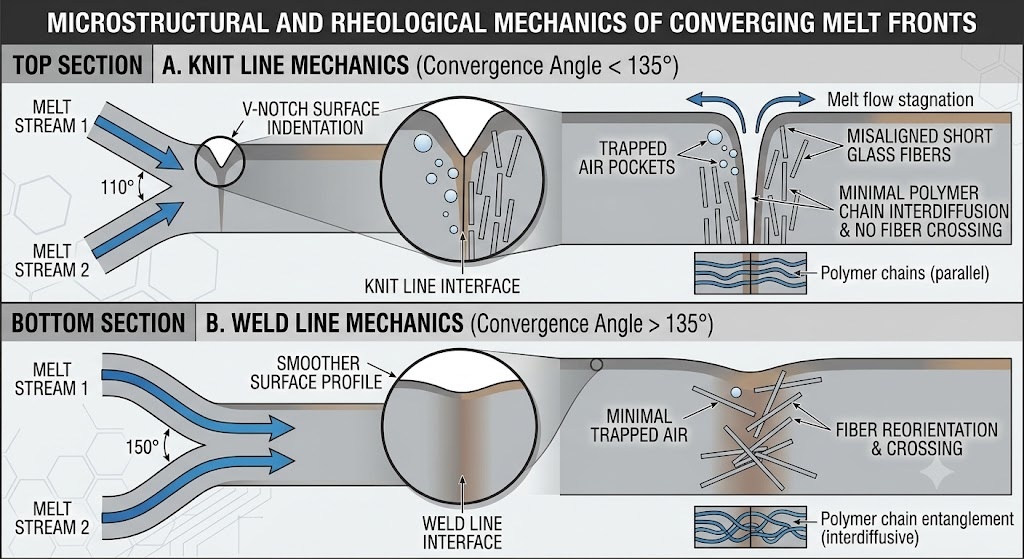
Pletena linija nastaje kada se dvije ili više različitih fronti taline polimera susreću frontalno unutar šupljine kalupa pod kutom konvergencije manjim od 135 stupnjeva. Kada konvergentni kut prijeđe ovaj prag, granica je tehnički klasificirana kao linija zavara, dopuštajući paralelnim strujama da se prirodnije stapaju. Temeljna fizika koja upravlja snagom i vidljivošću ovog sučelja u potpunosti ovisi o termodinamičkom stanju materijala tijekom konvergencije. Kako se talina kreće kroz šupljinu, kontakt s hladnijim kalupnim čelikom stvara smrznuti granični sloj, koji kontinuirano sužava aktivni kanal protoka. Ako lokalna temperatura taline padne blizu prijelazne točke materijala ili ako lokalizirani tlak ubrizgavanja opada zbog dugih putova protoka, molekularnim lancima nedostaje potrebna toplinska energija i sila pakiranja da prijeđu sučelje i međusobno difundiraju. Nadalje, podijeljene staze protoka inherentno tjeraju anizotropna ojačanja, kao što su kratka staklena vlakna, da se okreću paralelno s granicom susreta, potpuno eliminirajući bilo kakvo mehaničko premošćivanje preko spoja.
Umjesto rješavanja ovih fizičkih fenomena putem skupih modifikacija pokušaja i pogrešaka nakon što je alatni čelik izrezan, napredni CAE alati s konačnim elementima (kao što su Autodesk Moldflow, Moldex3D ili Sigmasoft 3D) trebali bi se koristiti tijekom faze dizajna proizvoda. Inženjeri moraju gledati dalje od jednostavnih, binarnih vizualnih dijagrama i procijeniti kvantitativne analitičke kriterije. Ključni rezultati simulacije uključuju praćenje točaka stagnacije vektora brzine, identificiranje lokaliziranih padova temperature na spoju i izdvajanje numeričkog indeksa intenziteta linije zavara (VHI). Vrlo pouzdana metoda za procjenu strukturalnog integriteta uključuje mapiranje projiciranih tenzora orijentacije vlakana izravno iz simulacije ubrizgavanja u nizvodne strukturne FEA pakete, omogućujući dizajnerima da simuliraju lokalizirane koncentracije naprezanja pod stvarnim mehaničkim opterećenjima. Kako bi se osiguralo točno predviđanje, simulacijski modeli moraju koristiti visoko rafinirane 3D mreže koje se sastoje od najmanje 10 do 12 slojeva preko tankih dijelova stijenke, u kombinaciji s potvrđenim podacima o karakterizaciji materijala i točnim parametrima odziva stroja.
Kako bi ovu virtualnu CAE dijagnostiku pretvorili u praktična rješenja za radnu površinu, inženjerski timovi trebaju slijediti standardizirano stablo dijagnostičkih odluka. Kada simulacija ukazuje na neprihvatljiv rizik pletene linije, inženjer mora sustavno procijeniti i izolirati varijable radije nego nasumično prilagođavati parametre. Najprije provjerite može li se spoj premjestiti u nekritično područje pomicanjem lokacija vrata. Ako geometrijska ograničenja onemogućuju premještanje vrata, sljedeći korak je procjena lokaliziranog toplinskog upravljanja, procjena mogu li varijabilne prilagodbe temperature kalupa poboljšati molekularno vezivanje. Konačno, ako toplinske prilagodbe nisu dovoljne, mehanička debljina stijenke mora se promijeniti kako bi se smanjio lokalni otpor protoka i povećao tlak pakiranja. Ova strukturirana metoda osigurava da se modifikacije alata i procesa temelje na načelima dobrog inženjeringa, značajno smanjujući razvojne cikluse i sprječavajući skupe narudžbe za inženjerske promjene (ECO) kasno u ciklusu pokretanja.
Dizajn kalupa i strategije postavljanja vrata: Kontroliranje putova protoka i toplinskih rasporeda
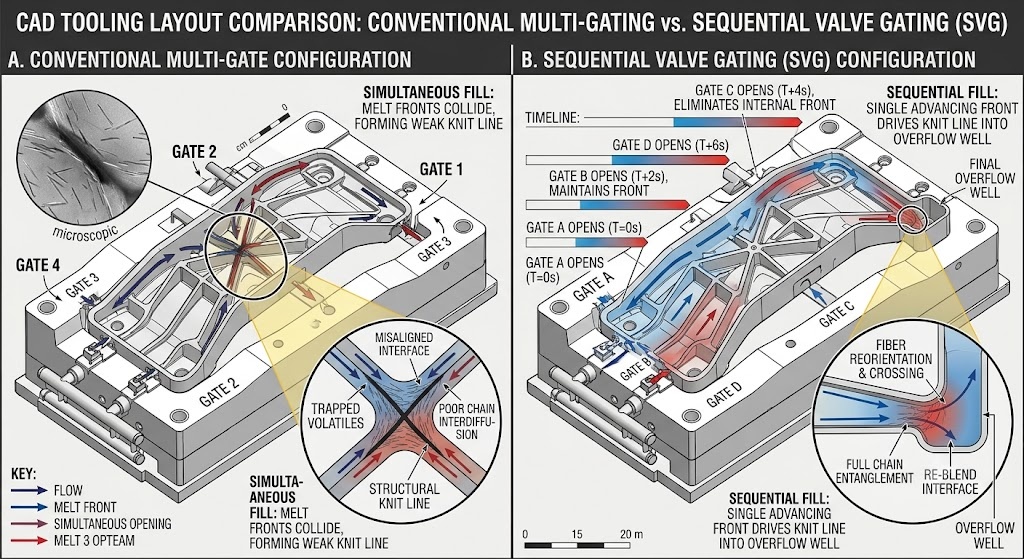
Primarna metoda za eliminiranje ili premještanje linija pletiva je strateško postavljanje sustava preklopa alata. Odabir geometrije zasuna—bez obzira da li se koriste precizni izravni zasuni ventila, rubni zasuni ili ventilatorski zasuni—diktira početni uzorak ispune i izravno kontrolira kako se fronte protoka dijele i rekombiniraju oko klinova jezgre ili unutarnjih izreza. Prilikom projektiranja složenih dijelova, inženjeri moraju uspostaviti precizna pravila u vezi s udaljenosti protoka i maksimalno dopuštenim omjerima duljine protoka i debljine stijenke. Na primjer, u potrošačkoj elektronici s tankim stijenkama često se koristi strategija sekvencijalnog zatvaranja ventila (SVG). Upotrebom elektronički kontroliranih hidrauličkih ili pneumatskih klinova za otvaranje ventilskih vrata u preciznom, vremenski određenom slijedu, inženjeri mogu u potpunosti eliminirati stvaranje unutarnjih pletenih linija prisiljavanjem jedne, kontinuirane fronte taline da prelazi preko šupljine, pomičući linije zavara u periferna područja plamena ili nestrukturalne rubove.
Osim postavljanja vrata, upravljanje toplinskom izvedbom unutar čeličnog kalupa ključno je za optimizaciju kvalitete pletiva. Tradicionalni ravno izbušeni vodovi za hlađenje često ostavljaju duboke dijelove jezgre i složene uglove izolirane od učinkovitog toplinskog hlađenja, što rezultira lokaliziranim vrućim točkama ili teškim toplinskim gradijentima koji slabe sučelje pletenih linija. Zamjena konvencionalnih vodova naprednim konformnim rashladnim kanalima—proizvedenim putem izravnog laserskog sinteriranja metala (DMLS)—omogućuje da rashladni vodovi slijede točne konture šupljine dijela. To osigurava vrlo jednoliku disipaciju topline i omogućuje precizno lokalizirano kalupljenje s brzim toplinskim ciklusom (RHCM). Upotrebom pare ili vode pod pritiskom visoke temperature za brzo zagrijavanje područja lokalne pletene niti tijekom punjenja, a zatim prelaskom na hladnu vodu za brzo skrućivanje, proizvođači mogu održavati temperaturu površine šupljine iznad staklastog prijelaza smole ili tališta kristala tijekom formiranja pletene niti. Ovo u potpunosti eliminira površinske zareze i maksimalno povećava zapetljanost polimernog lanca.
| Strategija alata | Tipična premija za troškove alata | Utjecaj vremena ciklusa | Poboljšanje čvrstoće pletene linije | Najbolje odgovara aplikaciji |
| Konvencionalno strojno hlađenje | Osnovna vrijednost (0 dolara) | Osnovna linija (25 do 45 sekundi) | Minimalno (0 do 10 posto poboljšanja) | Niskokompleksni strukturni blokovi debelih stijenki. |
| Konformni rashladni umetak (DMLS) | 15 do 30 posto | Sniženje od 15 do 30 posto | Povećanje od 15 do 30 posto | Složena oprema za automobile, medicinski dijelovi s više šupljina. |
| Sekvencijalni zatvarač ventila (SVG) | 25 posto do 40 posto | Neutralan | Premješta kvar u cijelosti | Velike ploče karoserije, ploče s instrumentima, dugi poklopci. |
| Prešanje s brzim toplinskim ciklusom (RHCM) | 40 posto do 60 posto | Povećanje od 10 do 25 posto | Povećanje od 40 do 70 posto | Potrošački zasloni visokog sjaja, medicinska optička kućišta. |
Prije implementacije ovih naprednih modifikacija alata, inženjerski timovi moraju provesti rigoroznu početnu procjenu povrata ulaganja (ROI) i procjenu rizika. Iako dodavanje DMLS konformnog umetka ili SVG razdjelnika može povećati početne kapitalne izdatke alata za desetke tisuća dolara, ti se troškovi moraju pažljivo uravnotežiti s dugoročnim operativnim metrikama. Za masovnu proizvodnju automobila koja traje nekoliko godina, 20-postotno smanjenje vremena ciklusa u kombinaciji sa značajnim smanjenjem stope otpada lako opravdava početnu premiju alata. Nasuprot tome, za medicinske komponente manjeg volumena, modificiranje debljine stijenke dijela ili ugradnja lokaliziranih preljevnih jažica—koje skupljaju hladne čepove na kraju fronte protoka i mogu se čisto strojno odvojiti nakon kalupljenja—predstavlja isplativiju alternativu koja postiže potrebne mehaničke specifikacije bez prekoračenja kapitalnog proračuna projekta.
Ustupci obrade, materijala i proizvodnje: Optimiziranje matrica parametara
Kada su izmjene alata ograničene proračunom ili rokovima, inženjeri se moraju osloniti na sustavnu optimizaciju procesa i pažljiv odabir materijala kako bi upravljali performansama pletene linije. Molekularna struktura sirovog polimera diktira njegovo reološko ponašanje tijekom konvergencije fronte taline. Smole bez punila kao što su polipropilen (PP) ili amorfni akrilonitril butadien stiren (ABS) lako teku i lako se vežu pri nižim relativnim energijama. Međutim, visokotemperaturna inženjerska plastika poput polikarbonata (PC), poliamida 6/66 (PA6/PA66) i polifenilen oksida (PPO)—osobito kada je ispunjena s 30 posto do 50 posto staklenih vlakana ili mineralnih modifikatora—predstavlja ozbiljne reološke izazove. Za ove napredne spojeve, prilagodbe parametara moraju slijediti visoko strukturiranu, "konzervativno-agresivnu" matricu obrade kako bi se izbjegla degradacija materijala ili produljenje vremena ciklusa.
Za sustavno rješavanje nedostataka pletenih linija u proizvodnom pogonu, tehničari bi trebali konzultirati sveobuhvatne smjernice o materijalima i parametrima obrade. Prilagodbe bi se uvijek trebale izvoditi uzastopno, dopuštajući procesu da se stabilizira nekoliko ciklusa nakon svake izmjene kako bi se točno izmjerio utjecaj na kvalitetu dijela i strukturnu izvedbu:
| Vrsta matrice smole | Preporučeni raspon taljenja (stupnjevi C) | Preporučeni raspon plijesni (stupnjevi C) | Korak podešavanja primarne brzine ubrizgavanja | Očekivano zadržavanje snage pletene linije (%) |
| Polipropilen bez punjenja (PP) | 200 - 240 (prikaz, stručni). | 30 - 60 (prikaz, stručni). | Umjereno progresivno (pomaci od 10%) | 85% - 95% |
| ABS (estetski stupanj) | 220 - 260 (prikaz, stručni). | 50 - 80 (prikaz, stručni). | Profil velike brzine (brzo kroz pletenu zonu) | 80% - 90% |
| Polikarbonat (PC) | 280 - 320 (prikaz, stručni). | 80 - 110 (prikaz, stručni). | Visoka konstantna brzina s visokim pakiranjem | 70% - 85% |
| PA66-GF30 (30% ispunjeno staklom) | 270 - 300 (prikaz, stručni). | 80 - 120 (prikaz, stručni). | Ultra-velika brzina (maksimalno smično zagrijavanje) | 35% - 55% |
| PPO (modificirani / strukturni) | 260 - 310 (prikaz, stručni). | 70 - 100 (prikaz, stručni). | High Velocity nakon čega slijedi Immediate Pack Shift | 50% - 70% |
Ako optimizirani parametri obrade ne mogu u potpunosti eliminirati vidljivu liniju pletiva na visoko estetskoj komponenti, možda će biti potrebne sekundarne dorade. Mogućnosti sanacije nakon kalupa—uključujući mehaničko brušenje, automatizirani temeljni premaz i bojanje, poliranje kemijskom parom ili lokalizirano ultrazvučno stapanje—mogu učinkovito prikriti površinske mrlje, ali uvode značajne proizvodne kompromise. Dok sekundarni poliuretanski premaz ili pranje kemijskim otapalom može vratiti besprijekornu površinsku obradu visokog sjaja na amorfno kućište potrošača, ove operacije povećavaju ukupne troškove dijelova, zahtijevaju dodatnu radnu snagu i povećavaju stope otpada zbog grešaka u rukovanju. Nadalje, površinske završne obrade ne popravljaju temeljne strukturne nedostatke. Ako staklena vlakna ostanu neporavnata ispod obojene površine, dio će otkazati pod mehaničkim opterećenjem. Rukovoditelji operacija moraju pažljivo odvagnuti ove troškove završne obrade u odnosu na dugoročna kapitalna ulaganja u napredne nadogradnje alata, odabirući opciju koja najbolje balansira između kvalitete, cijene i pouzdanosti komponenti.
Ubrzajte svoje alate i performanse obrade
Uklanjanje kvarova pletenih linija zahtijeva usklađivanje unaprijed predviđenog inženjeringa s discipliniranom kontrolom kvalitete. Preuzmite naš sveobuhvatan, spreman za radnju Rješavanje problema s konopcem za pletenje i kontrolni popis za kalibraciju simulacije (PDF) , koji sadrži korak-po-korak predloške za podešavanje stroja za kalupljenje, ciljne VHI parametre povezivanja i ASTM/ISO obrasce za provjeru valjanosti.
Trebate trenutnu inženjersku podršku za aktivni program? Kontaktirajte naš tehnički tim danas kako biste zakazali napredni termin Pregled CAE simulacije i revizija izgleda kalupa . Naši stručnjaci za proizvodnju u Sjevernoj Americi pružaju detaljnu dijagnostiku u roku od 3 do 5 radnih dana.

