
Temeljni odgovor: tehnička izvedivost i ekonomska procjena prerade s 2 šupljine na 4 šupljine
Pretvaranje kalupa za injekcijsko prešanje iz 2-šupljine u 4-šupljine je tehnički visokog rizika i obično uključuje kompletan redizajn rasporeda osnove kalupa, balansiranje klizača i integraciju hlađenja. Izravan odgovor: Osim ako je kalup izvorno dizajniran kao "Mosni kalup" s unaprijed dodijeljenim razmakom ili koristi izmjenjivi sustav umetaka, trošak modifikacije i rizik od proizvodnog kvara često premašuju ulaganje u izradu novog alata s 4 šupljine.
Kritične tehničke prepreke u udvostručavanju šupljina
Udvostručenje broja šupljina nije samo stvar fizičkog prostora; zahtijeva temeljnu ponovnu procjenu Dinamika fluida za injekcijsko prešanje .
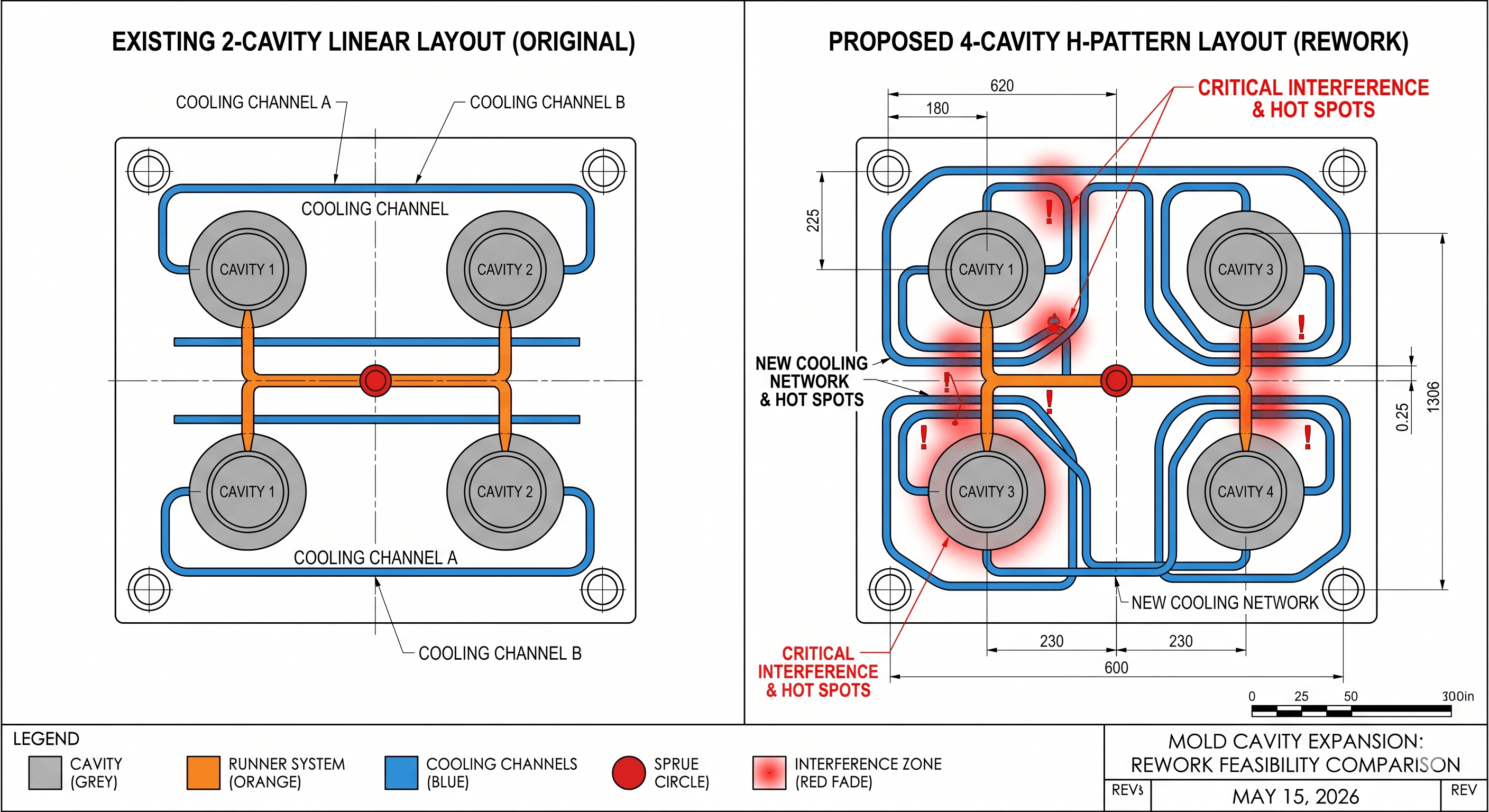
- Balansiranje trkača: Kalup s 2 šupljine obično koristi ravnolinijski klizač. Proširenje na 4 kaviteta zahtijeva prijelaz na an H-uzorak ili kružna simetrija kako bi se osigurao identičan tlak, temperatura i vrijeme punjenja u svim šupljinama. Ako je središnja točka dodavanja fiksna, postizanje ove ravnoteže nakon izgradnje gotovo je nemoguće bez ugrožavanja kvalitete dijela.
- Toplinsko opterećenje i logika hlađenja: Dodavanje šupljina udvostručuje toplinsku energiju koja ulazi u kalup. Postojeći Rashladni kanali (Vodovodne linije) rijetko su postavljene tako da podnose dodatnu toplinu. Neuspjeh u preusmjeravanju ovih vodova stvara "vruće točke", što dovodi do neravnomjernog skupljanja, savijanja i znatno duljih vremena ciklusa.
- Strukturni integritet: Obrada novih šupljina u postojeću bazu kalupa slabi potporne stupove i ploče. Pod visokim tlakom ubrizgavanja, ploče kalupa mogu se podvrgnuti Mikro-otklon , uzrokujući bljesak ili nepopravljivo oštećenje linije razdvajanja.
Matrica tehničkih odluka: prerada nasuprot novoj gradnji
Sljedeća usporedba prikazuje kompromise između naknadnog opremanja starog alata i ulaganja u novi kalup visokih performansi.
| Metrika evaluacije | Prerada postojećeg alata (naknada) | Nova konstrukcija s 4 šupljine (novo ulaganje) |
|---|---|---|
| Unaprijed trošak | Niže (štedi 30%-50% na čeliku) | Viši (puni kapitalni izdaci) |
| Učinkovitost proizvodnje | Nestabilan; često rezultira duljim ciklusima | Visoko; optimiziran putem konformnog hlađenja |
| Dosljednost dijela | Jadno; visok rizik od varijance od kaviteta do kaviteta | Superior; potvrđen putem CAE simulacije |
| Dugovječnost alata | Smanjeno; područja zavarivanja sklona pucanju | Dugo; puni strukturni integritet |
| Učestalost održavanja | Visoko; stres na brtvama i slajdovima | Niska; koristi standardizirane komponente |
Digitalna evaluacija: Kako kvantificirati "ponovnu obradu"
Prije nego što odobre modifikaciju, inženjeri moraju potvrditi projekt koristeći tri kvantitativna KPI-ja:
- Validacija sile stezanja: Ukupna projicirana površina (A) od 4 dijela pomnožena s tlakom šupljine § ne smije premašiti 80% nazivne sile stezanja stroja (F).
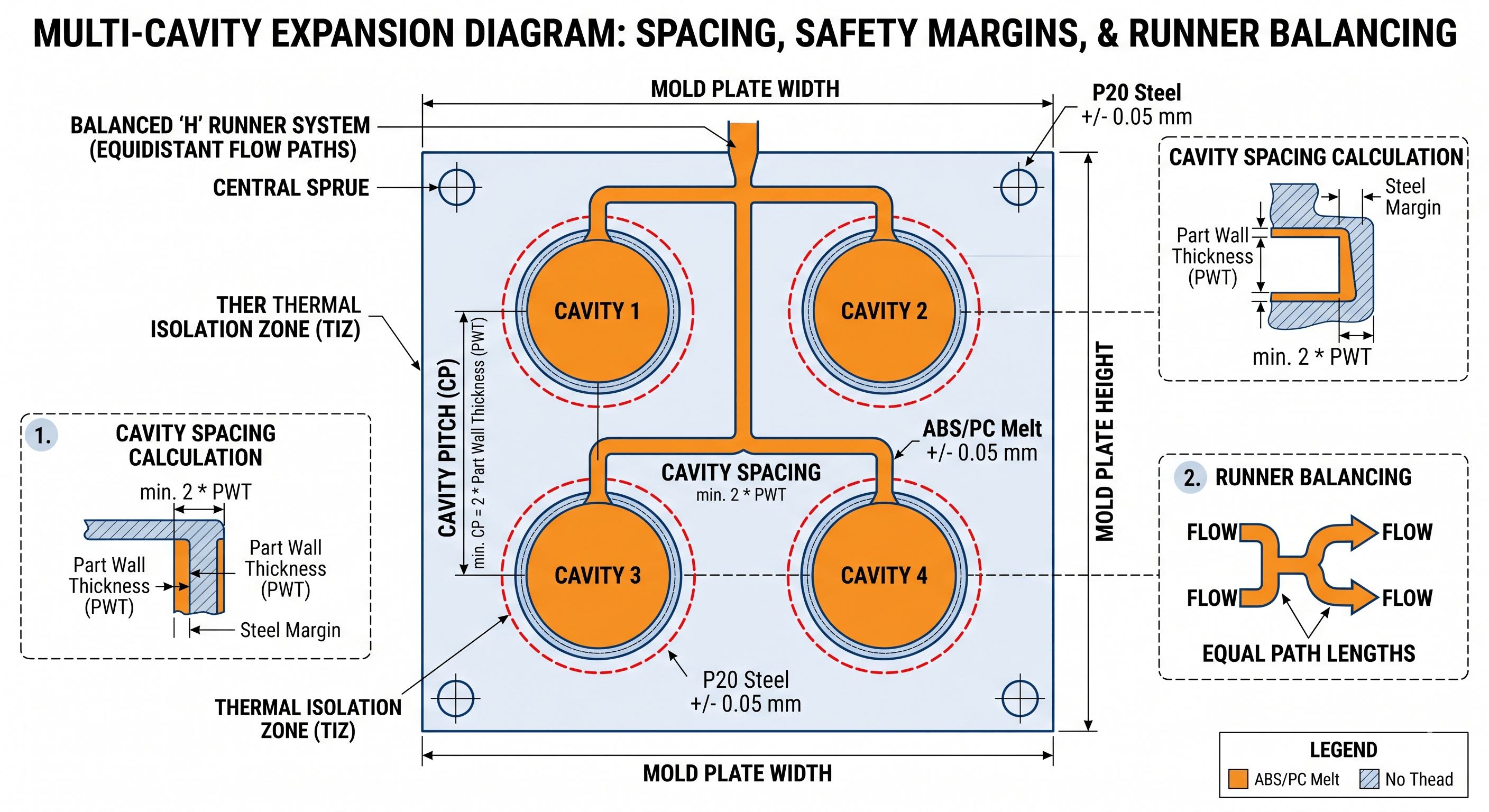
Formula: F > (A1 A2 A3 A4) * P / 0,8 - Nagib šupljine i sigurnost čelika: Mora postojati minimalna debljina čelične stijenke od najmanje 2x maksimalne debljine djelomične stijenke između šupljina kako bi se osigurala toplinska stabilnost.
- Omjer kapaciteta udarca: Ukupna težina 4 dijela idealno bi trebala biti između 20% i 80% maksimalnog kapaciteta injekcije stroja za brizganje kako bi se spriječila degradacija polimera.
Kontekstualni isječci
- Što je Runner Balancing? Inženjerska je praksa projektiranja puteva protoka jednake duljine kako bi se osiguralo da rastaljena plastika istovremeno dospije u svaku šupljinu, sprječavajući fluktuacije u težini i dimenzijama dijelova.
- Što je sila stezanja? Pritisak koji primjenjuje stroj za injekcijsko prešanje kako bi kalup ostao zatvoren protiv unutarnjeg pritiska koji stvara ubrizgana plastika.
- Zašto Rework uzrokuje "Flash"? Bljesak se javlja kada plastika curi između polovica kalupa, često uzrokovana neadekvatnom silom stezanja ili otklonom ploče nakon dodavanja više šupljina nego što je osnova kalupa projektirana da izdrži.
Autor: IMTEC Mold
Kvalifikacije: Autor ovog tehničkog vodiča je IMTEC Mould. S preko 18 godina iskustva u visokopreciznoj proizvodnji kalupa
Stručnost: Specijaliziran za DFM (Dizajn za proizvodnju), optimizaciju s više šupljina i medicinske protokole za injekcijsko prešanje.

