
Flash je jedan od najčešćih nedostataka u injekcijskom prešanju — i jedan od najčešće pogrešno dijagnosticiranih. Tanke peraje viška materijala koje se pojavljuju na linijama razdvajanja, klinovima za izbacivanje ili sučeljima umetaka često se pripisuju samo parametrima procesa, dok je glavni uzrok često alat. Ovaj vodič pruža sustavni dijagnostički okvir koji pokriva svih sedam kategorija temeljnih uzroka, kvantificirane standarde prevencije i matricu prioriteta korektivnih radnji za učinkovito uklanjanje bljeskalice.
1. Što je plijesan?
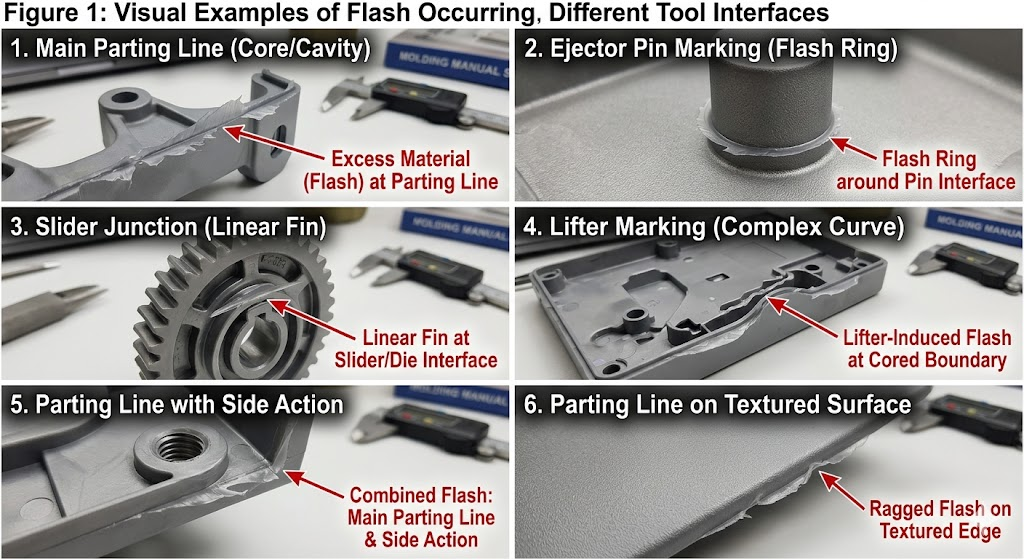
Flash (također: flashing, burr) je višak materijala koji izlazi iz šupljine kalupa kroz bilo koji otvor u alatu prije smrzavanja. Čini se kao tanka peraja, mreža ili pernati rub pričvršćen za dio na:
- Rastavne linije — najčešće mjesto
- Sučelja pinova za izbacivanje — kružni bljeskavi prstenovi oko lica igle
- Sučelja za klizanje i podizanje — linearna peraja duž bočnih dodirnih površina
- Umetnite granice — na perimetrima metalnih umetaka u kalupu za umetke
- Mjesta ventilacijskih otvora — ako su ventilacijski otvori preveliki ili erodirani
- Zaporne površine — u elementima s jezgrom i kroz rupe
Flash nije samo kozmetički. Dodaje sekundarne operacije podrezivanja, riskira smetnje pri sklapanju, stvara oštre rubove (opasnost od ozljeda i kvara brtvljenja), a u medicinskim primjenama ili primjenama u kontaktu s hranom pokreće regulatornu nesukladnost. Što je još važnije, signalizira prazninu u sustavu kalupa koja se, ako se ne liječi, postupno širi sa svakim udarcem.
2. Sedam kategorija temeljnih uzroka
Bljesak uvijek ima isti neposredni uzrok — materijal pod pritiskom pronalazi prazninu. Ali podrijetlo tog jaza spada u sedam različitih kategorija, od kojih svaka zahtijeva različitu korektivnu radnju.
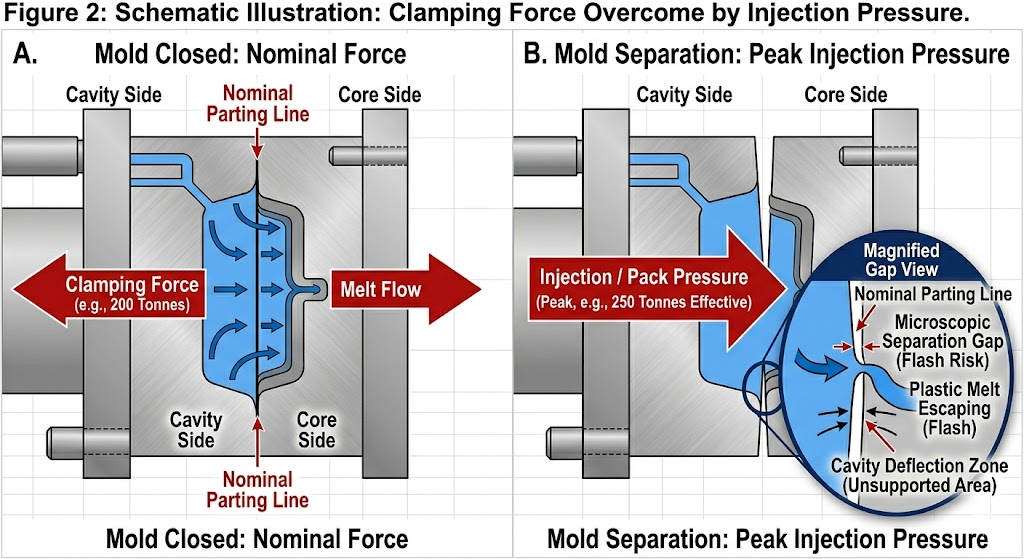
2.1 Nedovoljna sila stezanja
Najčešće zanemaren uzrok. Ako tlak ubrizgavanja premašuje efektivnu silu stezanja preše na projektiranom području dijela i sustava klizača, ploče kalupa se trenutno odvajaju tijekom punjenja i pakiranja - stvarajući dinamički razmak na liniji razdvajanja.
Dijagnostička provjera:
Potrebna sila stezanja (tona) = Projektirana površina (cm²) × Tlak šupljine (MPa) ÷ 100Za dio s projektiranom površinom od 180 cm² (uključujući vodilice) ispunjen pri prosječnom tlaku šupljine od 80 MPa:
Potrebna stezaljka = 180 × 80 ÷ 100 = minimalno 144 toneDodajte sigurnosnu marginu od 20–25% → Minimalno 175–180 tona.
Izvođenje ovog dijela na preši od 150 tona proizvest će bljesak rastavne linije bez obzira na bilo koje drugo podešavanje parametra.
Uobičajena greška: Izračunavanje projektirane površine samo iz dijela, isključujući sustav vodilica. Sprue, vodilice i vrata doprinose značajnom projiciranom području i pritisku šupljine.
| Materijal | Tipični raspon tlaka u šupljini | Optično pravilo sile stezanja |
|---|---|---|
| PP, PE (tanki zid) | 40–80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 t/cm² |
| POM | 70–110 MPa | 0,7–1,1 t/cm² |
2.2 Trošenje ili oštećenje razdjelne površine
Razdjelna površina (PS) je primarna brtva između šupljine i atmosfere. Svako odstupanje od savršene ravnosti - bilo od habanja, oštećenja od udarca, erozije iskre EDM ili neodgovarajuće površinske tvrdoće - dopušta materijalu da iscuri.
Kritične tolerancije:
| Veličina kalupa | Maksimalno dopušteno odstupanje ravnosti PS | Preporučena tvrdoća čelika |
|---|---|---|
| Mali (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Srednje (250–500 mm) | 0,008 mm | 48–52 HRC |
| Veliki (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
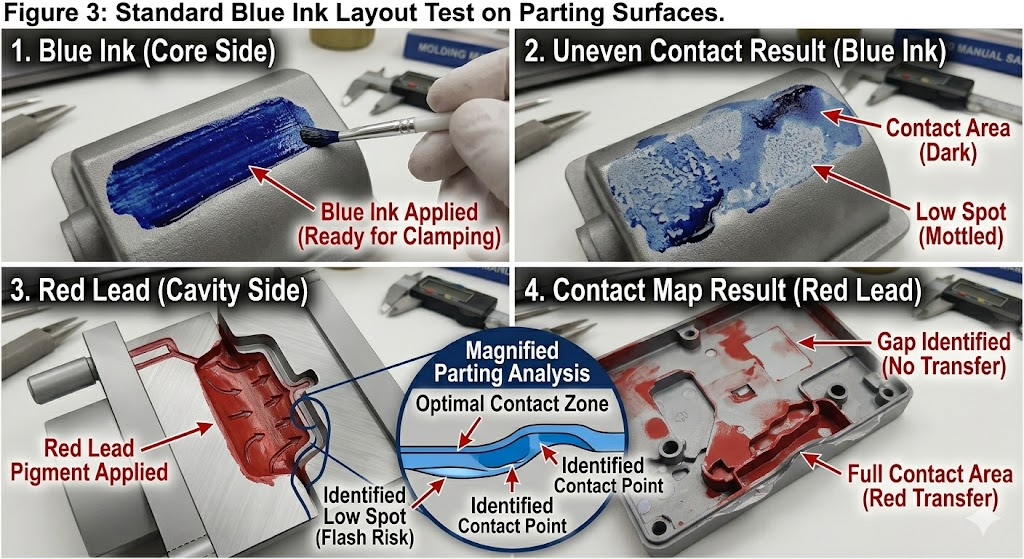
Protokol inspekcije: Test prijenosa plave tinte ili pipkom povucite preko cijele površine razdvajanja. Bilo koji razmak >0,010 mm na standardnom materijalu ili >0,005 mm na materijalu niske viskoznosti (LCP, PPS) predstavlja brzi rizik.
Metode popravka prema težini:
| Vrsta oštećenja | Metoda popravka | Vrijeme isporuke |
|---|---|---|
| Manje trošenje (<0,05 mm nisko područje) | Ponovno poliranje laserskog zavarivanja | 1–3 dana |
| Umjereno trošenje (0,05–0,2 mm) | Zavarivanje raspršivanjem ili ponovni stroj za zavarivanje TIG | 3–5 dana |
| Oštećenje od udara / udubljenje | Lasersko zavarivanje EDM ponovno iskra | 2–4 dana |
| Široko trošenje (>0,2 mm) | Puni PS ponovno obradi na površinskoj brusilici | 3–7 dana |
| Ponovljeni bljesak na istom mjestu | Ponovno poliranje tvrdog zavara (Stellite). | 5–10 dana |
2.3 Prevelika brzina ili pritisak ubrizgavanja
Čak će i geometrijski savršeni kalup bljesnuti ako parametri procesa gurnu pritisak u šupljinu iznad kapaciteta stezne sile ili ako je brzina ubrizgavanja dovoljno visoka da stvori učinak hidrauličkog klina na liniji razdvajanja prije nego što se stezna tonaža u potpunosti razvije.
Procesni uvjeti koji izazivaju bljesak:
- Brzina ubrizgavanja postavljena tako visoko da se šupljina ispuni za <0,3 s — vršni skok tlaka trenutno premašuje kapacitet stezaljke
- Tlak pakiranja postavite iznad 80% tlaka ubrizgavanja na materijal niske viskoznosti
- Vrijeme zadržavanja produženo nakon smrzavanja vrata — kontinuirani pritisak nakon zamrzavanja vrata prenosi silu na ploče kalupa, a ne na pakiranje dijela
- Previsoka temperatura taline — smanjuje viskoznost, materijal agresivnije teče u bilo koji otvor
Redoslijed podešavanja procesa (prije intervencije alata):
- Smanjite brzinu ubrizgavanja u koracima od 10% — provjerite smanjuje li se bljesak
- Smanjite tlak pakiranja na 60–70% tlaka punjenja
- Provjerite da vrijeme zadržavanja ne prelazi vrijeme zamrzavanja vrata (upotrijebite studiju zamrzavanja vrata)
- Smanjite temperaturu taline za 5–10°C
- Ako bljesak i dalje postoji nakon sva četiri podešavanja — osnovni uzrok je alat, a ne proces
2.4 Preniska viskoznost materijala
Materijali niske viskoznosti teku u praznine koje materijali standardne viskoznosti premošćuju. To je razlog zašto PPS, LCP i PA niske molekularne težine zahtijevaju strože tolerancije na rastavnoj površini nego ABS ili PP.
Indeks protoka taline (MFI) kao indikator rizika od bljeskalice:
| MFI raspon (g/10 min) | Flash Rizična kategorija | Maksimalni dopušteni PS razmak |
|---|---|---|
| < 5 | Niska | 0,020 mm |
| 5–20 | Umjereno | 0,015 mm |
| 20–50 (prikaz, stručni). | visoko | 0,010 mm |
| > 50 (npr. LCP, PP tankih stijenki) | Vrlo visoko | 0,005–0,008 mm |
Varijacija serije materijala: MFI može varirati ±15-25% između partija unutar istog razreda. Kalup koji radi na pragu bljeskanja s jednom serijom može bljeskati sa sljedećom. Uvijek provjerite dolazni MFI prema podacima o kvalifikaciji kalupa.
2.5 Previsoka temperatura kalupa
Povišena temperatura kalupa smanjuje viskoznost sloja taline u kontaktu s razdjelnom površinom, produžujući vremenski okvir tijekom kojeg je materijal dovoljno fluidan da prodre kroz praznine. Ovo je posebno značajno za:
- Kristalni materijali s oštrim talištem (POM, PPS, PA)
- Materijali rade blizu gornje granice njihovog preporučenog raspona temperature kalupa
- Kalupi s vrućim tijekom kod kojih toplina natopljenog razvodnika može lokalno povisiti temperaturu ploče kalupa
Osnovno pravilo: Svakih 10°C povećanja temperature kalupa iznad preporučenog minimuma povećava osjetljivost bljeskalice za približno jedan stupanj viskoznosti — što je ekvivalentno povećanju MFI od 20%.
2.6 Nedostaci dizajna kalupa
Geometrijske značajke u dizajnu kalupa koje stvaraju inherentni rizik od bljeskalice:
Rasponi nepodržane rastavne površine: Velike ravne rastavne površine bez potpornih stupova deformiraju se pod pritiskom šupljine. 400 × 400 mm nepodržana kalupna ploča od čelika P20 deflektira 0,03–0,08 mm pri 80 MPa — dovoljno za stvaranje bljeska na obodu.
Pravilo dizajna potpornog stupa: Maksimalni neoslonjeni razmak između potpornih stupova = 150 mm za srednje opterećene kalupe. Dodajte stupove u središtima od 120–130 mm za materijale pod visokim pritiskom (PC, PPS).
Nedovoljna širina terena na liniji razdvajanja: "Kopnena površina" - uska ravna traka neposredno uz šupljinu na razdjelnoj površini - mora biti dovoljno široka da se odupre deformaciji izazvanoj pritiskom. Preporučena minimalna širina zemljišta:
| Materijal | Minimalna širina zemljišta |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
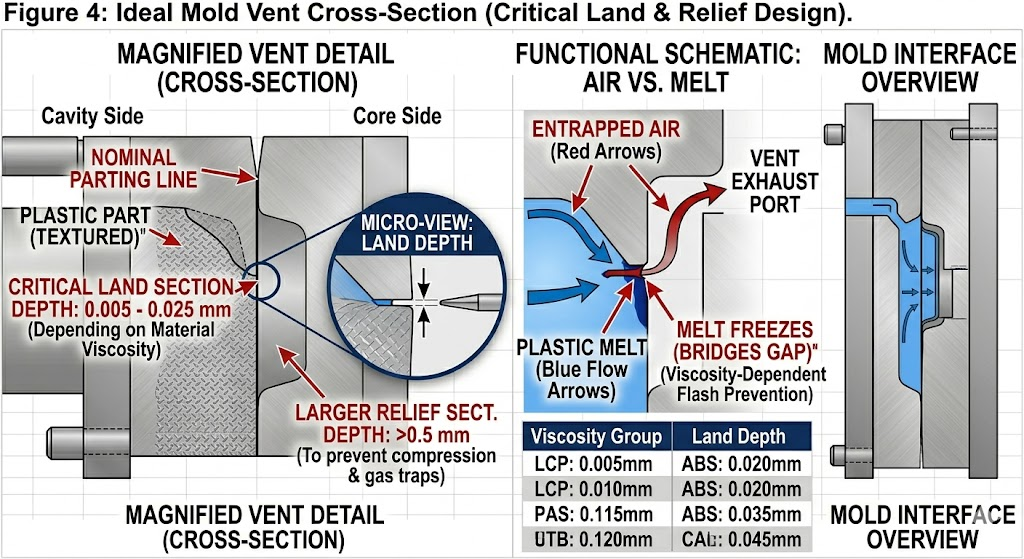
Dubina ventilacije je prevelika: Otvori su namjerni otvori — ako su preveliki, postaju generatori bljeska. Standardne smjernice za dubinu otvora:
| Materijal | Dubina otvora (kopno) | Dubina otvora (reljefni dio) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Istrošene ili neporavnate pokretne komponente
Bočna djelovanja, podizači, povlačenje jezgre i igle za izbacivanje stvaraju dinamička sučelja koja se pomiču u svakom ciklusu. Ova se sučelja postupno troše i najčešći su izvor bljeskalice u masovnoj proizvodnji koja je prije bila bez bljeskalice.
Bljesak igle za izbacivanje: Razmak između promjera klina i promjera rupe mora biti unutar uskih granica. Standardni razmak prema materijalu:
| Materijal | Razmak igle za izbacivanje (po strani) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Razmaci iznad ovih granica uzrokuju vidljiv bljesak igle. Ispod njih, igle se vežu i lome. Ovo je problem upravljanja trošenjem — razmake klinova treba provjeriti svakih 100 000–200 000 udaraca na alatima velike količine.
Sučelje klizača i podizača bljeska: Istrošenost habajućih ploča (gibova) koje vode bočne radnje omogućuje pomicanje klizne površine za 0,01–0,05 mm od njezine nasjedne površine — dovoljno za bljeskalicu. Gib habajuće ploče trebale bi biti zamjenjive komponente na svakom proizvodnom kalupu, s intervalima pregleda definiranim u planu održavanja kalupa.
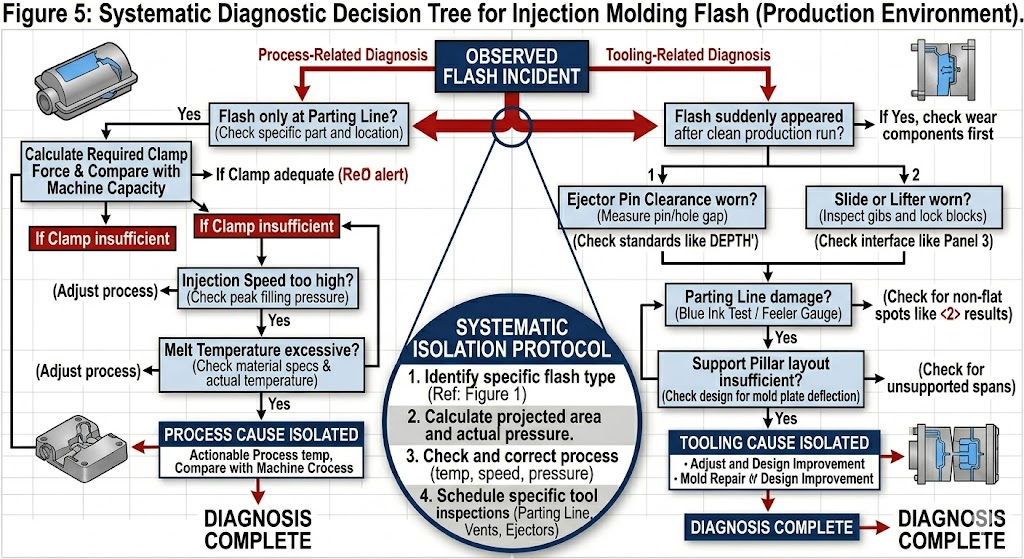
3. Flash Diagnostic Decision Tree
Upotrijebite ovaj slijed kako biste identificirali glavni uzrok bez nepotrebnog rastavljanja kalupa:
UOČEN BLJESAK│├── Bljesak samo na liniji razdvajanja?│ ├── DA → Prvo provjerite izračun sile stezanja│ │ → Zatim provjerite ravnost PS (test plavom tintom)│ │ → Zatim smanjite brzinu ubrizgavanja / pritisak pakiranja│ └── NE → Nastavite u nastavku│├── Bljesak samo na iglama za izbacivanje?│ └── DA → Izmjerite razmak od igle do rupe│ → Provjerite duljinu igle (duge igle = veći kontaktni pritisak)│ → Provjerite je li povratna ploča ploče za izbacivanje potpuno namještena prije zatvaranja stezaljke│├── Bljesak na sučelju klizača/podizača?│ └── DA → Pregledajte gib habajuće ploče (mjerač)│ → Provjerite silu postavljanja klizača / kut zaključavanja│ → Provjerite kontakt s blokom pete│├── Bljesak na ventilacijskim otvorima?│ └── DA → Izmjerite dubinu otvora (cilj: ponovno rezanje prema specifikaciji)│ → Provjerite eroziju otvora (abrazivni materijal ispunjen staklom)│├── Bljesak se iznenada pojavio nakon X snimaka čiste produkcije?│ └── DA → Uzrok vezan uz trošenje (gib, rastavna površina, klinovi za izbacivanje)│ → Zakažite pregled kalupa / preventivno održavanje│└── Flash prisutan od prve snimke novog kalupa? └── DA → Problem s kvalitetom dizajna ili izrade → Provjerite izračun sile stezanja → Provjerite kvalitetu brušenja rastavne površine → Provjerite izgled potpornog stupa → Provjerite dubinu otvora prema specifikaciji
4. Standardi prevencije prema fazi stvaranja plijesni
Najisplativija prevencija bljeskalica događa se prije nego što kalup pusti svoj prvi udarac.
4.1 Faza projektiranja
- Pokrenite Moldflow simulaciju tlaka u šupljini — provjerite vršni tlak u šupljini × projektirana površina ne prelazi 80% planiranog kapaciteta stiskalne stezaljke
- Projektirajte potporne stupove na središtima ≤150 mm za sve tlakove šupljina >60 MPa
- Navedite minimalnu širinu zemlje po kategoriji materijala (Odjeljak 2.6)
- Projektirajte dubinu otvora prema specifikaciji materijala — nemojte se oslanjati na zadane dopuštenja za strojnu obradu
- Odredite razmak igle za izbacivanje u crtežu kalupa — mora se pojaviti na bloku tolerancije, ne smije se prepustiti procjeni strojara
4.2 Faza izgradnje kalupa
- Provjerite ravnost rastavne površine na površinskoj brusilici prije konačnog sastavljanja — dokumentirajte mjerenje
- Test plavom tintom nakon potpunog sklapanja — prije prve probe potreban je 100% kontakt s razdjelnom površinom
- Izmjerite i zabilježite sve razmake igle za izbacivanje — najmanje 5 igala za uzorke po kalupu, kompletan set za kritične kalupe
- Prije prvog ubrizgavanja provjerite namještanje stakalca pod opterećenjem stiskanja — upotrijebite glinu ili Fuji Prescale film
4.3 Probna faza prvog članka
- Počnite s 50% brzine ubrizgavanja i 60% tlaka pakiranja — povećavajte postupno
- Zabilježite gornju granicu prozora procesa (nastup bljeska) — ovo je kritični parametar kvalifikacije kalupa
- Širina prozora procesa dokumenta: razlika između kratkotrajnog početka i brzog početka treba biti ≥15% tlaka ubrizgavanja za robusni kalup
4.4 Faza proizvodnje
- Definirajte intervale preventivnog održavanja za: inspekciju rastavne površine (svakih 200.000 snimaka), mjerenje istrošenosti ploče (svakih 150.000 snimaka), provjeru zazora klina za izbacivanje (svakih 100.000 snimaka za alate velike količine)
- Pratite incidente bljeskanja po lokaciji u SPC sustavu — progresivni bljesak na jednoj lokaciji signalizira trošenje prije nego što postane kvalitetan bijeg
- Održavajte zapise ulazne inspekcije materijalnih MFI-a — povežite flash incidente s MFI podacima
5. Matrica prioriteta korektivnih radnji
Kada se uoči bljesak u proizvodnji, upotrijebite ovu matricu da odredite prioritete korektivnih radnji prema trošku i učinkovitosti:
| Akcija | trošak | Vrijeme je za implementaciju | Učinkovitost | Prioritet |
|---|---|---|---|---|
| Smanjite brzinu ubrizgavanja / pritisak pakiranja | nula | Odmah | visoko (if process-caused) | 1 |
| Provjerite prikladnost sile stezanja — prijeđite na veću prešu | Niska | Ista smjena | Definitivno za bljesak izazvan stezanjem | 2 |
| Test s plavom tintom — odredite razmak između PS kontakta | Niska | 2–4 sata | Dijagnostički, ne korektivni | 3 |
| Laserski zavareni popravak niskih točaka PS-a | srednje | 1–3 dana | Trajno za bljesak uzrokovan trošenjem | 4 |
| Zamijenite istrošene gib habajuće ploče | Niska–Medium | 4–8 sati | Trajno za slajd bljeskalicu | 5 |
| Zamijenite klinove za izbacivanje (prevelik zazor) | Niska | 4–8 sati | Trajni za pin flash | 6 |
| Ponovno izbrusiti razdjelnu površinu | srednje | 3–7 dana | Trajno za rašireno nošenje PS-a | 7 |
| Dodajte potporne stupove (nedostatak dizajna) | visoko | 2–4 tjedna | Trajno za bljesak uzrokovan otklonom | 8 |
| Povećajte tvrdoću čelika (ponovno umetnite u tvrđi čelik) | visoko | 3–6 tjedana | Dugoročno sprječavanje trošenja | 9 |
6. Posebni slučajevi: Materijali visokog rizika od bljeskalice
PPS i LCP
Oba materijala imaju viskozitet taline 3-5× manji od ABS-a na temperaturama obrade. Oni će pronaći i iskoristiti svaku prazninu koju standardni materijali premošćuju. Kalupi koji koriste PPS ili LCP moraju se od samog početka izraditi prema strožim tolerancijama — naknadno opremanje kalupa standardnih tolerancija za rad s PPS-om rijetko je isplativo.
Obavezni zahtjevi:
- S136 ili 420SS šuplji čelik (korozija i tvrdoća)
- Ravnost rastavne površine ≤0,005 mm
- Zazor igle za izbacivanje ≤0,006 mm po strani
- Dubina otvora ≤0,008 mm kopneni presjek
- Potporni stupovi na maksimalnim središtima od 120 mm
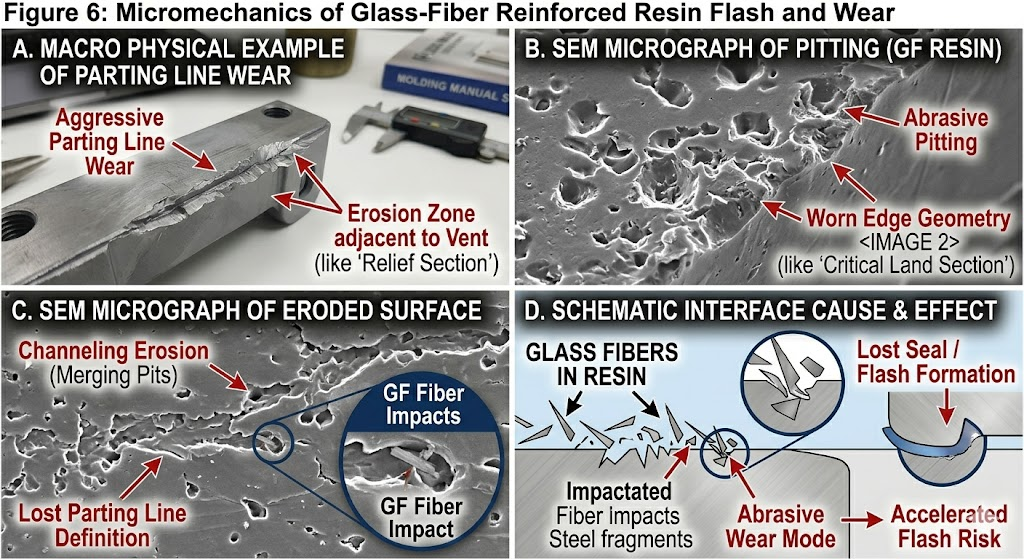
Klase punjene staklom (GF30 i više)
Staklena vlakna su abrazivna. Razdjelne površine, ventilacijski otvori i rupe za izbacivanje troše se brže u proizvodnji s GF-om nego kod neispunjenih vrsta. Intervale održavanja treba smanjiti za 30–40% u odnosu na neispunjene rasporede materijala. Strogo se preporučuju umetci od kaljenog čelika (≥50 HRC) na mjestima visokog trošenja (područja vrata, linija razdvajanja uz vrata).
Dijelovi tankih stijenki (<1,0 mm stijenke)
Dijelovi s tankim stijenkama zahtijevaju velike brzine i pritiske ubrizgavanja — potiskujući pritisak u šupljini do gornje granice kapaciteta stiskalne stege. Procesni prozor između kratkog udarca i bljeska vrlo je uzak (ponekad <5% tlaka ubrizgavanja). Ovi kalupi zahtijevaju:
- Precizna rastavna površina (≤0,005 mm ravnost)
- Veći pritisak nego što sugerira sam izračun stezaljke (dodajte 30% margine)
- Senzori tlaka u šupljini u stvarnom vremenu — kontrola pritiska zatvorene petlje za sprječavanje bljeskanja
7. Cijena Flasha: Zašto se eliminacija isplati
Flash se rijetko točno procjenjuje u sustavima kvalitete. Pravi trošak uključuje:
| trošak Element | Tipični raspon po dijelu | Bilješke |
|---|---|---|
| Podrezivanje rada | 0,05 USD – 0,40 USD | Ovisi o mjestu bljeskalice i dostupnosti |
| Trošenje alata od bljeskalice (ubrzano oštećenje PS-a) | 0,01 USD – 0,05 USD amortizirano | Bljesak ostruže PS, stvarajući ciklus pogoršanja |
| Povećana stopa otpada (bljesak uzrokuje odbacivanje dijela) | 1–5% vrijednosti proizvodnje | visokoer for tight-tolerance parts |
| Zastoji montažne trake (bljesak uzrokuje probleme s pristajanjem) | Varijabilna | Može pokrenuti povrat sredstava kod kupaca |
| Kupci se vraćaju / kvarovi na terenu | visoko | Posebno za brtvljenje površina |
| Prekid popravka kalupa | 500–5000 dolara po incidentu | Plus izgubljena prilika za proizvodnju |
Za dio srednjeg volumena od 500 000 dijelova/godišnje s 0,20 USD/dijelu troška obrezivanja i 2% otpada povezanog s flash-om, godišnji trošak neriješenog flash-a prelazi 150 tisuća dolara — daleko više od troškova ispravnog popravka rastavne površine ili programa održavanja kalupa.
8. Zaključak
Bljesak je simptom, a ne glavni uzrok. Za njegovo trajno rješavanje potrebno je utvrditi koja je od sedam kategorija temeljnih uzroka — sila stezanja, stanje rastavne površine, procesni parametri, viskoznost materijala, temperatura kalupa, nedostatak dizajna ili istrošenost komponente — stvarni pokretač. Same prilagodbe procesa privremeno potiskuju bljesak; ispravci alata i dizajna trajno ga uklanjaju.
Najisplativija strategija je prevencija: projektiranje rastavnih površina, potpornih struktura i geometrija ventilacijskih otvora prema ispravnim specifikacijama za određeni materijal koji se koristi i implementacija strukturiranog programa preventivnog održavanja koji hvata trošenje prije nego što postane kvalitetan izlaz.
Povezani članci:
- Razumijevanje što je kratak udarac u injekcijskom prešanju: uzroci, rješenja i prevencija
- Kontrola skupljanja i savijanja u injekcijskom prešanju: Inženjerski vodič za proizvođače originalne opreme
- Prerada kalupa za injekcijsko ubrizgavanje: možete li alat s 2 šupljine pretvoriti u alat s 4 šupljine?
- Vrhunski vodič za popravak kalupa za ubrizgavanje: lasersko zavarivanje i tehnike površinske obrade
- Vodič za odabir čeličnih kalupa visoke preciznosti
IMTEC kalup | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

