
U dinamičnom svijetu proizvodnje potražnja za proizvodima koji su i funkcionalno superiilini i estetski ugodni potaknuli su značajnu inovaciju. Moderne komponente miliaju često kombinirati više materijala - krute plastike za strukturu, mekani elastomer za hvatanje ili dvije različite boje za brendiranje - s jednim, bešavnim dizajnom. Iako se tradicionalne metode oslanjaju na odvojene kiliake proizvodnje i montaže, pojavilo se naprednije rješenje za pojednostavljenje ovog postupka: oblikovanje u dva pogotka.
Uvod u oblikovanje s dva pogotka
Što je oblikovanje s dva pogotka?
U svojoj srži, Oblikovanje s 2 pucanja (Poznat i kao dvostruko oblikovanje) visoko je specijalizirani proces proizvodnje koji proizvodi jednu, gotovu komponentu iz dva različita materijala u jednom, kontinuiranom ciklusu oblikovanja. Za razliku od tradicionalnih metoda gdje se više dijelova oblikova odvojeno, a zatim sastavljaju, dvostruko oblikovanje kombinira ove korake u jedan učinkovit rad. Ovaj je postupak ključan za stvaranje dijelova složenih geometrija, integriranih brtvila, višebojne estetike i poboljšane funkcionalnosti bez potrebe za sekundarnim montažama.
Sinonimi: višestruki oblikovanje i prevladavanje
Iako se često koriste naizmjenično, pojmovi višestruki oblikovanje i prekrivanje imaju različita značenja koja su važna za razumijevanje.
-
Višestruki oblikovanje: Ovo je široka kategorija od koje je oblikovanje s dva pogotka najčešći oblik. Odnosi se na bilo koji postupak oblikovanja ubrizgavanja koji koristi dvije ili više zasebnih ubrizgavanja različitih materijala u isti kalup za stvaranje jednog dijela. Proces s 3 pucanja ili 4 pogotka također bi pao pod ovaj kišobran.
-
Prevladavanje: Ovo je specifična tehnika u kojoj se drugi materijal ubrizgava na već postojeći dio ("supstrat"). Iako je oblikovanje s dva pogotka vrsta prevladavanja, izraz također može opisati procese u kojima je dio supstrata izrađen odvojeno, a zatim se ručno ili robotski postavlja u drugi kalup za korak nadmoćnog koraka. Ključna razlika je u tome što se u pravom procesu s dva pogotka oba materijala oblikovaju uzastopno u istom strojnom ciklusu, a da dio nikada ne napušta stroj.
Osnovni načelo i pregled procesa
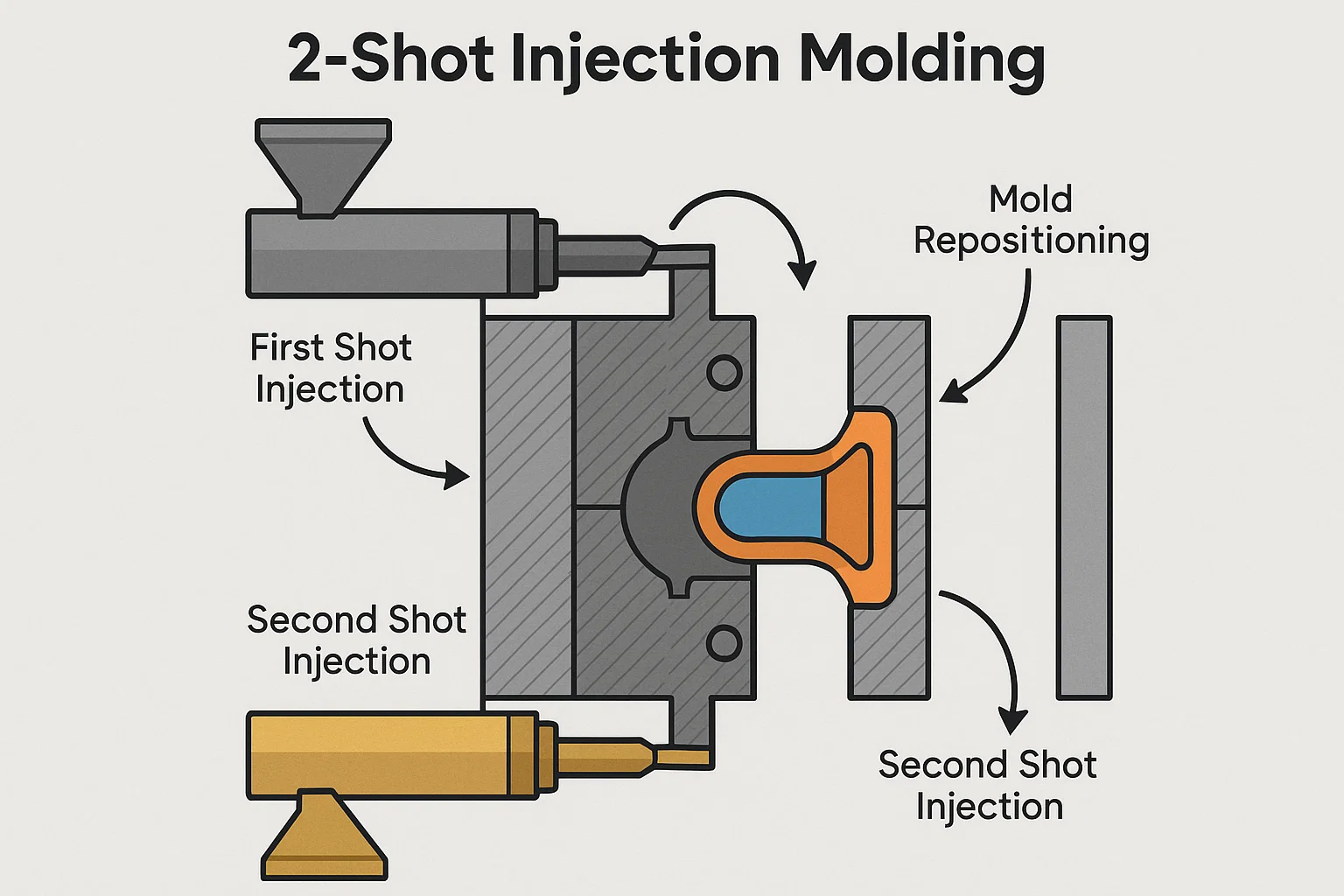
Temeljno načelo oblikovanja s dva pogotka je uzastopno ubrizgavanje dva materijala u posebno dizajnirani kalup. Proces općenito slijedi ove ključne korake:
-
Injekcija prvog pucanja: Prvi materijal (često kruta plastika) ubrizgava se u primarnu šupljinu kalupa.
-
Ponovno postavljanje kalupa: Kalup se zatim otvara, a ploča ili jezgra rotira ili prenosi novoformirani dio prvog snimanja u drugu šupljinu.
-
Injekcija drugog pucanja: Drugi materijal (često mekša plastika ili drugačija boja) ubrizgava se u novu šupljinu, teče okolo i veže se s dijelom prvog snimka.
-
Izbacivanje: Jednom kada se drugi materijal ohladi i očvrsne, iz kalupa se izbacuje gotovi, više materijalni dio.
Ova bešavna integracija materijala rezultira visokokvalitetnom, izdržljivom vezom i gotovim proizvodom koji je spreman za uporabu, uklanjajući rad i potencijal za pogreške povezane s tradicionalnim montažama.
Povijest i evolucija
Podrijetlo dvostrukog oblikovanja prati do sredine 20. stoljeća, vođeno potrebom stvaranja sofisticiranijih plastičnih proizvoda. Rane metode često su bile sirove i ograničene mogućnostima materijala i strojeva. Prava evolucija procesa započela je razvojem specijaliziranih strojeva za ubrizgavanje s rotacijskim pločama i tehnologijama jezgre. Ovi napredak, zajedno s tekućim inovacijama u polimernoj znanosti koje su uvele širi raspon kompatibilnih materijala, pretvorili su dvostruko oblikovanje iz nišne tehnike u široko usvojeno, neophodno proizvodno rješenje za bezbroj industrija danas.
Prednosti oblikovanja s dva pogotka
Strateški izbor za upotrebu dvostrukog oblikovanja ubrizgavanja nadilazi puku tehničku sofisticiranost; Donosi mnoštvo opipljivih prednosti koje mogu dramatično utjecati na performanse, ekonomičnost i žalbu na tržištu. Integrirajući dva odvojena proizvodna koraka u jedan, bešavni postupak, dvostrani oblikovanje rješava mnoge izazove povezane s višekomponentnim proizvodima.
Poboljšana funkcionalnost proizvoda
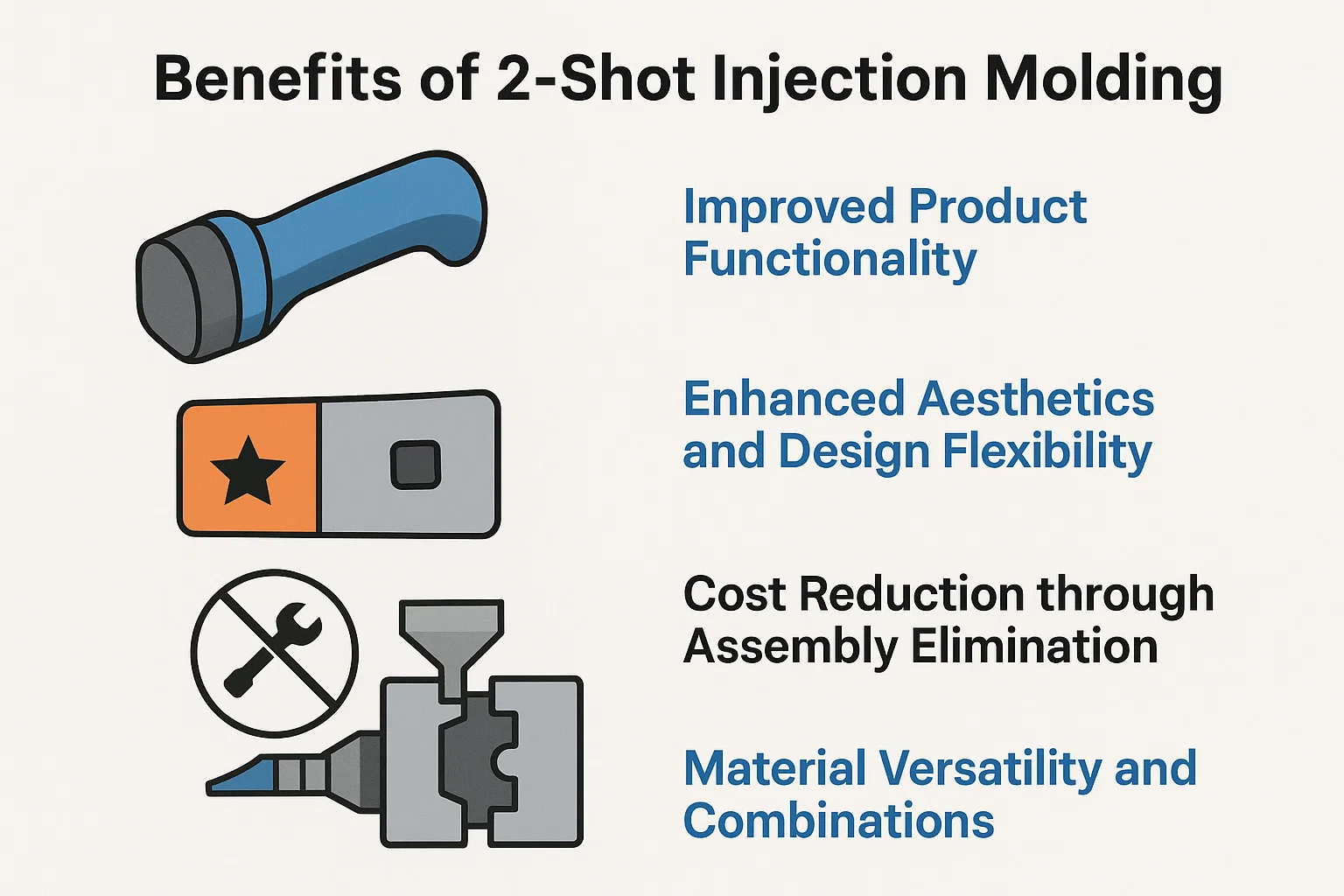
Jedna od najznačajnijih prednosti oblikovanja s dva pogotka je njegova sposobnost poboljšanja funkcionalnosti proizvoda kombiniranjem materijala s različitim svojstvima. Na primjer, kruta termoplastika može tvoriti strukturno tijelo proizvoda, dok se na njega prevladava meki termoplastični elastomer (TPE) kako bi se stvorio udoban, ne kliz. Ova je tehnika ključna za električne alate, potrošačku elektroniku i medicinske instrumente gdje su ergonomija i taktilni osjećaj kritični. Nadalje, postupak je idealan za stvaranje integriranih brtvila, brtvila i živih šarki, koje poboljšavaju izdržljivost, hidroizolaciju proizvoda i ukupne performanse bez potrebe za odvojenim komponentama koje s vremenom ne mogu uspjeti.
Poboljšana estetika i fleksibilnost dizajna
Dvokosažno oblikovanje pruža neusporedivu fleksibilnost dizajna, omogućavajući inženjerima i dizajnerima da realiziraju složenije i vizualno privlačnije proizvode. Ubrizgavanjem dva materijala različite boje u isti kalup, postupak može stvoriti zamršene logotipe, markiranje ili značajke kodirane u boji koje su trajno povezane s dijelom. To eliminira potrebu za slikanjem, ispis na jastučićima ili označavanjem, što može izblijediti ili čip. Sposobnost stvaranja različitih tekstura na jednoj površini - poput glatkog sjajnog završetka pored teksturiranog mat stiska - također povećava percipiranu kvalitetu i estetsku vrijednost proizvoda.
Smanjenje troškova uklanjanjem montaže
Možda je najuvjerljiviji poslovni slučaj za dvostruko oblikovanje značajno smanjenje troškova postignuto uklanjanjem sekundarnog montaže. Tradicionalna proizvodnja dva materijalnog dijela zahtijevala bi oblikovanje dva odvojena komada, a zatim ručno ili robotski spajanje pomoću ljepila, vijaka ili drugih pričvršćivača. Ovaj postupak s više koraka dodaje značajne troškove rada, zahtijeva dodatnu opremu i povećava rizik od pogrešaka u montaži. Proizvodeći gotov, multi-materijalni dio u jednom ciklusu oblikovanja, oblikovanje s dva pogotka zaobilazi ove troškove, što dovodi do mršave proizvodne linije i nižih troškova po jedinici.
Materijalna svestranost i kombinacije
Dvosmjerno oblikovanje otvara ogroman svijet materijalnih kombinacija, omogućujući inženjerima da odaberu idealna svojstva za svaki dio komponente. Proces nije ograničen na krutu plastiku i mekani stisak; Može kombinirati dvije različite tvrde plastike, prozirnu plastiku s neprozirnom ili termoplastikom s termoset materijalom. Ova svestranost omogućava stvaranje dijelova s jakom, krutom jezgrom i izdržljivim, fleksibilnim vanjskim ili komponentama s električnom izolacijom i svojstvima toplinske vodljivosti. Ključ je odabir materijala koji su kemijski i termički kompatibilni kako bi se osigurala jaka, pouzdana veza.
Povećana učinkovitost proizvodnje
Konsolidacijom više koraka u jedan postupak, dvostruko ubrizgavanje u dva pogotka značajno povećava ukupnu učinkovitost proizvodnje. Dugotrajni i često radno intenzivni koraci montaže, stvrdnjavanja ili čekanja da se ljepila osuše u potpunosti se uklanjaju iz proizvodnog protoka. To rezultira bržim ciklusom od sirovine do gotovog, platnog proizvoda. Pojednostavljeni postupak zahtijeva manje strojeva, manje tvorničkog prostora i manju radnu snagu, a svi oni doprinose učinkovitijoj i profitabilnijem proizvodnom radu.
Postupak oblikovanja s dva pogotka
Razumijevanje zamršene mehanike oblikovanja s dva pogotka ključno je za uvažavanje njegove učinkovitosti i preciznosti. Iako se postupak može činiti složenim, to je visoko kontroliran slijed događaja koji rezultira jednim, savršeno integriranim dijelom. Ispod je detaljan kvar korak po korak i primarne tehnike koje se koriste za postizanje.
Detaljno detaljno objašnjenje
Putovanje dvosmjernog oblikovanog dijela započinje s dvije odvojene injekcijske jedinice koje unose različite materijale u jedan, specijalizirani plijesan. Proces se odvija kao sinkronizirani ciklus:
-
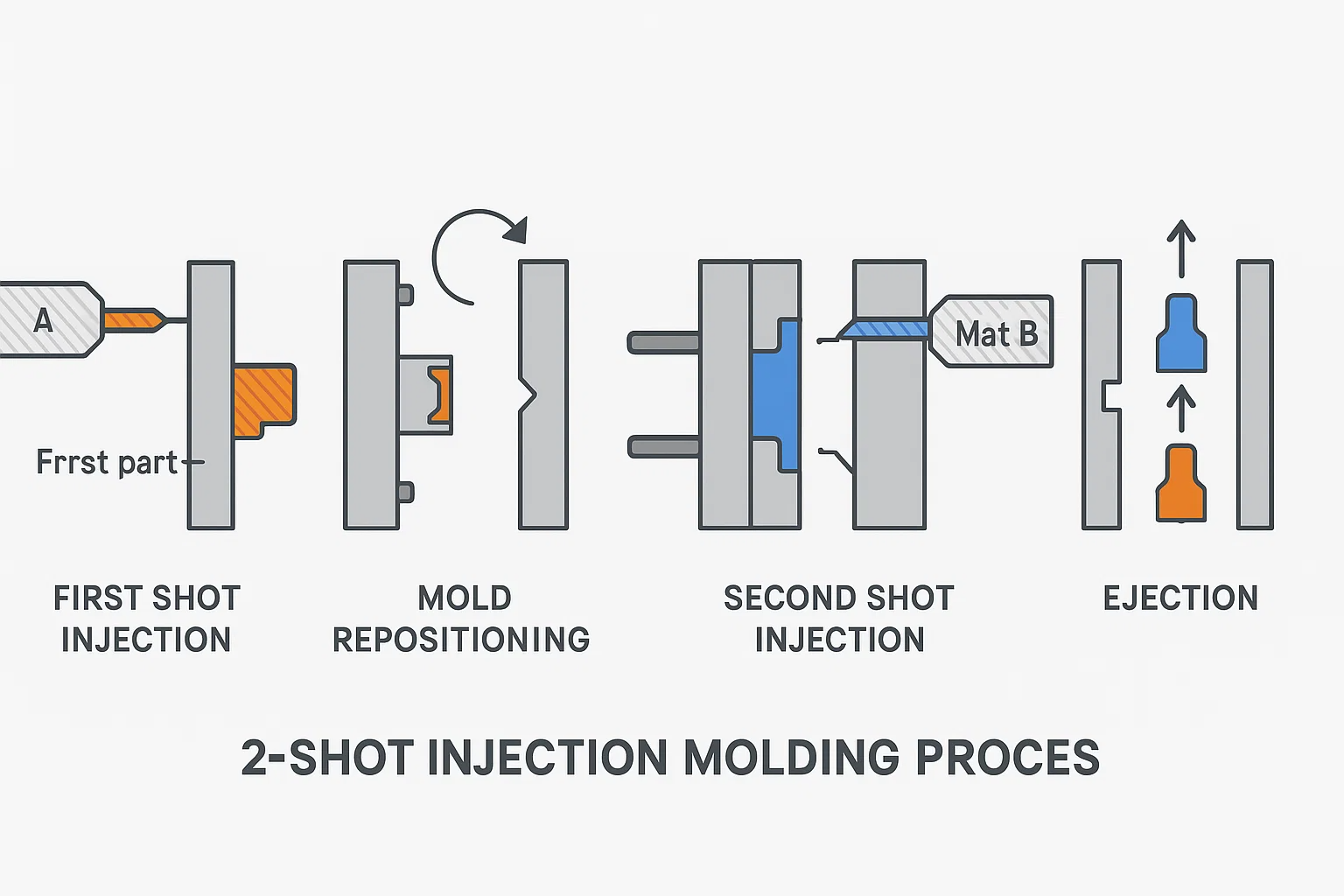
Injekcija prvog pucanja: Proces započinje ubrizgavanjem prvog materijala, često krutih termoplastičnih (materijala A), u prvu šupljinu plijesni. Ova šupljina tvori jezgru ili supstrat konačnog dijela. Nakon što se materijal ubrizgava i prođe dovoljno vrijeme hlađenja, prvi dio je učvršćen.
-
Ponovno postavljanje kalupa: Ovo je najvažnija faza ciklusa. Kalup se otvara, a mehanizam preciznosti postavlja prvi dio. To se obično radi na jedan od dva načina: ili rotacijska ploča kalupa okreće 180 stupnjeva, ili sustav šatla prenosi dio. Ključ je premještanje komponente prvog snimka u drugu, praznu šupljinu koja je osmišljena da je primi. Istovremeno, prva je šupljina ponovno predstavljena prvoj jedinici za ubrizgavanje kako bi započela novi ciklus.
-
Injekcija drugog pucanja: S prvim dijelom koji je sada sigurno sigurno u drugoj šupljini, kalup se ponovno zatvara. Druga jedinica za ubrizgavanje ubrizgava drugi materijal (materijal B), često drugačiju boju, mekši elastomer ili drugi kompatibilni polimer, u prostor koji okružuje prvi dio. Novi materijal povezuje se na prvi dio, bilo kemijski ili mehanički, stvarajući konačnu, integriranu komponentu.
-
Izbacivanje: Nakon što se drugi materijal ohladi i očvrsne, kalup se otvara posljednji put. Sustav izbacivanja, obično igle, gura gotov, dva materijalni dio iz kalupa. Ciklus je potpun, a stroj je spreman započeti novi.
Vrste tehnika oblikovanja s dva pogotka
Iako je postupak korak po korak u osnovi isti, proizvođači koriste različite konfiguracije strojeva i kalupa za postizanje željenog ishoda. Tri najčešće tehnike su:
-
Rotacijsko oblikovanje stola: Ovo je najraširenija i učinkovitija metoda. Ploča stroja opremljen je rotirajućim stolom koji drži kalup. Prvi snimak je napravljen s jedne strane kalupa. Plan se zatim okreće, usklađujući dio prvog udara s drugom jedinicom za ubrizgavanje, dok je novi dio prvog pucanja istovremeno oblikovan s druge strane. Ova istodobna proizvodnja značajno smanjuje vrijeme ciklusa i idealna je za proizvodnju velikog volumena.
-
Jezgra leđa oblikovanje: Ova tehnika koristi kliznu jezgru ili pomični umetak unutar jednog kalupa. Nakon što se ubrizgava prvi snimak, jezgra se vraća natrag kako bi stvorio prostor za drugi materijal. Drugi se materijal ubrizgava u ovu novoformiranu šupljinu. Ova se metoda često koristi za dijelove s zamršenim detaljima, poput integriranih živih šarki ili vrlo malih komponenti, gdje mehanička složenost rotacijske tablice nije izvediva.
-
Prijenos kalupa: U ovoj metodi, prvi pucnjavi ubrizgava se u jedan kalup, a robotski sustav ili mehanički prijenos fizički premješta dio u zasebni, drugi kalup na istom stroju. Ova je tehnika manje uobičajena za stiardne aplikacije s dva pogotka, ali može biti korisna kada dva kalupa zahtijevaju različite sile stezanja ili ako dva hitaca treba napraviti na zasebnim strojevima.
Materijali koji se koriste u oblikovanju s dva pogotka
Uspjeh bilo kojeg projekta oblikovanja u dva pogotka ovisi o pažljivom odabiru materijala. Dva polimera moraju ne samo ispunjavati funkcionalne i estetske zahtjeve konačnog proizvoda, već su i kompatibilni jedni s drugima kako bi tvorili snažnu, trajnu vezu. Ovaj odjeljak istražuje vrste materijalnih kombinacija i kritične kriterije za njihovo odabir.
Kompatibilne kombinacije materijala
Svestranost oblikovanja s dva pogotka definirana je širokim rasponom parova materijala s kojima može podnijeti. Te se kombinacije obično kategoriziraju na temelju svojstava materijala koji se koriste:
-
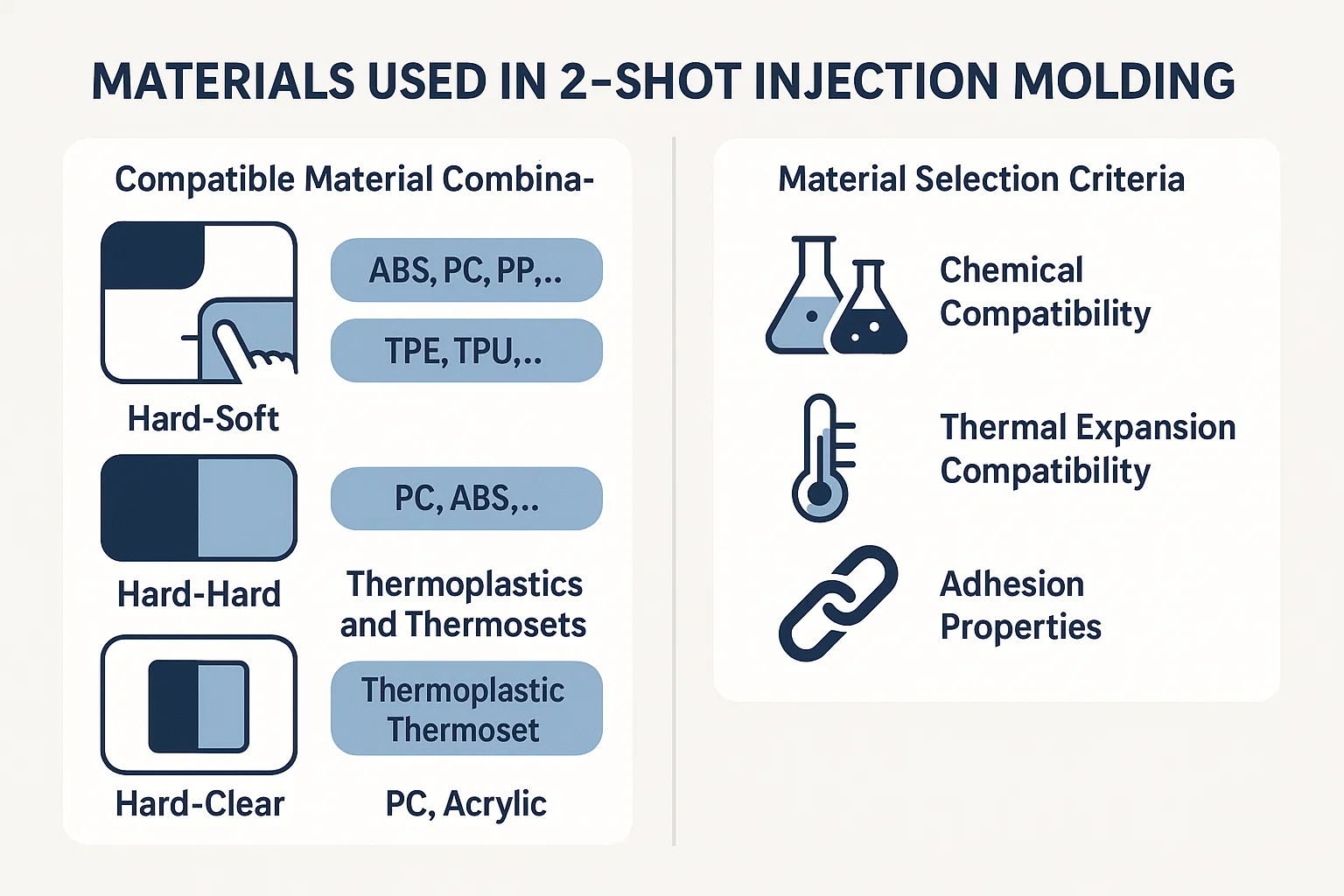
Tvrdo meke kombinacije: Ovo je najčešća primjena oblikovanja s dva pogotka, gdje se kruti osnovni materijal kombinira s mekim, gipkim materijalom. Kruti materijal (npr., ABS, polikarbonat (PC), najlon, polipropilen (PP) ) pruža strukturni integritet, dok mekani materijal (npr., Termoplastični elastomeri (TPE) ili termoplastični poliuretani (TPU) ) pruža ergonomski zahvat, vodootpornu brtvu ili površinu mekog dodira. Ovo je idealno za proizvode poput ručica alata za napajanje, četkice za zube i medicinskih instrumenata.
-
Tvrdokorne kombinacije: Ova kombinacija uključuje dvije različite krute plastike. To bi se moglo učiniti za kombiniranje specifičnih svojstava, poput oblikovanja jakih Polikarbonat (PC) baza s kemijski otpornijim Akrilonitril butadien stiren (ABS) vanjski. Ovo se također koristi za kombiniranje dvije različite boje istog materijala za brendiranje ili estetske svrhe, poput crnog i bijelog komada ABS -a za gumb upravljačke ploče.
-
Termoplastika i termoseti: Iako su manje uobičajene, određene specijalizirane aplikacije mogu uključivati uparivanje termoplastike s termosetom ili elastomerom. Ovo je složen postupak koji zahtijeva pažljivu kontrolu temperature i tlaka, jer se termoseti nepovratno liječe nakon zagrijavanja.
-
Teško čiste kombinacije: Ovo se koristi za stvaranje dijelova s integriranim prozorima, laganim cijevima ili zaslonskim zaslonima, poput kućišta pametnih telefona s jasnim priključkom za objektiv kamere. Materijali poput Akril or Polikarbonat (PC) često se koriste za jasnu komponentu zbog njihove optičke jasnoće i trajnosti.
Kriteriji za odabir materijala
Odabir pravih materijala za dvostrani projekt uključuje pažljivu procjenu nekoliko ključnih svojstava. Uspjeh obveznice i integritet konačnog dijela ovisi o tim čimbenicima:
-
Kemijska kompatibilnost: Ovo je najkritičniji faktor. Da bi se stvorila snažna, trajna veza, dva polimera moraju biti kemijski kompatibilna, omogućujući njihovim molekulama da formiraju ljepljivo sučelje. Polimeri sa sličnim kemijskim sastavima ili onima koji su u istoj polimernoj obitelji (npr. PC i ABS) često se dobro vežu. Suprotno tome, materijali iz različitih obitelji (npr. Amorfni polimer poput PC -a i kristalni polimer poput PP) često imaju lošu kemijsku adheziju, što dovodi do odvajanja.
-
Kompatibilnost toplinske ekspanzije: Dva materijala trebala bi imati slične koeficijente toplinske ekspanzije i usporedive stope skupljanja. Kako se gotovi dio hladi u kalupu, svaki će se materijal smanjiti. Ako su njihove stope skupljanja drastično različite, to može uzrokovati unutarnje stresove, što dovodi do iskrivljenja, pucanja ili slabe veze na sučelju. Pažljivi odabir materijala i dizajn kalupa ključni su za nadoknadu tih razlika.
-
Svojstva adhezije: Veza između dva materijala može biti kemijska ili mehanička. A kemijska veza je izravna molekularna veza formirana na sučelju. A mehanička veza stvara se kada drugi materijal teče u podrez, rebra ili druge značajke oblikovane u prvi dio, stvarajući fizički blokiranje. Najbolji dizajni s dva pogotka često utječu na kemijsku i mehaničku adheziju kako bi se osigurala najjača moguća veza, čak i pod stresom. Odabir materijala mora uzeti u obzir koliko će se dva polimera pridržavati u određenim uvjetima obrade.
Razmatranja dizajna kalupa za oblikovanje s dva pogotka
Uspjeh projekta za ubrizgavanje u dva pogotka intrinzično je vezan za preciznost i složenost dizajna kalupa. Kalup je središnja komponenta procesa, a njegov inženjering diktira kvalitetu, integritet i konačnu estetiku proizvoda. Dizajniranje kalupa s 2 pogotka daleko je zamršenije od dizajniranja jednosmjernog kalupa, jer mora funkcionirati kao dva kalupa u jednom, smještajući dva odvojena procesa ubrizgavanja.
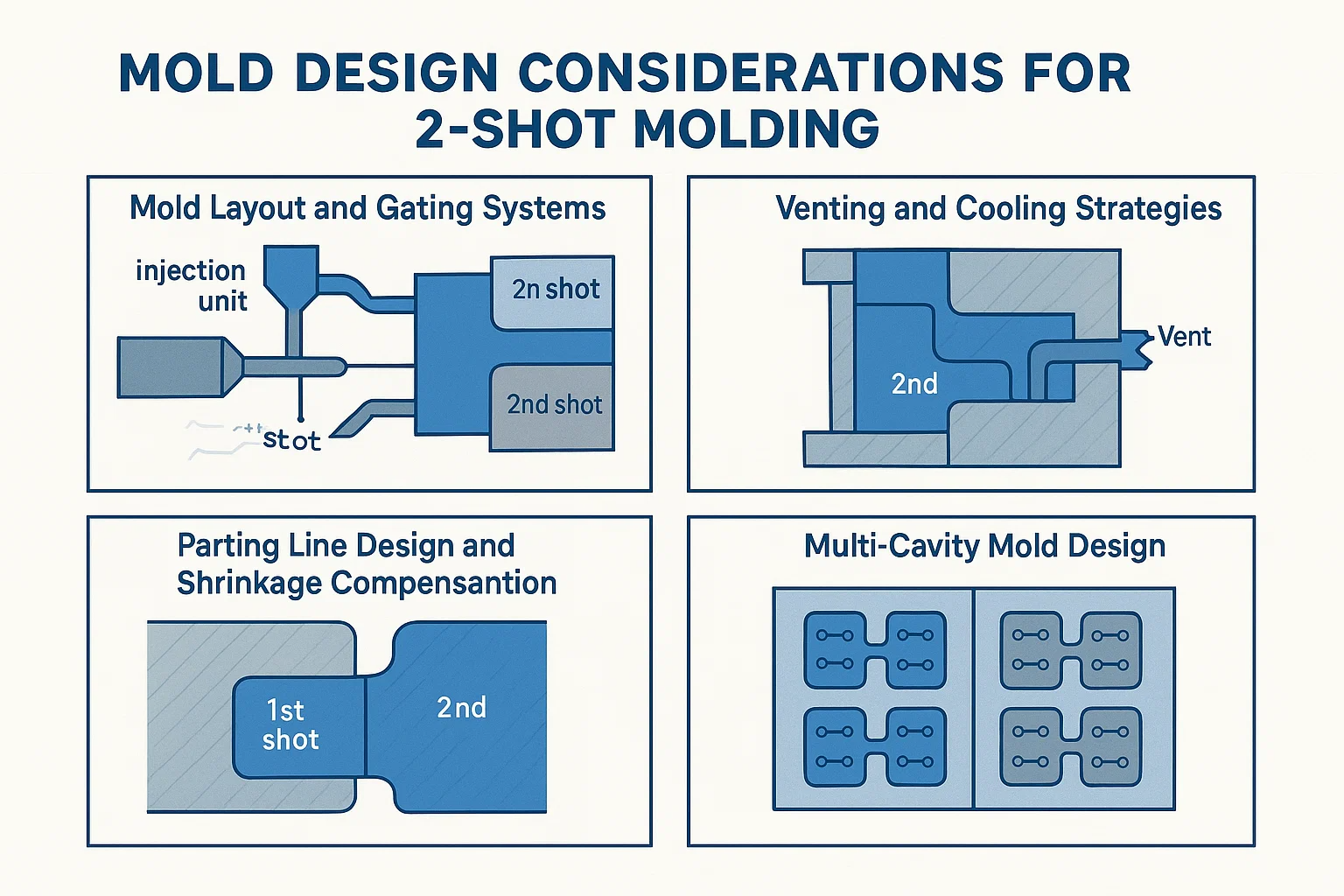
Izgled kalupa i sustavi za gatiranje
Kalup s dva pogotka mora biti postavljen da sadrži dva različita seta šupljina: jedan za prvi pucanj, a jedan za drugi. A sistem za gatiranje - Kanali koji usmjeravaju rastopljenu plastiku u šupljine - kritičan je dio ovog dizajna. Postoje dva odvojena sustava za gatiranje, a svaki se hrani iz vlastite jedinice za ubrizgavanje. Dizajn mora osigurati da se svaki materijal usmjerava na predviđenu šupljinu bez unakrsne kontaminacije.
-
A vrata prvog pucanja Početni materijal usmjerava u svoju šupljinu.
-
A vrata drugog pucanja postavljen je tako da omogući da drugi materijal teče preko ili oko prvog dijela. Ovaj sustav za gatiranje mora biti pažljivo postavljen kako bi se spriječilo oštećenje na već postojećem prvom pucanju i kako bi se osiguralo potpuno i ujednačeno punjenje šupljine drugog snimka.
Strategije odzračivanja i hlađenja
Učinkovit odzračivanje ključno je u svim injekcijskim oblikovanju, ali postaje još kritičniji u oblikovanju s dva pogotka. Kako se drugi materijal ubrizgava oko prvog dijela, zrak se lako može zarobiti u malim džepovima, što dovodi do oštećenja poput tragova opeklina, kratkih snimaka ili nepotpunih veza. Dizajn kalupa mora uključivati strateški postavljene otvori kako bi ovaj zrak mogao pobjeći.
Dobro dizajniran rashladni sustav također je ključan za održavanje kvalitete dijela i optimizaciju vremena ciklusa. U kalupu s dva pogotka, kanali za hlađenje moraju biti dizajnirani tako da dovoljno ohlade dio prvog udarca prije nego što se ubrizga drugi hitac. Ako je prvi dio previše vruć, drugi hitac može ga iskriviti ili rastopiti. Pravilno hlađenje osigurava jednoliku temperaturu u cijelom kalupu, što je od vitalnog značaja za dimenzionalnu stabilnost i sprječavanje oštećenja poput iskrivljenja.
Dizajn linije i kompenzacije skupljanja
A linija za razdvajanje je mjesto gdje se susreću dvije polovice kalupa. Za oblikovanje s dva pogotka, ova linija mora biti pažljivo dizajnirana kako bi osigurala tijesno brtvljenje u dvije različite faze. Linija razdvajanja za šupljinu drugog snimka mora se zapečati protiv prvog dijela kako bi se spriječilo da se drugi materijal preseli u neželjena područja. Ovo zahtijeva izuzetnu preciznost kako bi se izbjeglo bljesak (materijal koji curi iz kalupa).
Naknada za skupljanje je još jedan značajan izazov. Sva se plastika smanjuje kako se hlade, ali dva različita materijala koja se koriste u dijelu s dva pogotka imat će različite stope skupljanja. Dizajner kalupa mora objasniti ovo diferencijalno skupljanje. Ako nije pravilno nadoknađen, konačni dio može osjetiti iskrivljenje, unutarnji stres ili odvajanje, što dovodi do slabe veze i neispravnog proizvoda.
Dizajn kalupa s više stoljeća
Za proizvodnju visokih količina, kalupi s dva pogotka mogu se dizajnirati s više šupljina za proizvodnju nekoliko dijelova po ciklusu. To značajno povećava učinkovitost, ali također dodaje sloj složenosti dizajnu kalupa. Sustavi trkača za oba snimaka moraju biti pažljivo uravnoteženi kako bi se osiguralo da se sve šupljine ispune ravnomjerno i istovremeno. To sprječava varijacije u djelomičnoj kvaliteti od jedne šupljine do druge. Iako kalup s više stoljeća s dva pogotka ima mnogo veći početni trošak, dugoročna ušteda u vremenu proizvodnje i radne snage čine ga ekonomičnim rješenjem za masovnu proizvodnju.
Primjene oblikovanja s 2 pucanja
Jedinstvena kombinacija funkcionalnosti, estetike i učinkovitosti koja nudi dvosmjerna injekcijskog oblikovanja čini ga preferiranom metodom proizvodnje u širokom spektru industrija. Njegova sposobnost stvaranja jedinstvenog, multi-materijalnog dijela u jednom ciklusu riješila je složene izazove dizajna i montaže, što je dovelo do poboljšane kvalitete i performansi proizvoda u sljedećim sektorima.
Automobilska industrija
Automobilski sektor uvelike se oslanja na dvosmjerno oblikovanje i za unutarnje i za vanjske komponente. Koristi se za stvaranje dijelova koji su i izdržljivi i taktilni.
-
Komponente unutarnjih poslova: Uobičajeno je pronaći dijelove oblikovanih s dva pogotka u interijeru vozila, poput gumbi za nadzornu ploču , otvori za zrak i ručice za mjenjač zupčanika. Tvrda plastika pruža krutu strukturu i točke montiranja, dok elastomer mekog dodira stvara vrhunski osjećaj i ergonomski prianjanje, smanjujući buku i vibracije.
-
Vanjske komponente: Za vanjske dijelove koristi se oblikovanje s 2 pogotka Prednja svjetla i kućišta stražnjeg svjetla s integriranim, nepokolebljivim brtvama. Također se koristi za stvaranje složenih sklopova bočnih ogledala ili zamršenih dizajna rešetke koji kombiniraju dvije različite boje ili završne obrade.
Medicinski uređaji
U medicinskom području najvažniji su preciznost, higijena i pouzdanost. Dvokosno je oblikovanje ključno za proizvodnju visokokvalitetnih, sterilnih i funkcionalnih uređaja.
-
Kirurški instrumenti: Ručke mnogih kirurških alata i instrumenata su oblikovane s dva pogotka. Kruti polimer pruža snažnu, autoklavabilnu jezgru, dok mekani dodir, ergonomski stisak poboljšava kontrolu kirurga i smanjuje umor ruku.
-
Sustavi za dostavu lijekova: Šprice , inhalatori i drugi uređaji za dostavu lijekova često koriste dvostruko oblikovanje za stvaranje integrirane brtve i brtve , osiguravanje da sadržaj ostane sterilan i da uređaj ispravno funkcionira bez curenja.
Potrošački proizvodi
Od kućanskih uređaja do osobne elektronike, oblikovanje s dva pogotka povećava korisničko iskustvo poboljšanom ergonomijom i izdržljivošću.
-
Alati za napajanje: Ovo je klasična aplikacija. Alat za napajanje sadrži kruto strukturno tijelo, obično izrađeno od najlon or PC , prekriven a TPE or TPU zahvat. To pruža udobnu, ne klizanu površinu koja je otporna na udarce i kemikalije.
-
Slučajevi mobilnog telefona: Mnogi su stijevi za telefon s dva pogotka oblikovani s dva pogotka, kombinirajući kruti polikarbonatni kostur za strukturnu zaštitu sa šok-apsorbentnim odbojkom TPU-a kako bi se zaštitili od kapi.
Elektronika
Elektronika zahtijeva precizne dijelove, često s integriranim brtvljenim ili složenim taktilnim značajkama.
-
Konektori: Za stvaranje koristi se oblikovanje s 2 pucanja Zapečaćeni priključci i integrirano reljef na kablovima, čineći ih vodootpornim i izdržljivijim.
-
Gumbi: To je ključni postupak za izradu gumbi za daljinsko upravljanje and ključevi tipkovnice . Čvrsta unutarnja jezgra pruža čvrst osjećaj, dok se za gornju površinu koristi mekani ili jasni materijal, omogućavajući taktilni osjećaj ili pozadinsko osvjetljenje.
Pakiranje
U industriji pakiranja, oblikovanje s dva pogotka koristi se za stvaranje funkcionalnih i privlačnih kontejnera i zatvaranja.
-
Zatvaranja: Mnoge poklopce i zatvarači boca su s dva pogotka oblikovane s integrirani pečat . Tvrda plastika formira poklopac, dok meki touch elastomer iznutra stvara hermetički brtvu bez potrebe za zasebnom brtvom ili oblogom.
-
Spremnici: Koristi se za specijalizirane kontejnere koji zahtijevaju i krutu strukturu i fleksibilan, puknući poklopac ili brtvu.
Prednosti i nedostaci oblikovanja s dva pogotka
Kao i svaka napredna tehnika proizvodnje, oblikovanje s dva pogotka nudi jedinstveni skup prednosti i nedostataka. Jasno razumijevanje ovih kompromisa neophodno je za utvrđivanje je li postupak ispravan za određeni proizvod.
Prednosti
-
Smanjeni troškovi montaže: Jedna od najvećih prednosti je uklanjanje sekundarne skupštine. Proizvodeći gotov, multi-materijalni dio u jednom ciklusu oblikovanja, postupak uklanja potrebu za ručnim radom, ljepila, vijcima ili drugim učvršćivačima, što dovodi do značajnih ušteda troškova i vremena.
-
Poboljšana kvaliteta proizvoda: Integrirana priroda oblikovanja s dva pogotka rezultira vrhunskim proizvodom. Molekularna ili mehanička veza stvorena između dva materijala jača je i izdržljivija od konvencionalnog okupljenog zgloba, uklanjajući rizik da dijelovi s vremenom postanu labavi ili zveckanje.
-
Poboljšane mogućnosti dizajna: Proces omogućava kreativne i složene dizajne koji nisu izvedivi s jednosmjernim oblikovanjem. Dizajneri mogu kombinirati različite boje, teksture i svojstva materijala (npr., Kruto strukturno tijelo s mekim dodirom, ergonomskim hvataljkom) u jednu, bešavnu komponentu.
-
Bolje prianjanje i ergonomija: Za potrošačke, medicinske i industrijske proizvode, ključna je korist sposobnost prevladavanja mekanog, taktilnog elastomera na tvrdu plastičnu površinu. To poboljšava prianjanje korisnika, poboljšava udobnost i može pružiti razinu sigurnosti koja nije postigljiva jednim materijalom.
Nedostaci
-
Veći početni trošak kalupa: Najznačajniji nedostatak je visoki napredni trošak kalupa. Kalup s dva pogotka daleko je složeniji od standardnog kalupa, koji sadrži dvostruke šupljine, rotirajuće mehanizam za leđa ili jezgre i zamršene sustave za hlađenje i rezanje, a svi oni značajno povećavaju svoje troškove dizajna i proizvodnje.
-
Složeni dizajn kalupa: Dizajn i inženjering kalupa s dva pogotka zahtijevaju specijaliziranu stručnost. To je izazovan postupak koji mora objasniti jedinstvena svojstva dva različita materijala, uključujući njihovu stopu skupljanja, kemijsku kompatibilnost i temperaturu prerade. Ova složenost može proširiti faze dizajna i prototipa.
-
Dulja vremena ciklusa (potencijalno): Iako je učinkovitije od zasebnog oblikovanja i sklopa, vrijeme ciklusa za 2-snimljeni dio može biti nešto duže od dijela s jednim pogotkom. Stroj mora dovršiti dvije odvojene faze ubrizgavanja i hlađenja, što može dodati cjelokupnom vremenu proizvodnje, posebno za manje složene dijelove.
-
Izazovi materijalne kompatibilnosti: Dizajnerski izbor materijala ograničen je na kombinacije koje su kemijski i termički kompatibilne. Ne mogu svi polimeri formirati snažnu vezu, a korištenje nespojivih materijala može dovesti do odvajanja, iskrivljenja i oslabljenog proizvoda.
Analiza troškova dvosmjernog oblikovanja ubrizgavanja
Odluka o korištenju dvostrukog oblikovanja ubrizgavanja često je strateška, uravnotežujući veće početno ulaganje s značajnim dugoročnim uštedama i prednostima proizvoda. Temeljita analiza troškova mora uzeti u obzir sve faze proizvodnje, a ne samo početni alat.
Čimbenici koji utječu na troškove
-
Složenost kalupa: Najznačajniji čimbenik koji pokreće troškove dvostrukog oblikovanja je sam kalup. Kalup s dva pogotka vrlo je složen inženjerski komad, koji sadrži dva seta šupljina, rotirajući sustav ploča ili shuttle i zamršene kanale za hlađenje i rezanje. Ovo zahtijeva specijaliziranu stručnost u dizajnu i precizno obradu, što čini početni trošak plijesni znatno većim od konvencionalnog jednostrukog kalupa.
-
Materijalni troškovi: Korištenje dva različita materijala može utjecati na ukupne troškove, pogotovo ako je jedan vrhunski termoplastični elastomer (TPE) za mekani dodir ili visoki učinak inženjerskog polimera. Trošak po kilogramu ovih materijala može biti veći od troškova standardne smole s jednim pucanjem.
-
Volumen proizvodnje: Dvokosajte oblikovanje je postupak dizajniran za proizvodnja velikog volumena . Visoki napredni trošak alata najučinkovitije se amortizira preko stotina tisuća ili čak milijune dijelova. Za proizvodnju niskog volumena, trošak po dijelu ostaje nevjerojatno visok, što tradicionalno oblikovanje i montažu čine ekonomičnijim izborom.
-
Vrijeme ciklusa: Iako je ciklus s dva pogotka duži od ciklusa s jednim pogotkom, njegova učinkovitost leži u proizvodnji gotovog proizvoda u jednom potezu. Vrijeme ciklusa kritičan je faktor u određivanju troškova po dijelu, jer diktira propusnost stroja. Dobro dizajniran kalup s dva pogotka s uravnoteženim vremenom ciklusa može biti daleko ekonomičniji od postupka sastavljanja u više koraka.
Analiza troškova i koristi: Kada odabrati oblikovanje s dva pogotka
Odluka da se odlučite za dvostruko oblikovanje trebala bi se temeljiti na a Ukupni troškovi vlasništva Izračun. Trebate odabrati dvostruko oblikovanje kada ušteda od uklanjanja sekundarnog sklopa nadmašuje veći trošak alata.
Razmislite o oblikovanju s dva pogotka prilikom vašeg proizvoda:
-
Zahtijeva složeno sklop: Ako bi vaš proizvod inače trebalo ručno zalijepiti, zapečati ili zapečatiti nakon oblikovanja, troškovi rada i materijala za montažu vjerojatno će opravdati postupak s dva pogotka.
-
Zahtijeva vrhunsku kvalitetu i estetiku: Za proizvode u kojima je savršeno integrirana veza, ergonomski prianjanje ili dvobojna estetika presudna je za identitet marke i zadovoljstvo kupaca, oblikovanje s dva pogotka idealan je izbor.
-
Je proizvod velikog volumena: U pravilu, ako su količine proizvodnje dovoljno visoke, troškovi kalupa mogu se širiti po ogromnom broju jedinica, što čini podijeljeni trošak znatno nižim od sastavljene alternative.
Početni trošak je barijera, ali za ispravnu primjenu, dugoročno smanjenje troškova, zajedno s višim kvalitetnim proizvodom, čine oblikovanje s dva pogotka izvrsnom investicijom.
Kontrola kvalitete u oblikovanju s dva pogotka
S obzirom na složenost dvostrukog oblikovanja injekcije, rigorozna kontrola kvalitete je ključna kako bi se osiguralo da konačni proizvod ispunjava funkcionalne i estetske specifikacije. Nadgledanje i sprečavanje uobičajenih nedostataka ključni je dio postupka.
Uobičajene nedostatke i kako ih spriječiti
-
Delaminacija: To je odvajanje dva materijala na njihovom sučelju. Često je uzrokovano nedovoljnom kemijskom ili toplinskom kompatibilnošću ili pogrešnim parametrima procesa poput niske temperature taline ili neadekvatnog tlaka. Prevencija uključuje odabir kompatibilnih materijala, optimizaciju temperatura ubrizgavanja i osiguravanje da se tastorina drugog pucanja dovoljno vruće da stvori snažnu vezu s površinom prvog pucanja.
-
Warping: Deformacija ili uvijanje dijela, obično uzrokovano neujednačenim hlađenjem ili značajnom razlikom u brzini skupljanja dva materijala. Kako bi spriječili iskrivljenost, dizajneri moraju odabrati materijale sa sličnim toplinskim svojstvima i osigurati da je sustav hlađenja uravnotežen kako bi se ujednačno hladio sve dijelove dijela.
-
Oznake sudopera: To su male depresije na površini dijela. U oblikovanju s dva pogotka često se javljaju u područjima gdje je drugi materijal gust i smanjuje se dok se hladi, povlačeći se na prvi materijal. Mogu se spriječiti povećanjem tlaka pakiranja, produljenjem vremena zadržavanja i pažljivim dizajniranjem dijela kako bi se izbjegli veliki, debeli dijelovi.
-
Slaba veza: Ovo je opći pojam za obveznicu koja ne uspijeva pod stresom. To može biti uzrokovano zagađenjem na površini prvog snimka (npr. Iz sredstava za oslobađanje plijesni), nepravilnim temperaturama taline ili nedovoljnim vremenom da se drugi materijal spoji s prvim. Prevencija uključuje održavanje čistog proizvodnog okruženja, osiguravanje optimalnih parametara procesa, a ponekad čak i korištenjem destruktivnog ispitivanja za provjeru snage veze.
Tehnike inspekcije i oprema
-
Vizualni pregled: Kao prva linija obrane, obučeni tehničari vizualno pregledavaju svaki dio kozmetičkih oštećenja. To uključuje provjeru varijacija boja, oznake sudopera, bljeskalicu (višak materijala) ili bilo kakve znakove odvajanja.
-
CMM (koordinatni mjerni stroj): Za dimenzionalnu točnost koristi se CMM. Ovaj precizni stroj koristi sondu za izražavanje izrazito preciznih mjerenja geometrije dijela, osiguravajući da su sve značajke unutar navedenih tolerancija. To je posebno važno za dijelove s dva pogotka u kojima se dva materijala moraju savršeno integrirati.
-
Destruktivno testiranje: Da bi se izravno provjerila čvrstoća veze između dva materijala, mali uzorak dijelova podvrgnut je destruktivnim testovima. To može uključivati izvlačenje dva materijala u zateznom testu, uvijanje dijela ili test udara. Ova metoda potvrđuje da je veza dovoljno jaka da udovoljava zahtjevima performansi i trajnosti proizvoda.
Budući trendovi u oblikovanju s dva pogotka
Industrija za ubrizgavanje s dva pogotka u stalnom je stanju evolucije, vođena tehnološkim napretkom i rastućom potražnjom za složenijom, učinkovitijom i održivom proizvodnjom. Budućnost procesa oblikovat će nekoliko ključnih trendova koji obećavaju da će poboljšati njegove mogućnosti i inteligenciju.
Napredak u materijalima
Razvoj novih polimera kritičan je trend. Proizvođači i materijalni znanstvenici usredotočeni su na stvaranje specijaliziranih materijala koji nude poboljšana svojstva i nove funkcionalnosti. To uključuje biološki temeljen i reciklirani polimeri Za rješavanje problema održivosti, kao i nove elastomere i inženjersku plastiku s vrhunskim karakteristikama. Ovi će materijali ponuditi jače kemijske veze, veću temperaturnu otpornost i preciznije taktilne (haptičke) povratne informacije, dodatno proširivši primjenu dvosmjernog oblikovanja.
Automatizacija i robotika
Automatizacija je već sastavni dio oblikovanja s dva pogotka, ali postaje sve sofisticiranija. Sljedeći val inovacija vidjet će robote i kolaborativne robote (Cobots) koji obavljaju zamršenije zadatke izvan jednostavnog uklanjanja dijela. To uključuje montaža umetaka, automatiziranih provjera kvalitete i složenog rukovanja. Ova povećana automatizacija smanjit će troškove rada, poboljšati konzistenciju proizvodnje i omogućiti proizvodnju svjetla, gdje strojevi mogu raditi bez ljudskog nadzora.
Softver za simulaciju i optimizaciju
Upotreba naprednog softvera revolucionira postupak dizajna kalupa. Inženjeri sada koriste moćno softver za simulaciju Za modeliranje cijelog ciklusa oblikovanja s 2 pogotka. To im omogućava da predviđaju i sprečavaju uobičajene nedostatke poput iskrivljenja, slabih veza ili neravnomjernog punjenja prije nego što se kalup proizvede. Optimiziranjem dizajna kalupa i procesnih parametara gotovo, proizvođači mogu značajno smanjiti potrebu za skupim fizičkim prototipovima, što dovodi do bržeg ciklusa razvoja proizvoda i veće stope uspjeha.
Integracija 4.0 industrija 4.0
Integracija oblikovanja s dva pogotka u pametna tvornica Ekosustav (industrija 4.0) glavni je trend. Strojevi su opremljeni senzorima koji prikupljaju podatke u stvarnom vremenu o temperaturi, tlaku i drugim kritičnim varijablama procesa. Ti se podaci zatim dovode u središnji sustav za analizu, omogućavajući prediktivno održavanje, optimiziranu potrošnju energije i automatizirano prilagođavanje procesa. Ova razina povezivanja i analiza podataka omogućuje prelazak s reaktivne na proaktivnu proizvodnju, osiguravajući konzistentnu kvalitetu proizvoda i maksimalnu operativnu učinkovitost.

