
Uvod u izazove nadmoći i povezivanja
Prekomjerno je transfilimativni proces proizvodnje u kojem se jedan materijal,,, tipično meki termoplastični elastomer (TPE) ili guma, oblikovan izravno preko ili oko sekunde, kruti materijal (supstrat). Ova je tehnika nevjerojatno svestrana, što omogućava stvaranje komponenti s više svojstava materijala u jednom dijelu. Razmislite o udobnom, klizanju na alatu, vodootpilinoj brtvi na elektroničkom uređaju ili estetski ugodnim višebojnim dizajnom na proizvodima široke potrošnje.
Prednosti prenapučenosti su brojne:: poboljšana ergonomija, poboljšana estetika, prigušivanje buke i vibracija, električna izolacija i pojednostavljeni montaža uklanjanjem potrebe za ljepilima ili pričvršćivačima. Međutim, uspjeh nadmašenih ovisi o jednom kritičnom faktoru: postizanje snažne, trajne veze između dva različita materijala.

Bez robusne veze, prekriženi dijelovi mogu patiti od uobičajenih i frustrirajućih problema poput Odvajanje materijala, ljuštenje, mjehurić ili odvajanje . Zamislite da se ručka s mekim dodirom odvaja od svoje krute jezgre ili zatvorenog elektroničkog kućišta koji je uspio uslijed upuštanja vlage. Ovi neuspjesi ne samo da kompromitiraju funkcionalnost proizvoda i izdržljivost, već mogu dovesti i do skupih jamstvenih zahtjeva, opoziva proizvoda i značajne štete u reputaciji marke.
Razumijevanje znanosti o materijalnom vezivanju u prevladavanju
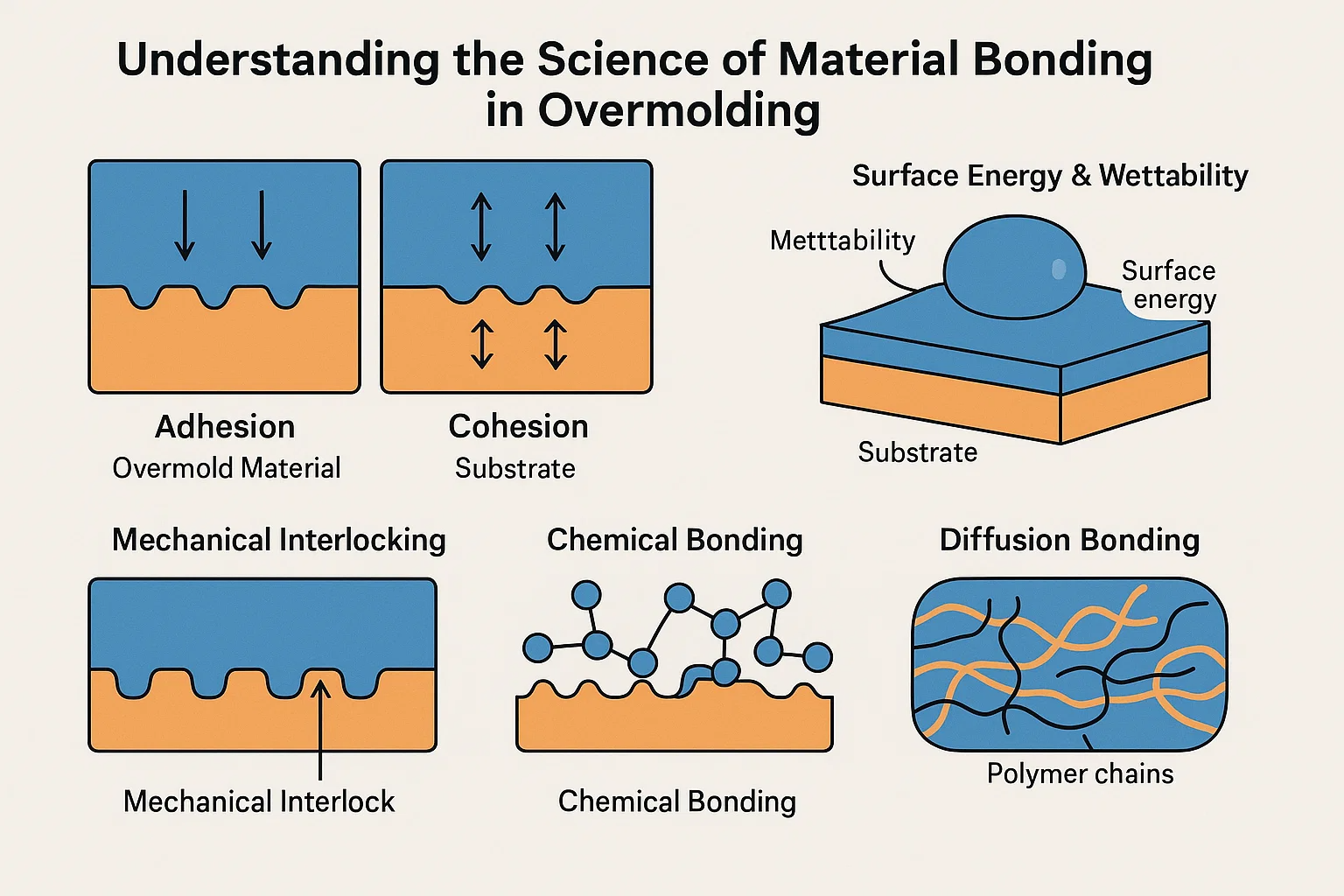
Postizanje trajne veze u prevladavanju nije magija; To je znanost ukorijenjena u načinu na koji materijali komuniciraju na mikroskopskoj razini. Da bismo istinski savladali prevladavanje, moramo shvatiti temeljna načela prianjanje i kohezija i kako se primjenjuju na sučelje između vašeg supstrata i nadmoćnog materijala.
Prianjanje odnosi se na atraktivne sile između dvije različit površine. Zamislite to kao na ljepljivu vrpcu; Vrpca se pridržava zida. U prevladavanju, to je veza između supstrata (prvog materijala) i prekrivenog materijala (drugi materijal). Snažno prianjanje znači da se dva materijala neće lako razdvojiti na njihovoj kontaktnoj površini.
Kohezija , s druge strane, odnosi se na unutarnju snagu a singl materijal. Ako vam se ljepljiva traka suze, to je kohezivan kvar unutar same trake, a ne kvar ljepljive sa zida. U prevladavanju, oba materijala trebaju dobru kohezivnu čvrstoću kako bi se spriječilo suzanje ili lomljenje interno. Snažna prekrivena veza zahtijeva i izvrsnu adheziju na sučelju i dovoljnu koheziju unutar svakog materijala.
Središnji za adheziju jesu površinska energija i vlažnost :
-
Površinska energija: Svaki materijal ima određenu količinu energije na svojoj površini. Za učinkovito povezivanje, prekriveni materijal (u njegovom rastaljenom stanju) općenito mora imati niža površinska energija nego supstrat prelazi. To omogućava rastopljenu plastiku da se temeljito raširi i "namoči" površinu supstrata.
-
Vlažnost: Ovo je sposobnost tekućine (rastaljenog prekrivenog materijala) da se širi po čvrstoj površini (supstrat). Dobra vlažnost osigurava da rastaljena plastika može prisno kontaktirati supstrat, maksimizirajući potencijal za vezanje. Zamislite da se vode na voštanom automobilu nasuprot raširenju na čistom staklu; Potonji pokazuje bolju vlast.
Kad su ovi uvjeti ispunjeni, igraju se različiti mehanizmi vezanja kako bi stvorili tu snažnu, trajnu vezu:
-
Mehaničko međusobno povezivanje: To je poput mikroskopske zagonetke. Poljaljeni prekriveni materijal teče u sitne nepravilnosti, pore ili namjerno dizajnirane značajke (poput podreza ili rupa) na površini supstrata. Kako se hladi i učvršćuje, fizički se isprepliće s tim značajkama, stvarajući mehaničko sidro koje se odupire odvajanju. To je često primarni mehanizam vezivanja, posebno kada je kemijska kompatibilnost ograničena.
-
Kemijsko vezivanje: Ovo je najjači oblik adhezije, koji uključuje formiranje Primarne kemijske veze (poput kovalentnih ili ionskih veza) ili sekundarne snage (poput Van der Waalsovih sila, vodikove veze) između molekula dva materijala na njihovom sučelju. To se obično događa kada materijali imaju slične kemijske strukture ili kada specifične reaktivne skupine mogu komunicirati. Na primjer, određene ocjene TPE -a izrađene su da se kemijski povezuju sa specifičnom inženjerskom plastikom.
-
Difuzijsko vezivanje: U nekim slučajevima, posebno s materijalima koji su kemijski vrlo slični i obrađeni na visokim temperaturama, polimerni lanci iz prekrivenog materijala zapravo mogu difuzno i zapetljati s polimernim lancima supstrata. To stvara istinsku interperedirajuću mrežu, učinkovito zamagljujući liniju između dva materijala i formirajući nevjerojatno jaku, gotovo nerazdvojnu vezu. To se često vidi u oblikovanju s dva pogotka gdje su oba materijala plastika sa sličnim svojstvima taline.
Ključni čimbenici koji utječu na snagu veze
Postizanje superiorne veze u prevladavanju, nije samo u razumijevanju znanosti; Radi se o pažljivom kontroli nekoliko praktičnih čimbenika tijekom procesa dizajna i proizvodnje. Zanemarivanje bilo kojeg od njih može značajno ugroziti konačnu snagu veze.
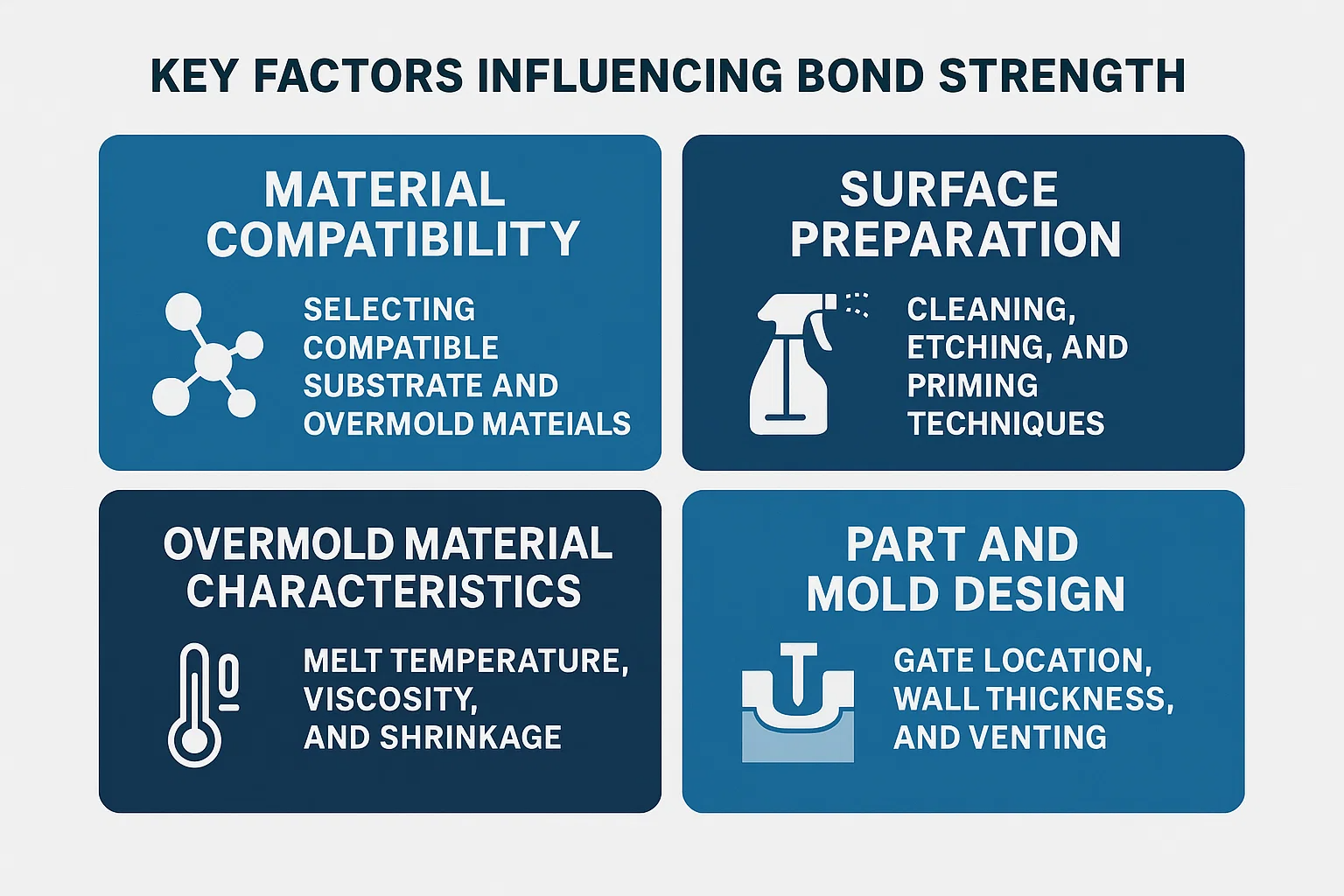
1. Kompatibilnost materijala: Odabir kompatibilnog supstrata i prekrivenih materijala
To je često najkritičnije polazište. Izbor materijala diktira potencijal za kemijska veza i difuzija .
-
Kemijski afinitet: Neki materijali parovi prirodno "vole" jedni druge. Na primjer, sigurno TPES (termoplastični elastomeri) su posebno formulirani da se dobro povežu s uobičajenom krutom plastikom poput PC (polikarbonat) , ABS (akrilonitril butadien stiren) , PC/ABS mješavine , pa čak i Najlon . Suprotno tome, povezivanje TPE na materijale poput Pp (polipropilen) or PE (polietilen) može biti izazovno bez posebnih formulacija ili površinskih tretmana zbog njihove niske površinske energije.
-
Sličnost temperature taline: U idealnom slučaju, nadmoćni materijal trebao bi imati temperaturu obrade koja mu omogućuje da teče i učinkovito veže bez deformiranja ili degracije supstrata. Ako prekriveni materijal zahtijeva puno veću temperaturu od temperature topline supstrata, to može dovesti do iskrivljenja ili topljenja prvog pucanja.
-
Stope skupljanja: Materijali se smanjuju dok se hlade. Ako se materijali za nadmoćni i supstrat znatno razlikuju Stope skupljanja , unutarnji naponi mogu se nakupljati, što dovodi do odvajanja ili pucanja tijekom vremena, posebno na rubovima ili uglovima. Inženjeri pažljivo biraju parove sa sličnim ili komplementarnim ponašanjem skupljanja.
2. Priprema površine: tehnike čišćenja, jetkanja i pranja
Čak i kod kompatibilnih materijala, kontaminirana ili slabo pripremljena površina supstrata može ozbiljno oslabiti vezu.
-
Čišćenje: Površina supstrata mora biti pažljivo Čisti i bez kalupa za otpuštanje kalupa, ulja, prašine ili drugih onečišćenja . Oni djeluju kao prepreke, sprečavajući intimni kontakt i vezanje. Ovisno o supstratu, metode čišćenja mogu se kretati od jednostavnog pranja do ultrazvučnog čišćenja ili brisanja otapala.
-
Mehaničko jetkanje/tekstura: Stvaranje mikroskopski grube površine na supstratu može značajno poboljšati mehanički isprepleteni . To se može postići tehnikama poput pijeska, laserskog jetkanja ili čak dizajniranjem teksture izravno u prvi plijesan. Povećana površina također pruža više točaka za potencijalnu kemijsku interakciju.
-
Promotori kemijskog pranja/adhezije: Za osporavanje materijalnih kombinacija, prajmeri ili promotori prianjanja može se primijeniti na površinu supstrata. Ove kemikalije djeluju kao most, tvoreći vezu i s supstratom i s nadmoćnim materijalom. To je uobičajeno u prevladavanju gume do plastike ili metala do plastike.
-
Tretman u plazmi / tretman korone: Ovi napredni površinski tretmani koriste električni pražnjenje kako bi promijenili površinsku energiju supstrata, što ga čini osjetljivijim na vezivanje. Oni mogu povećati vlažnost i stvoriti reaktivna mjesta za kemijsko vezivanje.
3. Karakteristike pretega materijala: Temperatura taline, viskoznost i skupljanje
Sama svojstva prekrivenog materijala igraju kritičnu ulogu tijekom procesa ubrizgavanja.
-
Temperatura otopljenja: Temperatura na kojoj se obrađuje prekriveni materijal mora se precizno kontrolirati. Mora biti dovoljno vruće da bi postigao pravi protok i vlaženje podloge, ali ne toliko vruće da degradira materijal ili podloga.
-
Viskoznost: A viskoznost (otpornost na protok) od rastopljenog materijala utječe na njegovu sposobnost ispunjavanja složenih značajki plijesni i intimno kontaktirati površinu supstrata. Materijal koji je previše viskozan možda neće ispuniti fine detalje za mehaničko isprepletanje, dok bi onaj koji je previše fluidan mogao treptati.
-
Skupljanje: Kao što je spomenuto, skupljanjem materijala mora se upravljati u odnosu na supstrat kako bi se spriječio unutarnji stres i kvar veze.
4. Dizajn i kalup: Lokacija vrata, debljina stijenke i odzračivanje
Pametni dizajn od samog početka može spriječiti mnoge probleme vezanja.
-
Mjesto vrata: A kapija (Tamo gdje rastopljena plastika ulazi u kalup) treba postaviti strateški kako bi se osiguralo ravnomjerno i potpuno punjenje prekrivene šupljine. Loša lokacija vrata može dovesti do nepotpunog punjenja, linija zavarivanja ili područja s nedovoljnim tlakom, a svi kompromitiraju čvrstoću veze.
-
Debljina zida: Održavanje dosljedna debljina zida U prekrivenom materijalu pomaže osigurati jednolično hlađenje i skupljanje, minimizirajući unutarnji stres. Nagle promjene debljine stijenke mogu dovesti do diferencijalnog hlađenja, iskrivljenja i oslabljenih veza.
-
Odzračivanje: Kako se rastopljeni materijal ispunjava kalup, zrak se pomakne. Ako ovaj zrak ne može pobjeći kroz pravilno odzračivanje , može postati zarobljeno, što dovodi do kratkih hitaca, tragova opekotina ili područja u kojima prekriveni materijal ne kontaktira u potpunosti podlogu, stvarajući slabe točke.
-
Undercuts, utore i rupe: Kao što je rečeno u mehaničkom međusobnom blokatu, uključivanje ovih značajki u dizajn supstrata ključno je za stvaranje fizičkih sidra za prekriveni materijal. Ove značajke moraju biti dizajnirane s odgovarajućim kutovima nacrta kako bi se omogućilo lagano demodiranje bez oštećenja preplavljenog dijela.
Tehnike za poboljšanje mehaničkog isprepletenja
Iako su kemijska kompatibilnost i optimizirana obrada od vitalne važnosti, mehanički isprepleteni stoji kao robusna i često neophodna metoda kako bi se osigurala snažna, fizička veza u prevladavanju. Stvara doslovno "stisak" između dva materijala, sprječavajući razdvajanje čak i kad je kemijska adhezija ograničena. To je posebno presudno kada prekriže materijale s lošim kemijskim afinitetom, poput povezivanja mekanog TPE -a na plastiku niske površinske energije poput polipropilena (PP).
Evo ključnih dizajna tehnika za maksimiziranje mehaničkog isprepletenja:
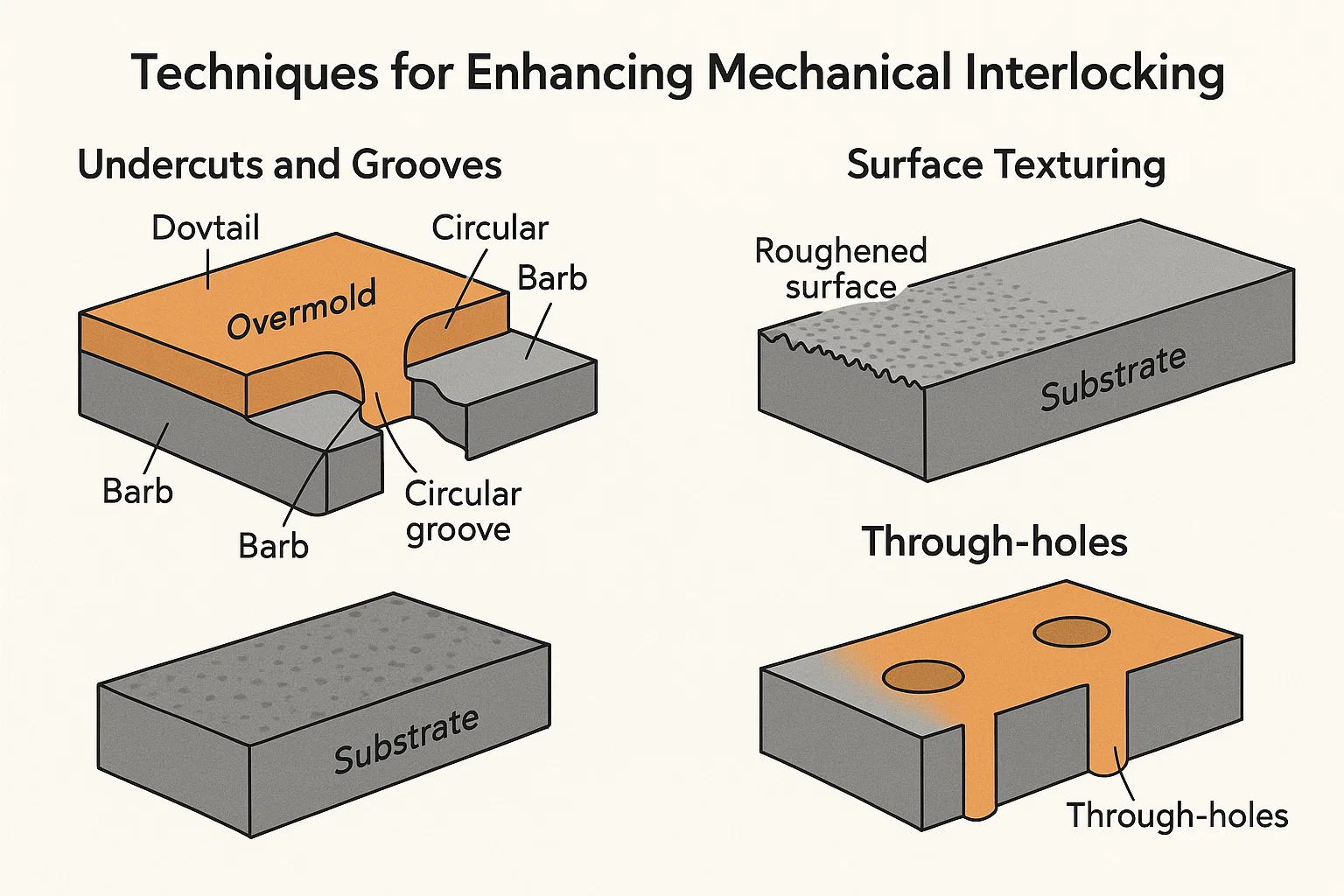
1. Undercuts i Utor: Dizajniranje značajki za mehaničko zadržavanje
Zamislite podrez i žljebove kao mikroskopske kuke ili sidra unutar supstrata. Kad se rastopljeni materijal prelijeva u ove značajke i ohladi, on se učvršćuje oko njih, stvarajući fizičku bravu.
-
Undercuts: To su značajke koje stvaraju "prekrivanje" ili oblik koji je veći ispod površina nego na otvoru. Kako se prekriveni materijal hladi i smanjuje, čvrsto se uvlači u ove podrez. Primjeri uključuju:
-
Dovetail žljebovi: Kanali u obliku slova V gdje je baza šira od otvaranja.
-
Kružni žlijebovi: Prstenovi ili kanali u koje prekriveni materijal može ulijevati i stisnuti.
-
Barbs ili rebra: Male, izbočene značajke na supstratu koje prekriveni materijal kapsulira.
-
-
Grooves: Jednostavni kanali ili udubljenja na površini supstrata omogućuju da se prekriveni materijal ispuni i učvrsti, stvarajući mehanički ključ. Oni mogu biti ravni, zakrivljeni ili slijediti konturu dijela.
Savjet za dizajn: Prilikom dizajniranja potkoljenica, uvijek razmislite kutovi nacrta Za lako demodiranje bez oštećenja prekriženog dijela ili samog kalupa. Prekriveni materijal mora biti dovoljno fleksibilan da se lagano deformira tijekom izbacivanja ako podrez nije dio klizača ili mehanizma za dizanje u kalupu.
2. Površinska tekstura: Stvaranje grube površine za povećanu prianjanje
Glatka površina nudi minimalne točke za mehanički kontakt. Stvaranjem grube ili teksturirane površine na supstratu, dramatično povećavate površinu dostupnu kako bi prekriveni materijal uronio i stisnuo.
-
Tekstura koja je obložena: Najjednostavnija metoda je dizajniranje teksture izravno u kalup za dio supstrata. Ovo bi mogla biti fino, mat finiš ili čak suptilni abrazivni uzorak.
-
Abrazivno eksplozija: Nakon što se dio supstrata oblikova, može se pješačiti ili mrmljati. To fizički hrapava površinu, stvarajući mikroskopske vrhove i doline s kojima se prekriveni materijal može teći okolo i blokirati. To također pomaže ukloniti sve površinske onečišćenja.
-
Lasersko jetkanje: Precizno lasersko jetkanje može stvoriti zamršene i visoko kontrolirane teksture ili uzorke na površini supstrata, optimizirajući mehaničku vezu za određena područja.
-
Kemijsko jetkanje: Određene kemikalije mogu selektivno urezati površinu plastike, stvarajući mikroskopsko grubu topografiju koja poboljšava mehaničku adheziju.
Korist: Povećana površina ne samo da poboljšava mehaničko međusobno zaključavanje, već također može neizravno pomoći kemijskim vezama izlaganjem više reaktivnih mjesta.
3. Kroz rupe: Korištenje rupa za protok materijala i isprepleteno
Uključivanje strateški postavljenih rupe U podlozi omogućuje da prekriveni materijal potpuno prolazi kroz i formira čvrstu "zakovicu" ili "post" s druge strane. To stvara vrlo jaku, dvostranu mehaničku bravu.
-
Materijalne zakovice: Kad prekriveni materijal teče kroz rupu, on stvara materijal "zakovice" koji čvrsto usidri prekrivanje supstrata.
-
Distribucija opterećenja: Višestruko rupe može ravnomjerno rasporediti stres preko vezanog sučelja, poboljšavajući ukupnu izdržljivost prekriženog dijela.
-
Ventilacija (neizravna korist): U nekim slučajevima, rupe također mogu pomoći u odzračivanju zarobljenog zraka tijekom postupka prevrtanja, osiguravajući potpuno punjenje i kontakt.
Obzir: Veličina i postavljanje prolaznih rupa su presudni. Oni bi trebali biti dovoljno veliki da omogućuju dobar protok materijala, ali ne toliko velik da ugrožavaju strukturni integritet supstrata.
Korištenje kemijskog vezivanja za superiornu prianjanje
Dok mehaničko međusobno povezivanje pruža snažno fizičko sidro, kemijska veza Nudi najvišu razinu adhezije, stvarajući gotovo nerazdvojno sučelje između supstrata i prekrivenog materijala. Ova se metoda oslanja na stvarnu molekularnu interakciju između dva polimera, što dovodi do veze koja je često jača od kohezivne čvrstoće bilo kojeg materijala.
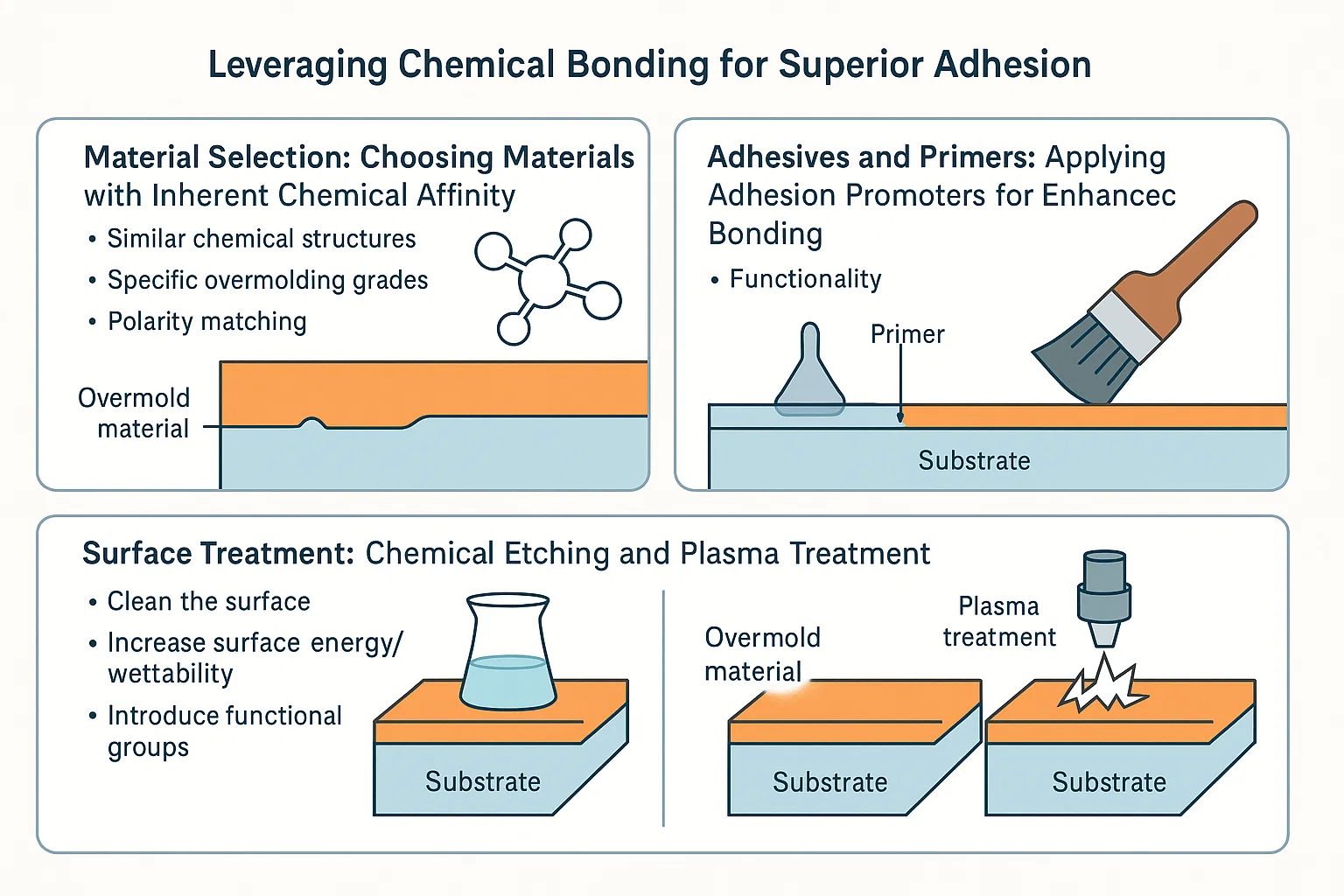
1. Odabir materijala: Odabir materijala s svojstvenim kemijskim afinitetom
Temelj kemijskog vezivanja leži u odabiru materijala koji su inherentno kompatibilni na molekularnoj razini. Tu postaje presudna stručnost u polimernoj kemiji.
-
Slične kemijske strukture: Polimeri sa sličnim kemijskim pozadinama ili funkcionalnim skupinama imaju tendenciju da se lakše vežu. Na primjer, sigurno Termoplastični poliuretani (TPU) poznato je da tvore snažne kemijske veze s Polikarbonati (PC) i akrilonitril butadien stiren (ABS) Zbog zajedničkih polarnih karakteristika i potencijala za vezanje vodika ili drugih molekularnih atrakcija.
-
Specifične ocjene nadmoći: Mnogi dobavljači materijala nude specijalizirane prevladavajuće ocjene TPES -a ili drugih polimera. Ove su ocjene izrađene da sadrže aditive ili jedinstvene strukture polimernog lanca koji promiču kemijsku reaktivnost i adheziju s specifičnim krutim supstratima (npr. TPE -ovi dizajnirani da se vežu s najlonom, PE ili PP, koji su obično izazovni).
-
Podudaranje polariteta: Materijali sa sličnom polarnošću imaju tendenciju da bolje komuniciraju. Polarni materijali (poput PC-a, ABS-a, najlona) vjerojatnije su da će se povezati s drugim polarnim materijalima, dok nepolarni materijali (poput PP, PE) zahtijevaju specifične aditive ili površinske tretmane kako bi se postigla dobra adhezija s polarnim prekomjernim materijalima.
Blisko surađivanje s dobavljačima materijala kako biste odabrali optimalni par smole za vašu specifičnu primjenu, često je najjednostavniji put do postizanja kemijskog vezivanja.
2. ljepila i primeri: Primjena promotora prianjanja za pojačano vezivanje
Kad je svojstveni kemijski afinitet između materijala ograničen ili je potreban dodatni sloj sigurnosti, ljepila ili primeri (promotori adhezije) može se koristiti. Ove tvari djeluju kao most, stvarajući vezu i s supstratom i s nadmoćnim materijalom.
-
Slojevi prajmera/kravata: To su obično tanki premazi koji se primjenjuju na supstrat prije postupka prevladavanja. Sadrže kemijske skupine koje mogu reagirati i s površinom supstrata i rastopljenim prekrivenim materijalom, tvoreći molekularni most.
-
Reaktivna ljepila: U nekim specijaliziranim primjenama može se primijeniti tanki sloj reaktivnog ljepila. Međutim, to dodaje sekundarni korak procesa i manje je uobičajen u prevrtanju ubrizgavanja velikog volumena gdje je cilj često eliminirati takve korake.
-
Funkcionalnost: Primeri su posebno korisni za povezivanje različitih materijala, poput Silikonska guma do plastike or metal do plastike , gdje je izravno kemijsko vezivanje kroz konvencionalno prevladavanje izazovno.
Metoda nanošenja (raspršivanje, uranjanje, brisanje) i uvjeti sušenja za primere presudni su za njihovu učinkovitost.
3. Površinski tretman: kemijsko jetkanje i obrada plazme
Čak i s kemijski kompatibilnim materijalima, površinski onečišćenja ili niska površinska energija mogu ometati vezivanje. Različiti površinski tretmani mogu pripremiti supstrat da bude osjetljiviji na kemijsku interakciju.
-
Kemijsko jetkanje: To uključuje izlaganje površine supstrata specifičnim kemijskim otopinama koje mikroskopski mijenjaju njegovu topografiju i kemijski sastav. Može ukloniti slabe granične slojeve i stvoriti reaktivna mjesta, povećavajući tako površinsku energiju i promičući jače kemijske veze. Na primjer, neki poliolefini mogu se kemijski urezati kako bi se poboljšala njihova povezanost.
-
Liječenje u plazmi (atmosferski ili vakuum): Ova vrlo učinkovita metoda koristi ionizirani plin (plazma) za modificiranje prvih nekoliko atomskih slojeva površine supstrata. Liječenje u plazmi može:
-
Očistite površinu: Uklonite organske onečišćenja na molekularnoj razini.
-
Povećajte površinsku energiju/vlažnost: Učinite površinu "osjetljivom" na rastopljeni prekriveni materijal, omogućujući joj da se učinkovitije širi.
-
Uvedite funkcionalne skupine: Stvorite nove kemijske skupine na površini koje mogu izravno reagirati s prekrivenim materijalom, tvoreći kovalentne veze.
-
-
Corona tretman: Slično kao tretman u plazmi, tretman pražnjenja korone koristi visokofrekventno električno ispuštanje za modificiranje površinskih svojstava neporoznih materijala, koji se obično koriste na filmovima i listovima, ali i primjenjive na neke oblikovane dijelove za poboljšanje vlažnosti i prianjanja.
Strateškim kombiniranjem odabira materijala s odgovarajućim tehnikama pripreme površine, proizvođači mogu otključati puni potencijal kemijskog vezivanja, što dovodi do prekrivenih dijelova s izuzetnom, dugotrajnom adhezijom i strukturnom integritetom.
Optimiziranje postupka prevrtanja
Čak i uz savršeni odabir materijala i sjajno dizajnirani plijesan, stvarni parametri procesa prenapucavanja su linchpin koji osigurava snažnu, konzistentnu vezu. Mala odstupanja u temperaturi, tlaku ili brzini mogu značajno utjecati na kvalitetu sučelja između supstrata i prekrivenog materijala. Precizna kontrola ovih parametara ključna je za postizanje trajne veze.
1. Kontrola temperature: upravljanje temperaturom taline i temperatura kalupa
Temperatura igra dvostruku ulogu u premlaćivanju, što utječe na protok materijala i vezanje.
-
Temperatura otopljenja: Temperatura rastopljenog prekriženog materijala koji ulazi u kalup je kritična.
-
Prenisko: Ako je temperatura taline preniska, materijal neće lako teći. Možda neće u potpunosti vlažiti površinu supstrata, ne uspijeva ispuniti zamršene mehaničke blokade ili se prebrzo učvrstiti, što dovodi do nepotpunog kontakta i slabe veze.
-
Previsoko: Suprotno tome, pretjerano visoka temperatura taline može uzrokovati razgradnju materijala, što dovodi do loših mehaničkih svojstava, promjene boje ili čak sagorijevanja. Također može riskirati deformiranje ili oštećenje supstrata, pogotovo ako supstrat ima nižu temperaturu otklona topline.
-
Optimalna ravnoteža: Idealna temperatura taline osigurava da je viskoznost materijala dovoljno niska za dobar protok i vlaženje, promičući intimni kontakt i kemijsku interakciju, bez izazivanja degradacije.
-
-
Temperatura kalupa: Temperatura samog kalupa izravno utječe na to kako se prekriveni materijal hladi i učvršćuje.
-
Prehladno: Kalup koji je previše hladan može uzrokovati da preterni materijal "zamrzava" prerano, što dovodi do nepotpunog punjenja, lošeg završetka površine i neadekvatnog kontakta s supstratom, sprječavajući učinkovito vezivanje.
-
Previše vruće: Pretjerano vrući plijesan može produžiti vrijeme ciklusa, uzrokovati razgradnju materijala ili dovesti do pretjeranog skupljanja i ratne stranice dok se dio hladi izvan kalupa.
-
Razmatranja supstrata: Za prevladavanje, temperatura kalupa također utječe na površinsku temperaturu supstrata. Prikladno topli kalup može pomoći da površina podloge bude pomalo gipka, poboljšavajući sposobnost prekrivenog materijala da se veže. Međutim, ne smije biti toliko vruće da bi supstrat deformirao.
-
2. Brzina tlaka i ubrizgavanja: Podešavanje parametara za optimalni protok materijala
Sila i brzina kojom prekriveni materijal ulazi u šupljinu od vitalnog su značaja za pravilno punjenje i adheziju.
-
Brzina ubrizgavanja:
-
Presporo: Spora brzina ubrizgavanja može dovesti do preranog hlađenja rastaljenog materijala prije nego što u potpunosti ispuni šupljinu ili intimno kontaktira supstrat. To može rezultirati kratkim pucnjevima, protočnim linijama i slabim područjima veza.
-
Prebrzo: Prekomjerno brza brzina ubrizgavanja može uzrokovati "mlaz" (nekontrolirani protok koji uzrokuje turbulanciju), ugradnju zraka (što dovodi do praznina ili slabih mjesta) ili čak erodirati površinu supstrata, a sve to kompromitiraju čvrstoću veze.
-
Kontrolirani ispuni: Optimalna brzina ubrizgavanja osigurava gladak, laminarni protok koji omogućava rastopljenom materijalu da jednoliko napuni šupljinu i u potpunosti navlaži površinu supstrata, promičući maksimalni kontakt i mehaničko međusobno povezivanje.
-
-
Tlak ubrizgavanja (pritisak na ispunjavanje i pritisak držanja/pakiranja):
-
Popunite pritisak: Ovo je tlak koji se koristi tijekom početne faze punjenja. Dovoljan tlak osigurava da materijal dosegne svaki dio šupljine, posebno u zamršene značajke dizajnirane za mehaničko međusobno blokiranje.
-
Tlak držanja/pakiranja: Nakon što se kalup napuni, pritisak držanja primjenjuje se na određeno trajanje. Ovaj pritisak spakira dodatni materijal u šupljinu kako bi se nadoknadila skupljanje materijala dok se hladi. To je kritično važno za snagu veze. Bez odgovarajućeg pritiska držanja, prekriveni materijal može se povući od supstrata, što dovodi do praznina, tragova sudopera i kvara veze. Osigurava da se intimni kontakt održava sve dok se materijal ne učvrsti.
-
3. Brzina hlađenja: kontrola hlađenja radi minimiziranja skupljanja i stresa
Brzina kojom prekriveni dio hladi značajno utječe na unutarnji stres i integritet veze.
-
Jednolično hlađenje: Nejednačno hlađenje može dovesti do diferencijalnog skupljanja između materijala i supstrata, stvarajući unutarnje naprezanja koja tijekom vremena mogu uzrokovati ratnicu, pucanje ili odvajanje. Pravilan dizajn kalupa s optimiziranim kanalima za hlađenje pomaže osigurati ravnomjernu brzinu hlađenja.
-
Vrijeme hlađenja: Dovoljno je vrijeme hlađenja u kalupu potrebno kako bi se prekriveni materijal potpuno učvrstio i razvio dovoljno snage da izdrži sile izbacivanja bez deformiranja ili odvajanja od supstrata. Izvlačenje dijela prerano može oštetiti početnu vezu.
-
Minimiziranje stresa: Kontrolirano hlađenje pomaže minimiziranju zaostalih naprezanja unutar dijela. Visoka zaostala naprezanja, posebno na materijalnom sučelju, uobičajeni su uzrok dugotrajnog kvara veze.
Savladavanje ovih parametara procesa zahtijeva preciznu kontrolu stroja, često kroz sofisticirane strojeve za ubrizgavanje oblikovanja sposobnih za fino podešavanje svake faze ciklusa. Kontinuirano nadgledanje i prilagođavanje na temelju kvalitete dijela i integriteta obveznica ključni su za uspješno nadjačavanje.
Razmatranja dizajna za izdržljive prekrivene dijelove
Snažna veza u nadmoći počinje mnogo prije nego što materijal uđe u stroj. Započinje inteligentnim proizvodom i dizajnom kalupa. Promišljeni dizajn minimizira stres, osigurava pravi protok materijala i integrira značajke koje inherentno jačaju vezu, što dovodi do izdržljivih i pouzdanih prekriženih dijelova.
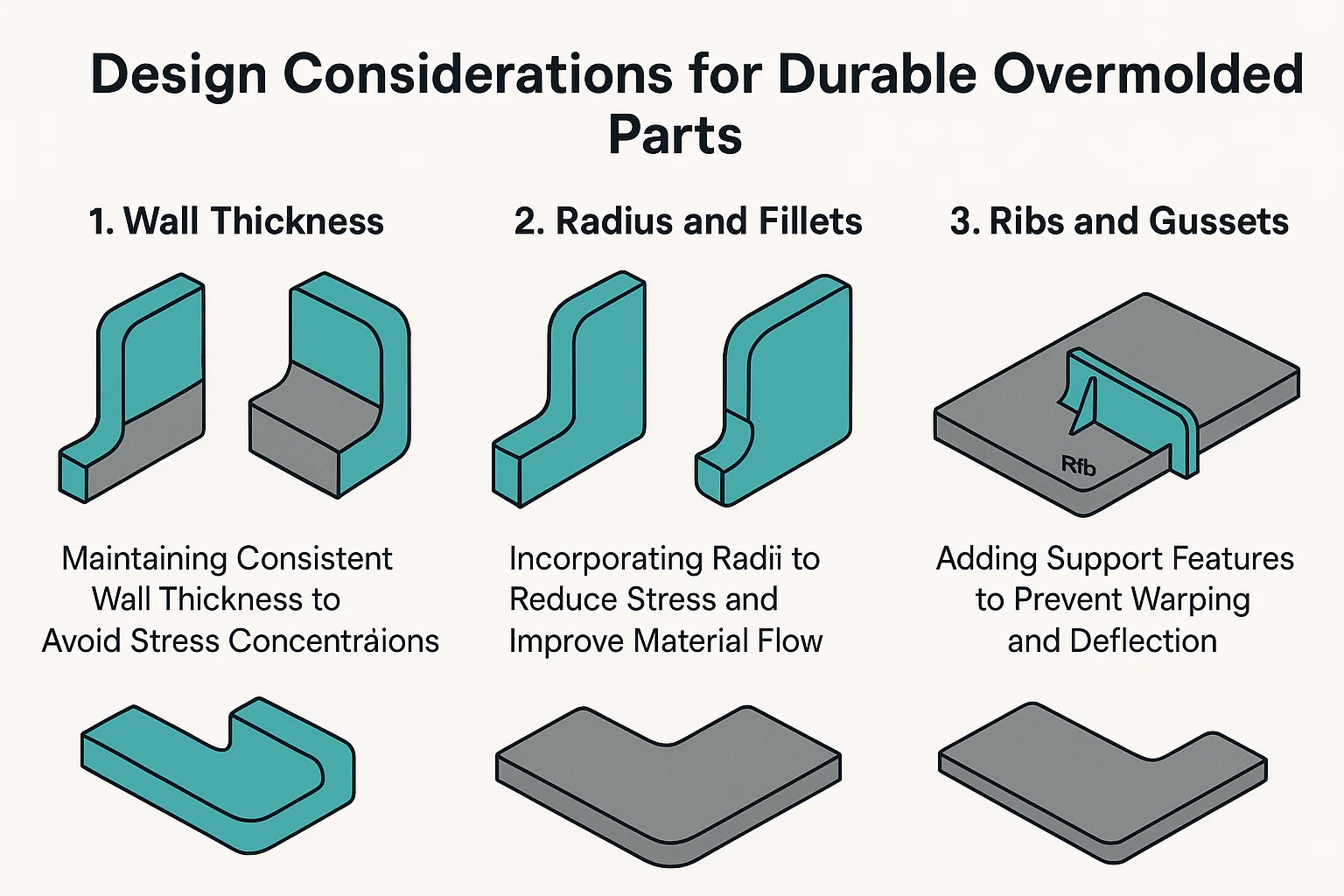
1. Debljina stijenke: održavanje dosljedne debljine stijenke kako bi se izbjegla koncentracija napona
Jedno od najosnovnijih pravila u plastičnom dizajnu dijela primjenjuje se izravno na prevladavanje: Održavajte dosljednu debljinu zida .
-
Problem: Nagli promjene debljine stijenke stvaraju područja na kojima se materijal hladi i smanjuje različitim brzinama. Ovo diferencijalno hlađenje dovodi do Unutarnja stresa Unutar prekrivenog materijala i, kritički, na sučelju s supstratom. Ovi se stresi mogu očitovati kao križanje, sudopere ili, najmasoblje za prevladavanje, Otkazivanje i kvar obveznica s vremenom.
-
Otopina: Dizajnirajte prekriveni sloj s što ujednačenim debljinom zida. Ako su varijacije debljine neizbježne zbog geometrije dijela, implementirajte postupne prijelaze (npr. Korištenje dugih, nježnih kože umjesto oštrih koraka). To omogućava ravnomjernije hlađenje i minimizira koncentraciju napona na liniji veze.
2. polumjer i fileti: Uključivanje radijusa za smanjenje stresa i poboljšanje protoka materijala
Oštri kutovi su zloglasni koncentratori naprezanja u plastičnim dijelovima. U prevladavanju predstavljaju dvostruku prijetnju integritetu obveznica.
-
Koncentracija stresa: Unutarnji oštri uglovi (gdje prekriveni materijal zadovoljava supstrat) stvaraju lokalizirane točke napona, čineći vezu ranjivom na pucanje ili ljuštenje pod opterećenjem ili promjenama temperature. Vanjski oštri kutovi također mogu biti slabe točke.
-
Loš protok materijala: Rastaljena plastika preferira glatko teče. Oštri uglovi stvaraju otpor, što potencijalno dovodi do nepotpunog punjenja, praznina ili slabijih područja na kojima se materijal bori da se potpuno vlaži i objedini supstrat.
-
Otopina: Uključite velikodušno radijusi (zaobljeni vanjski uglovi) i fileti (zaobljeni unutarnji uglovi) Na svim prijelazima i raskrižjima unutar prekrivenog dizajna i na supstratu gdje će ga pretežno kontaktirati.
-
Prednosti: Polupovi i fileti omogućuju glatki protok materijala, smanjuju koncentraciju stresa, poboljšavaju čvrstoću dijela i pojačavaju kalupove, a svi oni doprinose robusnijoj vezi. Cilj radijusa koji su najmanje 0,5 do 1,0 puta veći od debljine stijenke.
-
3. Rebra i gužve: Dodavanje značajki podrške kako bi se spriječilo izvijanje i odbojnost
Iako je prvenstveno poznat po dodavanju krutosti i čvrstoće plastičnim dijelovima, pravilno dizajnirana rebra i gužve mogu neizravno podržati integritet veze u prevladavanju sprječavanjem deformacije dijela.
-
Sprječavanje ratne stranice: Velika, ravna područja prekriženog materijala sklona su krivućima dok se hlade. Ako se prekriveni odvajaju od supstrata, obveznica će neizbježno propasti. Rebra su tanki, potporni zidovi dodani na nekosmetičku stranu dijela. Oni povećavaju krutost bez dodavanja značajne mase ili zahtijevanja prekomjerne debljine stijenke.
-
Smanjenje otklona: Gusa Jesu li trokutaste potporne strukture često postavljene na spoj zida i šefa ili u podnožju rebra. Sprječavaju otklon i pojačavaju uglove.
-
Neizravna zaštita obveznica: Održavanjem cjelokupnog oblika i dimenzionalne stabilnosti prekriženog dijela, rebra i gužve osiguravaju da supstrat i prekriveni materijal ostanu u njihovoj predviđenoj konfiguraciji, sprječavajući naprezanja koja bi ih mogla razdvojiti. Pomažu u održavanju integriteta mehanizama primarnog vezanja (mehaničkih ili kemijskih).
Savjet za dizajn: Prilikom dizajniranja rebara za prekrivene dijelove osigurajte da je njihova debljina postotak (obično 40-60%) nominalne debljine stijenke kako bi se izbjegli tragovi sudopera na kozmetičkoj strani. Također, osigurajte da imaju odgovarajuće kutove nacrta za lako izbacivanje plijesni.
Studije slučaja: uspješne aplikacije za nadmoćnost
Vidjeti kako se principi prevladavanja primjenjuju u proizvodima u stvarnom svijetu najbolji je način da shvatite njegovu moć i svestranost u postizanju snažnih veza. Od poboljšanja korisničkog iskustva do osiguravanja kritične funkcionalnosti, prevladavanje je ključni pokretač različitih industrija.
1. Medicinski uređaji: Primjeri prenaglašavanja u medicinskim primjenama
Industrija medicinskih proizvoda zahtijeva ekstremnu preciznost, biokompatibilnost i često sposobnost izdržavanja sterilizacije. Prekomjerno je ključno za stvaranje sigurnih, udobnih i visoko funkcionalnih medicinskih proizvoda.
-
Kirurški ručni alati i ručke: Mnogi kirurški instrumenti, od skalpela do endoskopskih alata, sadrže prekrivene hvataljke.
-
Uspjeh vezanja: Kruta plastika (poput zavija ili abs) tvori strukturnu jezgru, dok je meka, često medicinski stupanj TPE (termoplastični elastomer) prekriven je na području stiska. Obveznica osigurava da prianjanje ne pada tijekom kritičnih postupaka, povećavajući kontrolu kirurga i sigurnost pacijenata.
-
Korištene tehnike: Mehanički isprepleteni (npr., male teksturirane značajke ili podrezanja na krutoj ručici) često se kombiniraju s Kemijski kompatibilni TPE-ovi medicinskog razreda posebno formuliran za snažnu prianjanje na supstrat. Izbor TPE -a osigurava biokompatibilnost i otpornost na cikluse sterilizacije.
-
-
Sustavi isporuke tekućine (npr. IV kapljice, kateteri): Prekomjerno se koristi za stvaranje sigurnih spojeva i sprečavanje curenja u tekućim putevima.
-
Uspjeh vezanja: Kruti konektor (npr. PC ili ABS) može se preraditi fleksibilnim, biokompatibilnim TPE ili silikonom kako bi se stvorio brtva otporna na propuštanje ili meko sučelje prilagođeno pacijentima. To eliminira potrebu za ljepilom i smanjuje korake montaže.
-
Korištene tehnike: Kemijska veza ovdje je najvažnije kako bi se osiguralo hermetičko brtvljenje. Specijalizirane ocjene silikona ili TPE odabrane su za njihova svojstva prianjanja na medicinsku plastiku, često zajedno s aktivacija površine (npr., liječenje u plazmi) na krutom supstratu za optimalnu molekularnu fuziju.
-
2. Automobilske komponente: prevladavajuća rješenja u automobilskoj industriji
Automobilski sektor koristi prevladavanje i za funkcionalna i estetska poboljšanja, cilja na izdržljivost, smanjenje buke i vrhunski osjećaj.
-
Unutarnja obloga i gumbi: Automobilski interijeri često koriste prevladavanje za značajke poput gumba nadzorne ploče, ručice za mjenjače i ručice za ručicu vrata.
-
Uspjeh vezanja: Čvrsta ABS ili PC supstrat tvori bazu, prekrivenu TPE mekim dodirom. To pruža taktilni, udoban osjećaj i poboljšanu ergonomiju, dok veza sprječava da se sloj mekog dodira ljušti, čak i nakon godina uporabe i izlaganja temperaturnim krajnostima.
-
Korištene tehnike: Usredotočiti se na Kompatibilnost materijala između TPE i odabrane krute plastike (npr. Specifične TPE ocjene za ABS/PC). Mehanički isprepleteni Kroz suptilne teksture ili značajke na supstratu dodatno pojačava vezu protiv sila smicanja.
-
-
Brtve i pečate: Prekomjerno se sve više koristi za stvaranje integriranih brtvila izravno na plastična kućišta ili komponente.
-
Uspjeh vezanja: Umjesto zasebnog O-prstena ili brtve koje je potrebno sastaviti, fleksibilni materijal (poput TPE ili specijalizirane gume) preplavljuje se izravno na kruto plastično kućište (npr. Poklopac motora, kućište senzora). To stvara vrlo učinkovito i pouzdano brtvljenje, ključno za sprječavanje upuštanja u tekućinu ili prašine.
-
Korištene tehnike: Prvenstveno se oslanja na kemijska veza and precizan dizajn kalupa . Prekriveni materijal odabran je za svoja svojstva brtvljenja i sposobnost kemijskog pridržavanja krute komponente, često pažljivim kontrola parametra procesa (npr. tlak ubrizgavanja) kako bi se osigurao potpuni punjenje i intimni kontakt za kontinuirano brtvljenje.
-
3. Potrošačka elektronika: Aplikacije u elektroničkim uređajima i kućištima
Potrošačka elektronika ima koristi od prevrtanja za poboljšanu trajnost, otpornost na vodu i udobnost korisnika.
-
Nosivi uređaji (npr. Smartwatches, fitness trackers): Trake, a ponekad čak i dijelovi kućišta uređaja su preplavljeni.
-
Uspjeh vezanja: Čvrsti unutarnji okvir ili senzorski modul (često PC ili metal) prekrižen je fleksibilnim silikonom ili TPE-om kako bi se stvorio udoban remen ili kućište otporan na vodu. Veza mora izdržati savijanje, znoj i svakodnevno nošenje.
-
Korištene tehnike: Kritična upotreba mehanički isprepleteni (npr. rupe, rebra ili posebno dizajnirana točaka sidra na krutom umetu) u kombinaciji s kemijska veza Kroz specijalizirane ocjene TPE ili LSR (tekuća silikonska guma) dizajnirana za pridržavanje plastike ili metala. Priprema površine (npr., liječenje u plazmi na metalnim umecima) je uobičajena.
-
-
Ručke alata za napajanje i hvataljke: Slično medicinskim alatima, električni alati koriste prekrivene hvataljke za bolju ergonomiju i prigušivanje vibracija.
-
Uspjeh vezanja: Izdržljivo plastično tijelo otporno na udarce (npr. PA, ABS) prekriveno je mekšim TPE ili gumom. Obveza pruža siguran, ugodan stisak koji smanjuje umor korisnika i sprečava klizanje, čak i u vlažnim ili masnim uvjetima.
-
Korištene tehnike: Kombinacija mehanički isprepleteni (npr. agresivna tekstura, potkopava na krutoj ručici) i Optimizirani parametri procesa Da bi se osiguralo da prekriveni materijal u potpunosti kapsulira značajke prianjanja. Odabir materijala fokusiran je na TPES s dobrim hapticima i robusnom prianjanjem na odabranu inženjersku plastiku.
-

