
Šupljina kalupa protiv kalupa: Razumijevanje ključnih razlika u oblikovanju ubrizgavanja
Uvod u jezgre kalupa i šupljine plijesni
Ubrizgavanje je kamen temeljac moderne proizvodnje, koji se koristi za proizvodnju ogromnog niza plastičnih proizvoda, od nadzornih ploča automobila do poklopca za boce. To je precizan postupak u kojem se rastopljena plastika ubrizgava u kalup kako bi se stvorio željeni oblik. Kvaliteta i točnost konačnog dijela gotovo u potpunosti ovise o dizajnu i konstrukciji samog kalupa.
Tipični kalup za ubrizgavanje sastoji se od dvije primarne polovice: jezgra kalupa I šupljina plijesni . Zajedno, ove dvije polovice tvore potpuni oblik dijela. Dok rade u tiemu, svi imaju različite funkcije i karakteristike.
Što je jezgra plijesni?
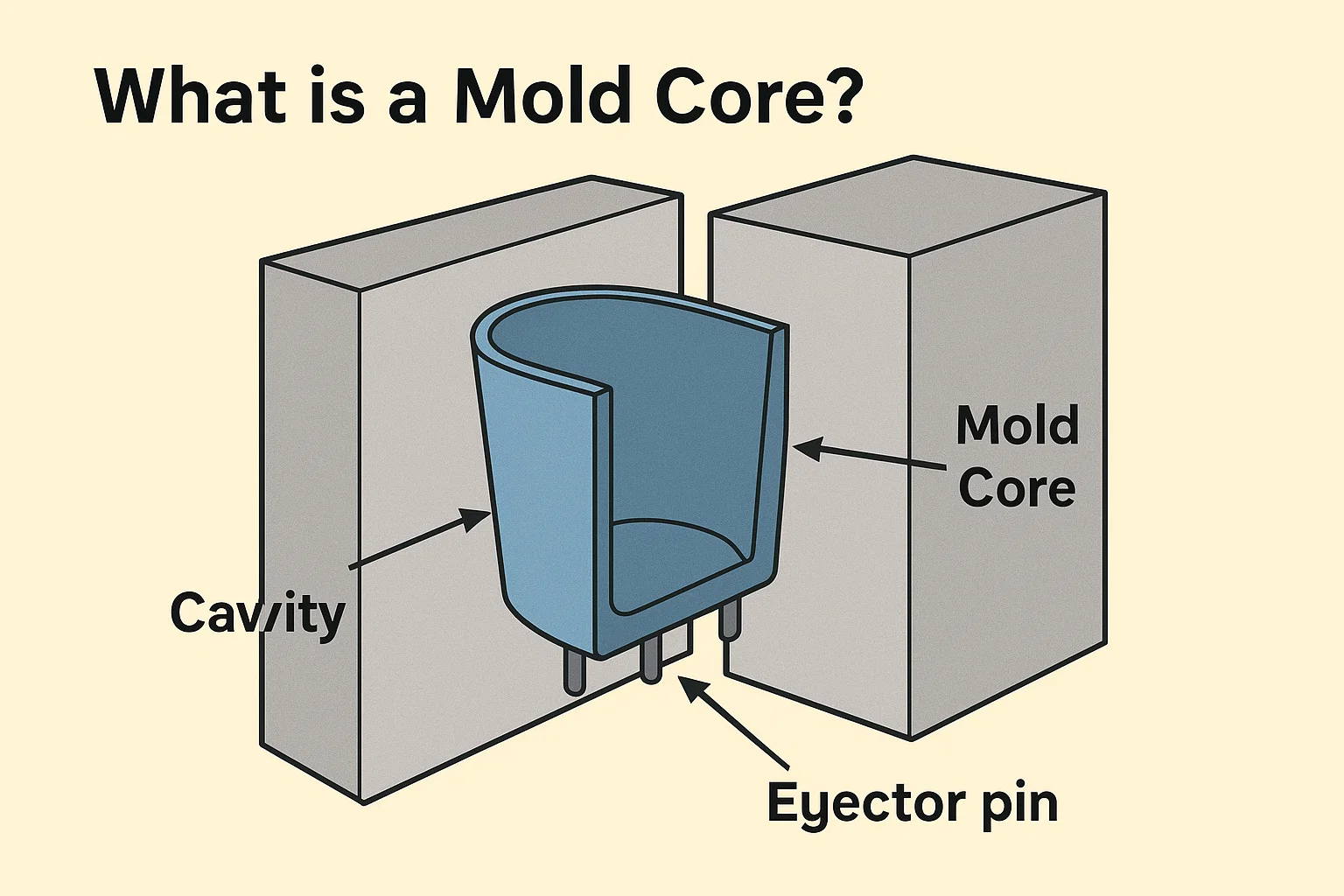
A jezgra kalupa , poznat i kao "B-strana" ili "jezgra polovica" kalupa, je komponenta koja tvori Unutarnje značajke plastičnog dijela. Kad se kalup zatvori, jezgra se uklapa u šupljinu, stvarajući prostor u koji se ubrizgava rastaljena plastika. Zamislite to poput udarca koji stvara šuplje ili udubljena područja unutar dijela.
Na primjer, ako obratite plastičnu šalicu, jezgra bi bio dio koji tvori unutrašnjost šalice. Za šuplju kutiju, jezgra bi tvorio unutarnji prostor. Jezgra obično sadrži značajke poput igle za izbacivanje, koje se koriste za izbacivanje gotovog dijela iz kalupa nakon što se ohladi. Budući da formira unutarnji oblik, jezgra često ima složeniji dizajn sa značajkama kao što su rebra, šefovi (cilindrični izbočići za ugradnju) i drugi zamršeni detalji.
Obično su jezgre kalupa izrađene od izdržljivih i toplinski otpornih materijala poput očvrsnog čelika, čelika s alatom ili, za niže količine proizvodnje, aluminija. Izbor materijala ovisi o čimbenicima poput oblikovanja plastike, složenosti dijela i potrebnom volumenu proizvodnje.
Što je šupljina plijesni?
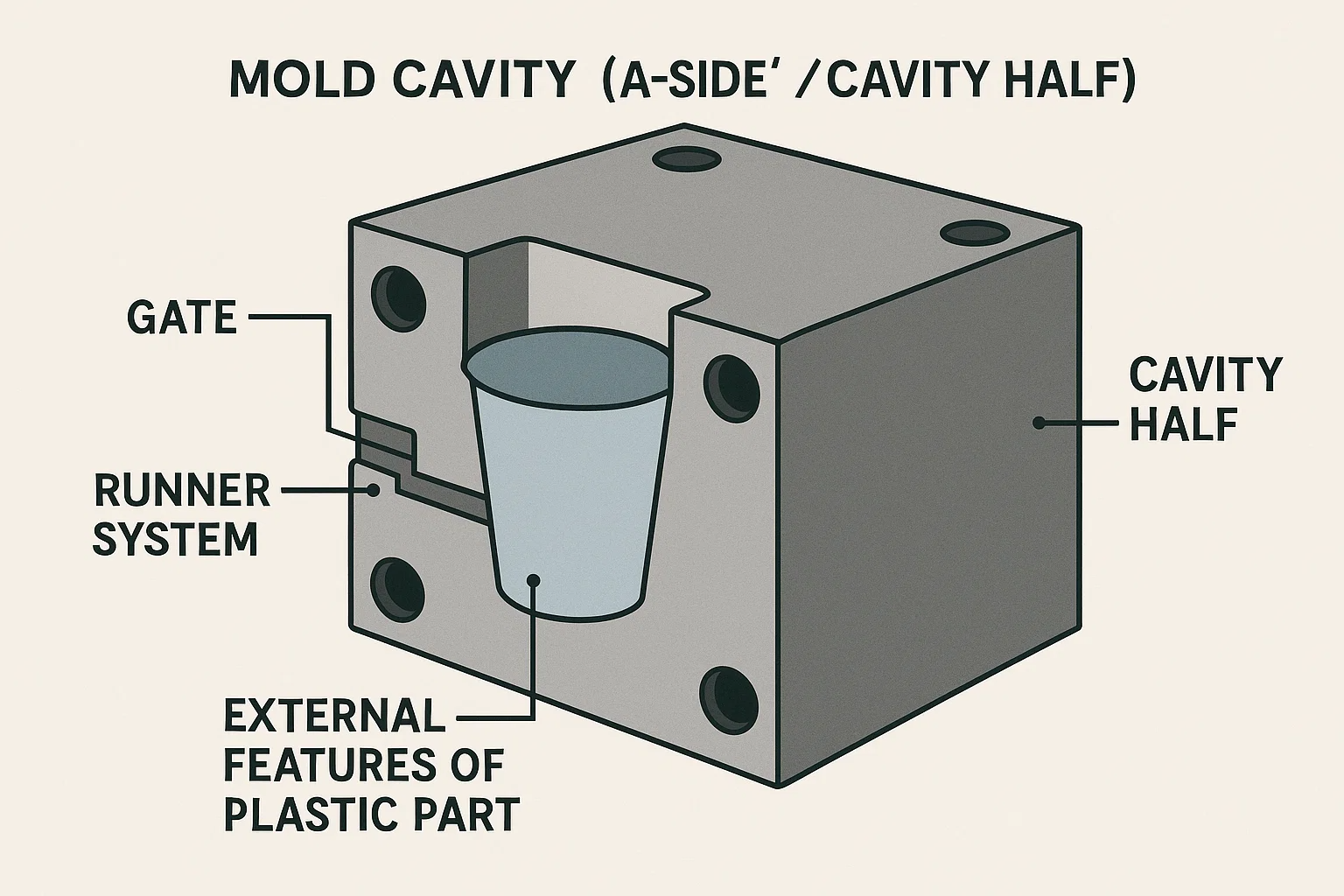
A šupljina plijesni , poznat i kao "a-strana" ili "polovica šupljine", je komponenta koja tvori vanjske značajke plastičnog dijela. To je vanjska školjka ili spremnik puni rastopljena plastika. Koristeći analogiju plastične čaše, šupljina bi tvorila vanjsku stranu čaše, uključujući usne i vanjske zidove.
Polovica kalupa šupljine obično je tamo gdje se nalaze sustav vrata i trkača. Ovaj sustav je kanal kroz koji rastopljena plastika (ili smola) teče iz injekcijske jedinice u kalup. Šupljina također zahtijeva pažljiva razmatranja dizajna za odzračivanje, što omogućava da zarobljeni zrak pobjegne jer plastika ispunjava kalup. Pravilno odzračivanje ključno je za sprječavanje oštećenja poput kratkih snimaka (nepotpunih dijelova) i tragova izgaranja.
Kao i jezgra, šupljine kalupa izrađene su od čelika ili aluminija, a materijal je odabran na temelju istih čimbenika izdržljivosti i troškova. Dok jezgra oblikuje unutarnji oblik, šupljina je ono što dijelu daje svoj konačni vanjski oblik i završnu obradu.
Ključne razlike između jezgara kalupa i šupljina plijesni
Jezgra i šupljina su dvije strane iste kovanice, ali imaju u osnovi različite uloge u oblikovanju ubrizgavanja. Razumijevanje ovih razlika ključno je za pravilan dizajn kalupa i dijela.
Formiranje oblika: Unutarnji nasuprot vanjskom
Najznačajnija razlika leži u obliku koju svaka komponenta formira. A jezgra kalupa stvara unutarnji oblik i značajke dijela, kao što su rupe, šuplji dijelovi ili unutrašnjost spremnika. Suprotno tome, šupljina plijesni tvori vanjski oblik , uključujući vanjsku površinu, ukrasne detalje i sveukupne dimenzije dijela. Ova podjela rada je ono što omogućava stvaranje složenih, trodimenzionalnih objekata.
Položaj u odnosu na liniju razdvajanja
A linija za razdvajanje je linija na kojoj se susreću dvije polovice kalupa. A šupljina na pola je obično na bočna strana (strana na kojoj se ubrizgava plastika) i tvori vidljivu vanjsku površinu dijela. A jezgra polovica je na izbacivač , i tamo je gotov dio gurnut iz kalupa. Lokacija igle za izbacivanje na strani jezgre je ključna razlika, jer se ne nalaze na strani šupljine.
Uloga u postupku oblikovanja ubrizgavanja
-
Jezgra: Jezgra je često bočna sa strane s izbacivanje , što uključuje igle za izbacivanje i povratne igle. Njegova glavna uloga je olakšati uklanjanje ohlađenog dijela iz kalupa.
-
Šupljina: Šupljina je strana koja obično sadrži Sustav vrata i trkača , što usmjerava rastopljenu plastiku u kalup. Njegova je primarna uloga primiti ubrizgavani materijal i formirati vanjsku školjku.
| Značajka | Jezgra kalupa | Šupljina plijesni |
| Primarna funkcija | Tvori unutarnji oblik dijela | Tvori vanjski oblik dijela |
| Položaj u plijesni | Strana izbacivača (B-strana) | Sprue strana (a-strana) |
| Ključne značajke | Igle za izbacivanje, dijapozitivi, dizači | Vrata, trkači, otvori |
| Uloga u procesu | Izbacuje gotov dio | Prima ubrizganu plastiku |
| Utjecaj na dio | Utječe na unutarnje značajke, snagu i izbacivanje | Utječe na površinsku završnu obradu, teksturu i kozmetički izgled |
Utjecaj na dizajn i funkcionalnost dijela
Jezgra i šupljina imaju izravan utjecaj na dizajn konačnog dijela. Značajke na jezgri, poput rebara i šefova, ključne su za dodavanje čvrstoće ili za montažne svrhe. Dizajn jezgre također može diktirati potrebu za određenim kutovima nacrta kako bi se osiguralo da se dio može čisto izbaciti. S druge strane, strana šupljine određuje završnu površinu, teksturu i kozmetički izgled dijela. Sve nesavršenosti u šupljini bit će vidljive na konačnom proizvodu.
Postupak oblikovanja ubrizgavanja: jezgra i šupljina u akciji
Jezgra i šupljina ne sjede samo statički; Oni su dinamični partneri u vrlo sinkroniziranom proizvodnom procesu. Evo korak po korak slom kako rade zajedno:
-
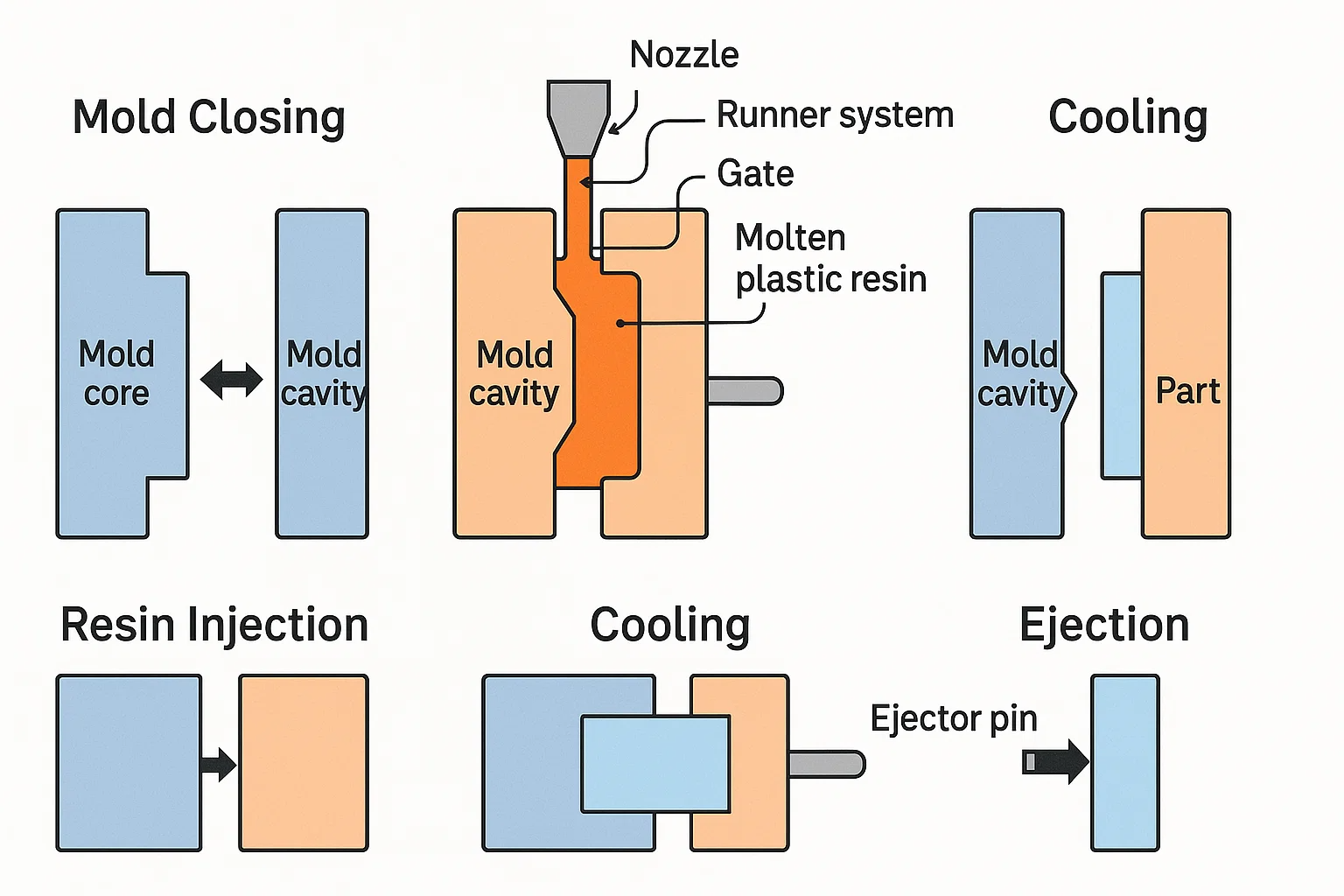
Zatvaranje kalupa: Proces započinje jezgrom kalupa i šupljinom plijesni koji se kreću jedni prema drugima dok se ne stegnu. Ova radnja stvara zapečaćenu unutarnju prazninu - oblik konačnog dijela. Točnost ovog poravnanja je kritična, jer svako neusklađivanje može uzrokovati "bljesak" (Višak materijala koji prodire duž linije razdvajanja).
-
Ubrizgavanje smole: Poljaljana plastična smola ubrizgava se pod visokim tlakom kroz mlaznicu i u kalup. Materijal prolazi kroz sistem trkača and kapija - koji su dio polovice šupljine - i ispunjava prostor između jezgre i šupljine. Jezgra pomakne smolu u obliku unutarnjeg oblika dijela, dok šupljina tvori vanjsku školjku.
-
Hlađenje: Nakon što smola ispuni kalup, posvećena rashladni sustav Cirkulira tekućinu (obično vodu ili ulje) kroz kanale i unutar jezgre i šupljine. Ovaj postupak učvršćuje plastiku izvana izvana, pri čemu jezgra i polovice šupljine djeluju kao toplotna tona kako bi se dio učinkovito ohladio.
-
Izbacivanje: Jednom kada se dio ohladi i očvrsne, kalup se otvara. A izbacivanje —Locirano na polovici jezgre - aktivira, koristeći igle za izbacivanje kako bi se novo formirani dio gurnuo s jezgre. Budući da se dio često smanjuje na jezgru tijekom hlađenja, dizajn jezgre mora se uključiti kutovi nacrta kako bi se spriječilo da se zaglavi i osigura čisto izdanje. Dio tada pada u kantu za kolekciju ili ga pokupi robotska ruka.
Razmatranja dizajna za jezgre kalupa i šupljine
Dizajn jezgre i šupljine pažljiv je proces koji diktira uspjeh konačnog dijela. Inženjeri moraju uzeti u obzir nekoliko kritičnih čimbenika kako bi osigurali funkcionalnost, proizvođavost i visokokvalitetni završetak.
Nacrt kutova i njihova važnost
A kut nacrta je lagani konus ili nagib naneseni na vertikalne zidove plastičnog dijela. Ono je ključno za čisto otpuštanje iz kalupa. Bez odgovarajućeg nacrta, dio se može držati jezgre ili šupljine, što dovodi do oštećenja, iskrivljenja ili teškog izbacivanja. Nacrt mora biti dizajniran na stranama jezgre i šupljine kako bi se osiguralo da dio ne uhvati ni na polovici dok se kalup otvara.
Dizajn kanala za hlađenje
Prikladan hlađenje je od vitalnog značaja za smanjenje vremena ciklusa i sprečavanje oštećenja poput ratne stranice i sudopera. Inženjeri dizajniraju zamršene rashladne kanale i unutar jezgre i šupljine. Ti kanali cirkuliraju tekućinu za hlađenje kako bi se ravnomjerno i brzo izvukli toplina iz rastopljene plastike, osiguravajući jednolično očvršćivanje. Dizajn ovih kanala mora biti optimiziran za geometriju dijela kako bi se izbjegle vruća mjesta.
Dizajn sustava Gating and Runner
A sistem trkača je mreža kanala koja usmjerava rastaljenu plastiku od mlaznice za ubrizgavanje u šupljinu kalupa. A kapija je točka gdje trkač susreće dio. Vrata i trkač gotovo se uvijek nalaze na šupljina na pola . Njihov je dizajn presudan za kontrolu načina na koji smola ispunjava kalup, jer utječe na protočne tragove dijela, pletene linije i ukupnu čvrstoću.
Dizajn sustava izbacivanja
A izbacivanje nalazi se isključivo na jezgra polovica kalupa. Sastoji se od igle za izbacivanje, noževa ili rukava koji guraju gotov dio s jezgre. Broj, veličina i lokacija ovih igle mora se pažljivo razmotriti da primjenjuju ravnomjerno, sprječavajući deformiranje ili oštećenje tijekom izbacivanja.
Odzračivanje razmatranja
Dok plastična smola ispunjava kalup, zrak zarobljen iznutra mora imati način za bijeg. Odzračivanje , obično dizajniran u linija za razdvajanje ili šupljina na pola , sastoji se od malih, plitkih kanala koji omogućuju izbacivanje zraka. Nedovoljno odzračivanje može dovesti do kozmetičkih nedostataka poput tragovi izgaranja i funkcionalni problemi poput Kratki snimci , gdje je dio nepotpun.
Materijali za jezgre kalupa i šupljine
Materijal odabran za jezgru i šupljinu plijesni je kritičan, jer izravno utječe na trajnost, troškove i sposobnost da se učinkovito proizvodi visokokvalitetni dijelovi. Odabir ovisi o čimbenicima poput vrste plastike koja se oblikova, potrebnom volumenu proizvodnje i složenosti dizajna dijela.
Čelik
Čelik je najčešći i najpoželjniji materijal za injekcijske kalupe, posebno za proizvodne vožnje.
-
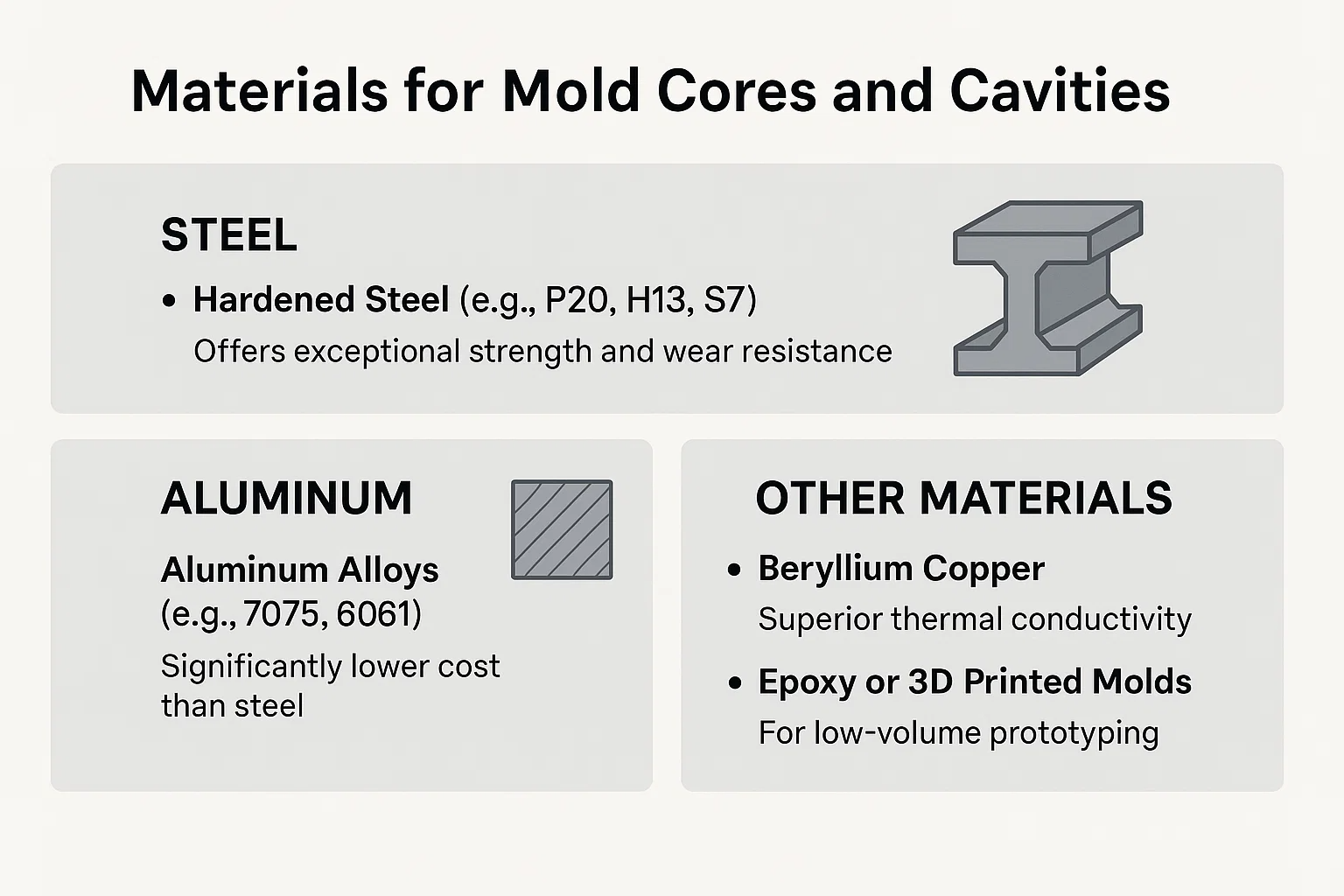
Očvršćeni čelik (npr. P20, H13, S7): Ova vrsta čelika nudi izuzetnu otpornost na čvrstoću i habanje. Idealan je za proizvodnju milijuna dijelova tijekom životnog vijeka kalupa. P20 je popularan izbor za svoju ravnotežu tvrdoće i obradivosti. H13 i S7 izvrsni su za primjene koje zahtijevaju otpornost na toplinu i pritisak. Velika tvrdoća ovih čelika omogućuje vrhunsku površinsku završnu obradu.
-
Nehrđajući čelik (npr. 420 SS): To se koristi kada je plastični materijal oblikovan korozivan ili kada se kalup koristi u vlažnom okruženju. Omogućuje izvrsnu otpornost na koroziju, što je ključno za održavanje netaknute površine kalupa.
Aluminij
Aluminijske legure (npr. 7075, 6061) često se koriste za prototipske kalupe ili za proizvodnju niskog volumena (obično ispod 100 000 dijelova).
-
Prednosti: Aluminij nudi nekoliko prednosti, uključujući znatno niže troškove od čelika i mnogo brže vrijeme obrade. Njegova izvrsna toplinska vodljivost omogućava brže hlađenje, što može smanjiti vrijeme ciklusa oblikovanja ubrizgavanja.
-
Nedostaci: Manje je izdržljiv i osjetljiviji na habanje i oštećenje od čelika. Možda nije prikladan za oblikovanje abrazivne ili plastike ispunjene staklom.
Ostali materijali
-
Berilijski bakar: Ovaj je materijal odličan izbor za umetanje plijesni ili komponente u kojima je kritično uklanjanje topline, kao što je to na područjima s debelim dijelom zida. Ima vrhunsku toplinsku vodljivost u odnosu na čelik, što ga čini idealnim za lokalizirano hlađenje.
-
Epoksi ili 3D ispisani kalupi: Za vrlo malo volumen ili brzo prototipiranje mogu se koristiti netradicionalni materijali. Oni su jeftini i brzi za proizvodnju, ali imaju vrlo ograničen životni vijek i nisu prikladni za složene ili visoko precizne dijelove.
Proizvodnja jezgara i šupljina
Proizvodnja jezgara plijesni i šupljina vrlo je precizan i specijalizirani postupak. Zahtijeva napredne strojeve i kvalificirano umijeće za transformiranje blokova sirovina u zamršene, funkcionalne komponente kalupa za ubrizgavanje. Cilj je postići izuzetno uske tolerancije i besprijekoran površinski završetak.
Procesi obrade: CNC glodanje i EDM
-
CNC mljevenje (računalna numerička kontrola): Ovo je glavna metoda za oblikovanje jezgre i šupljine. CNC strojevi koriste računalno vođene alate za rezanje za uklanjanje sloja materijala prema sloju. Oni su ključni za stvaranje osnovne geometrije, džepova i većine detaljnih značajki. Moderni CNC strojevi s više osi mogu proizvesti složene, zakrivljene površine s nevjerojatnom točnošću.
-
EDM (Električna obrada za pražnjenje): Poznat i kao Spark Machining, EDM je nekontaktni postupak koji se koristi za stvaranje značajki koje je teško ili nemoguće strogo strogo s tradicionalnim alatima za rezanje. Djeluje pomoću električnih iskre za erodiranje materijala. EDM je posebno koristan za stvaranje oštrih uglova, dubokih rebara i vrlo male, zamršene značajke u očvrsnom čeliku.
Površinski obrada i završnica
Nakon obrade, površine kalupa poliraju se i obrađuju kako bi se postigla željena tekstura i izdržljivost.
-
Poliranje: Površine kalupa poliraju se do ogledala kako bi se osiguralo da se dio lako oslobađa i kako bi se stvorila glatka površina visokog sjaja na konačnom proizvodu. Konkretno, jezgra često zahtijeva vrlo polirani završetak kako bi se pomoglo u izbacivanju.
-
Tekstura: Teksturiranje ili dodavanje zrna ili uzorka na površini kalupa često se vrši kako bi se konačnom dijelu dao određeni estetski izgled ili izgled. Ovo također može pomoći sakriti kozmetičke nedostatke poput protočnih oznaka.
-
Premazi: Premazi poput elektroležnog nikla ili kositra (titanij nitrid) primjenjuju se kako bi se povećala tvrdoća plijesni, otpornost na koroziju i podmazivanje, proširujući njegov životni vijek i smanjenje trošenja.
Kontrola kvalitete i pregled
Kroz proces proizvodnje uspostavljene su stroge mjere kontrole kvalitete. Visoko precizni instrumenti poput koordinatnih mjernih strojeva (CMMS) koriste se za provjeru jesu li dimenzije i tolerancije jezgre i šupljine točne unutar nekoliko mikrometara. Ova pažljiva inspekcija od vitalnog je značaja za osiguravanje da će plijesan proizvesti dosljedne, visokokvalitetne dijelove bez oštećenja.
Uobičajeni problemi i rješenja
Čak i s pažljivim dizajnom i proizvodnjom, oblikovanje ubrizgavanja može se susresti s uobičajenim problemima. Mnogi od ovih problema izravno su povezani s interakcijom između jezgre plijesni i šupljine plijesni.
Ratna stranica i izobličenje
Problem: Ratna stranica je deformacija plastičnog dijela nakon što se ohladi. To je obično uzrokovano neravnim stopama hlađenja. Ako se jezgra i šupljina hlade dijelom različitim brzinama, unutarnji se naponi mogu nakupljati, uzrokujući da se dio savija ili uvija.
Otopina: Najučinkovitije rješenje je optimizirati dizajn kanali za hlađenje I u jezgri i u šupljini. Osiguravanje da je hlađenje ujednačeno na cijeloj površini kalupa je neophodno. Podešavanje temperature taline, tlaka ubrizgavanja i vremena zadržavanja također može pomoći u ublažavanju unutarnjeg stresa.
Kratki pucnjevi i tragovi sudopera
Problem: A kratki snimak Javlja se kada plastična smola ne uspije u potpunosti napuniti šupljinu kalupa, što rezultira nepotpunim dijelom. To je često zbog nedovoljnog pritiska ili lošeg odzračivanja. Obrnuto, ocjene Jesu li depresije na površini dijela, uzrokovane plastičnom smanjivanjem dok se hladi, povlačeći površinu prema unutra.
Otopina: Za kratke snimke, rješenje uključuje poboljšanje odzračivanje Na šupljini kalupa kako bi se omogućilo da zarobljeni zrak pobjegne. Povećanje tlaka ubrizgavanja, brzine ili temperature taline također može pomoći. Za oznake sudopera, problem je obično rezultat debelog dijela zida ili nedovoljnog hlađenja. Otopine uključuju redizajniranje dijela na jednoliku debljinu stijenke, povećanje tlaka držanja ili poboljšanje učinkovitosti rashladnih kanala i u jezgri i u šupljini.
Problemi s izbacivanjem
Problem: Problemi s izbacivanjem nastaju kada se gotovi dio drži kalupa i ne može se čisto ukloniti. To je gotovo uvijek problem s jezgra polovica kalupa. Može biti uzrokovano nedovoljnim ili nepravilno dizajniranim kutovi nacrta , neadekvatan izbacivanje ili se dio prejako smanjuje na jezgru.
Otopina: Primarno rješenje je osigurati da svi zidovi na strani jezgre imaju pravi kut nacrta. Povećavajući broj igle za izbacivanje ili optimiziranje njihovog položaja za ravnomjernije raspodjelu sile izbacivanja također može riješiti problem. Ako je materijal sklon zalijepljenju, može se koristiti visoko polirana površinska završna obrada ili određeno sredstvo za otpuštanje kalupa.
| Problem | Vjerojatni uzrok | Otopina |
| Warpage | Neujednačeno hlađenje, unutarnji stres | Optimizirajte kanale za hlađenje, prilagodite parametre obrade. |
| Kratki snimci | Zarobljeni zrak, nizak tlak | Poboljšajte odzračivanje šupljine, povećajte tlak ubrizgavanja. |
| Ocjene | Debeli zidovi, nedovoljno hlađenje | Redizajnirajte dio za ujednačenu debljinu, povećajte pritisak držanja na šupljini. |
| Problemi s izbacivanjem | Nedovoljan kut nacrta, dio zaglavljen | Dodajte ili povećajte kutove nacrta na jezgri, dodajte više igle za izbacivanje. |
Tako
Razlika između jezgra kalupa I šupljina plijesni temeljno je za cijeli postupak oblikovanja ubrizgavanja. Iako su dvije polovice jednog alata, izvode izrazito različite, a opet komplementarne funkcije. Kalup šupljina tvori vanjski oblik dijela, definiranje njegovih vanjskih dimenzija i kozmetičke površine. Suprotno tome, kalup srž stvara unutarnji oblik i značajke, a također igra kritičnu ulogu olakšavanja izbacivanja dijela.
Zajedno, jezgra i šupljina predstavljaju srce oblikovanja ubrizgavanja, pretvarajući sirovu plastičnu smolu u precizan, gotov proizvod. Duboko razumijevanje njihovih pojedinačnih funkcija i zahtjeva za dizajn ključno je za sprječavanje uobičajenih nedostataka, optimizaciju učinkovitosti proizvodnje i u konačnici, stvaranje visokokvalitetnih plastičnih dijelova koji udovoljavaju zahtjevnim standardima.

