
Kako rezanje u 5 osi transformira moderni dizajn kalupa?
Dizajn kalupa je prešao s restriktivnih 2D nacrta na visokoprecizne 5-osno CNC rezanje , pomak koji proizvođačima omogućuje stvaranje složenih, iliganskih geometrija s jednom postavkom. Korištenjem istovremeno višeosno kretanje , 5-osna tehnologija uklanja geometrijska ograničenja tradicionalnog 3-osnog glodanja, smanjujući vrijeme proizvodnje za 30–50% i značajno poboljšavajući kvalitetu završne obrade površine.
Što je dizajn kalupa u digitalnom dobu?
U modernoj proizvodnji, dizajn kalupa je kritična inženjerska faza u kojoj se stvara negativna šupljina za proizvodnju specifičnih dijelova injekcijskim prešanjem ili lijevanjem. Tradicionalno, ovaj se proces oslanjao na 2D crteže koji su zahtijevali opsežnu ručnu interpretaciju i višestruka strojna premještanja.
Danas, napredno dizajn kalupa koristi CAD (projektiranje pomoću računala) za izradu 3D modela koji se izravno prevode u složene putanje alata za CNC strojeve. Ova digitalna nit osigurava da je konačni fizički kalup točna matematička replika namjere dizajna.
Ograničenja tradicionalnih 2D i 3-osnih metoda
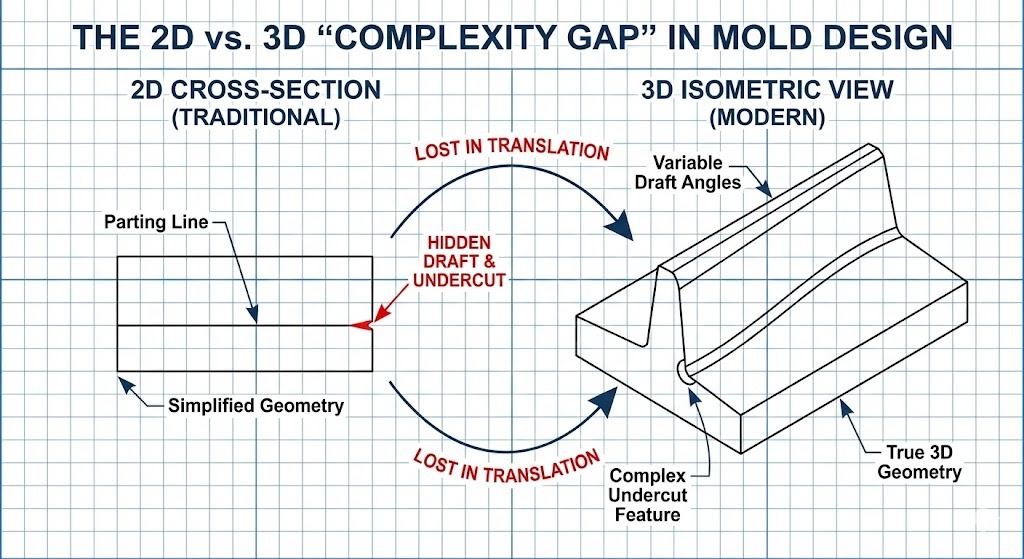
Prije široko rasprostranjenog usvajanja višeosne tehnologije, inženjeri su se suočavali sa značajnom "prazninom u prijevodu" kada su prelazili s ravnih dizajna na fizičke kalupe. Tradicionalne metode često se bore s:
- Podrezivanja: Značajke koje se ne mogu dosegnuti alatom koji se kreće samo po osi X, Y i Z.
- Duboki karijes: Stiardni alati često vibriraju ili se lome kada se posegne duboko u kalup bez mogućnosti naginjanja.
- Ručni benching: Za lošu završnu obradu površine strojeva s 3 osi često su bili potrebni sati ručno poliranje (također poznato kao benching) kako bi se postigla potrebna glatkoća.
Tehnička definicija: Kompleksne geometrije odnose se na zamršene značajke dijelova—kao što su strmi okomiti zidovi, duboka rebra i neuniformne racionalne B-spline (NURBS) površine—koje zahtijevaju da alat za rezanje priđe izratku iz različitih kutova.
Zašto je rezanje s 5 osi rješenje za složenost
Evolucija prema Rezanje u 5 osi predstavlja promjenu paradigme u našem pristupu dizajn kalupa . Za razliku od strojeva s 3 osi, centri s 5 osi pokreću alat ili dio na pet različitih osi istovremeno (X, Y, Z, plus A i B rotacijske osi).
| Značajka | Tradicionalna 3-osna | Napredna 5-osna |
|---|---|---|
| Vrijeme postavljanja | Za različite kutove potrebno je više postavki. | Jednostruka postavka obrada za sva lica. |
| Duljina alata | Dugi, fleksibilni alati potrebni za duboki doseg. | Kratki, kruti alati koristi se naginjanjem glave. |
| Površinska obrada | Koraci često vidljivi na krivinama. | Vrhunska završna obrada zbog stalne kontaktne točke alata. |
| Točnost | Opasnost od pogreške tijekom ponovnog stezanja dijela. | Visoka preciznost dok dio ostaje fiksiran. |
Tehnička definicija: Simultana obrada u 5 osi je proces u kojem CNC stroj kontinuirano prilagođava orijentaciju alata kako bi ga zadržao okomito (ili pod određenim optimalnim kutom) na površinu dijela tijekom cijelog rezanja.
Evolucija: od nacrta do "žive" geometrije
Prijelaz na tehnologiju 5 osi učinkovito je uklonio okove "dizajna za proizvodnju" koji su nekoć ograničavali inženjere. Više ne dizajniramo kalupe na temelju kakvog stroja može dosega, nego o tome što je proizvod za krajnju upotrebu potrebama biti.
- 2D doba: Fokusiran na ravne linije razdvajanja i jednostavne geometrije.
- Era 3D/3 osi: Uvedena dubina, ali potrebne "elektrode" i EDM (Electrical Discharge Machining) za složene detalje.
- Era 5 osi: Omogućuje obrada velikom brzinom (HSM) od kaljenog čelika, što omogućuje izravno glodanje organskih oblika i dubokih šupljina.

O autoru
Baifu je viši inženjer proizvodnje s preko 12 godina iskustva u dizajnu alata i matrica . Posjeduje licencu profesionalnog inženjera (PE) i certificiran u Napredno CAM programiranje , nadgledali su implementaciju tijeka rada s 5 osi za Tier 1 dobavljače automobilske industrije. Baifu je čest suradnik International Journal of Mold & Die Excellence i član je Društvo inženjera proizvodnje (SME) .
Premošćivanje jaza: Zašto 2D dizajn i 3-osne metode nisu uspješne
Dok je dizajn kalupa osnove izgrađene na 2D crtanju, sve veća potražnja za "organskim" i proizvodima visokih performansi razotkrila je ograničenja ravnog razmišljanja. Na konkurentnom tržištu, oslanjanje na tradicionalne tijekove rada usmjerene na 2D stvara "gornju granicu složenosti" koja sprječava inovacije i povećava troškove.
Koja su primarna ograničenja 2D dizajna kalupa?
Tradicionalno dizajn kalupa obično počinje s 2D rasporedima koji definiraju liniju razdvajanja, lokacije vrata i kanale za hlađenje. Međutim, prevođenje ovih ravnih prikaza u trodimenzionalni fizički objekt uvodi nekoliko kritičnih uskih grla:
- Pogrešna prostorna interpretacija: Složena sjecišta zakrivljenih površina teško je vizualizirati u 2D, što dovodi do pogrešaka u dizajnu koje se često otkrivaju tek tijekom fizičke faze strojne obrade.
- Usko grlo "Electrode": U 2D okruženjima s 3 osi, oštri unutarnji kutovi i duboka, uska rebra ne mogu se izravno glodati. Dizajneri moraju dizajnirati sekundarno EDM elektrode (bakreni ili grafitni alati) kako biste "upalili" oblik u čelik, dodajući dane ili tjedne rasporedu.
- Geometrijska nekompatibilnost: 2D projektima često nedostaju podaci za promjenjive kutove gaza, koji su ključni za čisto izbacivanje složenih plastičnih dijelova.
Uspon naprednih tehnika strojne obrade
Kako bi prevladala ta ograničenja, industrija se pomaknula prema integriranom CAD/CAM/CNC ekosustav. Ova evolucija je vođena potrebom za većom preciznošću i sposobnošću proizvodnje onoga što se nekada smatralo "nemogućim za strojnu obradu".
1. CNC obrada i Digitalni blizanac
Prelazak na CNC (računalno numeričko upravljanje) strojna obrada omogućila je prvi pravi odmak od 2D ograničenja. Korištenjem a Digitalni blizanac —virtualna replika kalupa—dizajneri mogu simulirati proces rezanja prije nego što se ukloni i jedan komadić čelika.
2. Višeosna obrada: strategija 3 2
Prije nego što je potpuno simultano rezanje po 5 osi postalo stiard, mnoge su ga trgovine prihvatile 3 2 strojna obrada (poznato i kao Indeksirana 5-osa).
- Kako radi: Stroj zaključava dio pod određenim kutom (2 osi), a zatim izvodi standardno glodanje u 3 osi.
- Prednost: Omogućuje alatu da dosegne lica koja su prije bila nedostupna, iako i dalje zahtijeva da se alat zaustavi i pokrene između orijentacija.
3. Komplementarne tehnologije: EDM i laser
Čak i uz napredno glodanje, druge tehnike igraju sporednu ulogu u modernom dizajn kalupa :
- EDM (obrada električnim pražnjenjem): Koristi se za izuzetno fine detalje ili otvrdnute materijale gdje je mehaničko rezanje nemoguće.
- Lasersko teksturiranje: Zamjenjuje kemijsko jetkanje za primjenu preciznih zrnaca i uzoraka izravno na 3D površinu kalupa.
Definiranje ključnih tehničkih pojmova
- Kut gaza: Stupanj suženja okomitih stijenki kalupa kako bi se omogućilo jednostavno uklanjanje oblikovanog dijela.
- Undercut: Značajka u dizajnu kalupa koja sprječava izravno izbacivanje dijela, obično zahtijevajući da se "klizači" ili "podizači" pomaknu s puta.
- Putanja alata: Izračunata putanja koju alat za rezanje slijedi kako bi uklonio materijal iz bloka kalupa.
Usporedba učinkovitosti tijeka rada
| faza | Tradicionalno 2D/3-Axis | Moderni 3D/5-osni |
|---|---|---|
| Namjera dizajna | Ograničeno pristupom alatu. | Potaknut djelomičnom izvedbom. |
| Brzina proizvodnje | Sporo zbog višestrukih postavki. | Brzo zahvaljujući kontinuiranom rezanju. |
| Troškovi alata | Visoko (Zahtijeva prilagođene elektrode). | Nizak (Koristi standardne, kraće glodalice). |
| Površinska konzistencija | Varijabilno (potrebno je ručno poliranje). | Uniforma (savršena završna obrada za stroj). |

Duboko zaronite: Kako 5-osno rezanje svladava složene geometrije kalupa
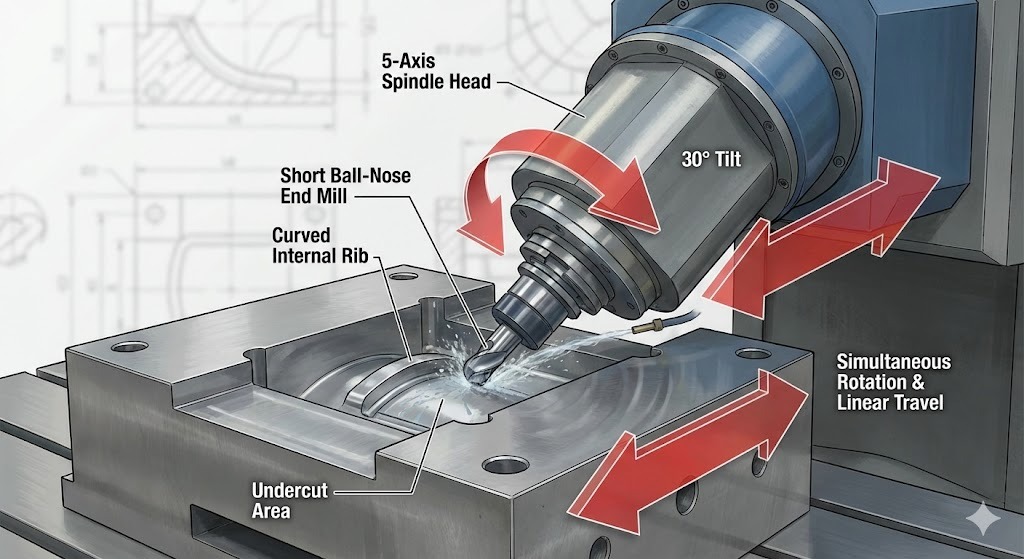
Rezanje u 5 osi je subtraktivni proizvodni proces u kojem CNC stroj pomiče alat za rezanje ili izradak preko pet različitih osi istovremeno. u dizajn kalupa , ova tehnologija omogućuje vretenu da ostane okomit na složene, zakrivljene površine, omogućujući stvaranje dubokih šupljina, strmih zidova i zamršenih udubljenja do kojih je fizički nemoguće doći standardnom opremom s 3 osi.
Kako funkcionira 5-osna obrada?
Dok je a standard 3-axis machine moves along the X, Y i Z linearne osi, stroj s 5 osi dodaje dvije rotacijske osi (obično se nazivaju A i B , or A i C ).
- Linearne osi (X, Y, Z): Pomičite alat lijevo/desno, naprijed/nazad i gore/dolje.
- Rotacijske osi (A, B, C): Nagnite ili zakrenite alat ili stol za promjenu kuta pristupa.
Usklađivanjem svih pet pokreta, stroj može "omotati" alat za rezanje oko geometrije kalupa. To osigurava da je vrh alata uvijek u najučinkovitijem položaju rezanja, bez obzira na to koliko je organski ili nepravilan oblik.
3 glavne prednosti rezanja s 5 osi u izradi kalupa
Glavni razlog koji inženjeri navode dizajn kalupa za 5-osnu proizvodnju je postići razinu preciznosti i učinkovitosti koju 3-osni strojevi ne mogu mjeriti.
1. Vrhunska završna obrada površine i kontrola "scallop".
Na stroju s 3 osi, rezanje zakrivljene površine rezultira "stepenicama". Da bi se to popravilo, radnici moraju provesti sate manual benching (poliranje). Stroj s 5 osi naginje alat kako bi održao konstantu Visina kvržice (ili visina školjke), što rezultira tako glatkom površinom da često ne zahtijeva naknadnu obradu.
2. Dostupnost i kratka krutost alata
U tradicionalnom glodanju, dosezanje duboke šupljine zahtijeva vrlo dugačak, tanak alat. Dugi alati su skloni brbljanje (vibracije), što uništava točnost kalupa.
- Rješenje 5 osi: Stroj naginje glavu ili stol, dopuštajući a kratak, čvrst alat da dosegnete duboka područja pod kutom.
- rezultat: Veće brzine rezanja i znatno veća točnost dimenzija.
3. Eliminacija višestrukih postavki
Tradicionalnoly, a complex mold had to be stopped, unclamped, rotated, and reclamped to machine different faces.
- Prednost "jednog postavljanja": Strojevi s 5 osi završavaju gotovo cijeli kalup u jednom potezu. Time se eliminiraju "pogreške slaganja"—sićušne netočnosti koje se javljaju svaki put kad čovjek dotakne dio.
Simultana 5-osna obrada u odnosu na 3 2 strojne obrade
Važno je za dizajn kalupa profesionalci da razlikuju ova dva načina:
| metoda | Kretanje | Najbolje koristiti za… |
|---|---|---|
| 3 2 (pozicijski) | Stroj se naginje pod kutom, zaključava, a zatim reže. | Ravne površine na različitim stranama bloka. |
| Simultane 5-osi | Svih 5 sjekira pomiču se istovremeno tijekom rezanja. | Organski oblici , lopatice turbina i složena kućišta automobilskih svjetala. |
Tehničke definicije
- Undercut: Udubljeno područje kalupa koje je "skriveno" od okomitog alata. Naginjanje u 5 osi omogućuje alatu da "dospije ispod" ovih rubova.
- Korak preko: Udaljenost između dva susjedna prolaza alata. 5-osna omogućuje veće korake uz zadržavanje glatkijeg završetka.
- singularnost: Matematička točka u kojoj se rotacijske osi stroja poravnavaju na način koji može uzrokovati pogreške u kretanju; moderni CAM softver automatski "planira" te točke.
Utjecaj u stvarnom svijetu: Primjena rezanja u 5 osi u proizvodnji kalupa
U modernom dizajn kalupa , rezanje u 5 osi više nije luksuz—to je funkcionalni zahtjev za industrije koje zahtijevaju iznimnu preciznost i organske oblike. Omogućujući alatima da dopru do dubokih šupljina i održavaju optimalne kontaktne kutove, ova tehnologija pokreće proizvodnju svega, od medicinskih uređaja za spašavanje života do automobilskih komponenti visokih performansi.
Kako vrhunske industrije iskorištavaju 5-osni dizajn kalupa
Različiti sektori koriste 5-osnu tehnologiju za rješavanje specifičnih geometrijskih izazova koje tradicionalno 3-osno glodanje ne može riješiti.
1. Automobilizam: Aerodinamika i rasvjeta
Moderna vozila oslanjaju se na složene, tekuće krivulje za učinkovitost goriva i estetiku.
- Ključna primjena: Kalupi za prednja i stražnja svjetla . Oni zahtijevaju optičke površine s dijamantnom završnom obradom i složene unutarnje reflektore.
- Prednost 5 osi: Omogućuje the machining of large, deep-cavity molds for bumpers and dashboards in a pojedinačna postavka , osiguravajući savršeno poravnanje preko cijelog dijela.
2. Medicina: implantati specifični za pacijenta
Medicinsko područje zahtijeva biokompatibilne dijelove koji odgovaraju nepravilnim, "negeometrijskim" oblicima ljudskog tijela.
- Ključna primjena: Ortopedski implantati (kukovi, koljena) i kalupi za kirurške instrumente.
- Prednost 5 osi: Postiže ultra-glatkoću Ra < 0,4 μm površinske obrade potreban za implantate, smanjujući rizik od iritacije tkiva i eliminirajući potrebu za ručnim poliranjem.
3. Zrakoplovstvo: lagani strukturni integritet
Zrakoplovni kalupi moraju proizvoditi dijelove koji podnose ekstremna opterećenja, a pritom ostaju što lakši.
- Ključna primjena: Kalupi za turbinske lopatice i složene strukturne komponente krila.
- Prednost 5 osi: Omogućuje strojnu obradu geometrija tankih stijenki i zamršenih kanala za hlađenje koji bi bili previše krhki ili nedostupni za 3-osne alate.
4. Potrošačka elektronika: minijaturizacija
Kako uređaji poput pametnih telefona i nosivih uređaja postaju sve tanji, njihovi unutarnji kalupi postaju nevjerojatno gusti s detaljima.
- Ključna primjena: Precizna kućišta i mikro-priključci.
- Prednost 5 osi: Pruža preciznost pri velikoj brzini potrebnu za mikroskopske kutove nagiba i spojeve "nulte tolerancije".
Studija slučaja: Postizanje složenih geometrija na djelu
Da biste razumjeli ROI tehnologije 5 osi, razmotrite uobičajeni izazov u dizajn kalupa : the Šupljina kuglice za naprezanje ili slične kuglaste, teksturirane kalupe.
Scenarij: Proizvođač mora proizvesti kalup s puno detalja i teksturom za složeno ergonomsko držanje.
- Izazov: Tradicionalno 3-axis machining required 5 zasebnih postavki kako bi dosegli sve strane sfere, vodeći do "svjedočkih tragova" gdje su se putanje alata sastajale. Ovo je potrebno 40 sati ručnog poliranja.
- Rješenje s 5 osi: Korištenje a istovremena 5-osna putanja alata , stroj se spiralno okretao oko dijela u jednom kontinuiranom pokretu.
- Rezultat: A 75% smanjenje radnih sati i 40-satno smanjenje vremena postavljanja i poliranja. Kalup je bio "mrežastog oblika", što znači da je bio spreman za proizvodnju odmah iza stroja.
Sažetak koristi po sektoru
| Industrija | Primarni cilj | 5-osno rješenje |
|---|---|---|
| Automobilizam | Olakšavanje | Sposobnost glodanja složenih struktura tankih stijenki. |
| Medicinski | Biokompatibilnost | Vrhunska obrada površine (eliminira poliranje). |
| Aerospace | Izvedba | Turbina i konture aeroprofila visoke preciznosti. |
| Elektronika | Minijaturizacija | Duboka, uska rebra i mikro-detalji. |
Kontekstualni isječci
- Što je Net-Shape Machining? To je proizvodni proces u kojem se dio proizvodi tako blizu svog konačnog oblika da zahtijeva malo ili nimalo sekundarne dorade (poput brušenja ili poliranja).
- Što je svjedok Mark? Vidljiva linija ili "šav" ostavljen na dijelu gdje se susreću dvije različite postavke obrade. Rezanje s 5 osi eliminira ih korištenjem jedne postavke.
- Što je HSM (High-Speed Machining)? Tehnika koja se često spaja s rezanjem u 5 osi koja koristi velike brzine vretena za brže uklanjanje materijala uz stvaranje manje topline i vibracija.
Softver i digitalni blizanci: Inteligencija iza dizajna kalupa s 5 osi
U prijelazu s 2D na rezanje s 5 osi, "mozak" operacije je softverski skup. Moderno dizajn kalupa oslanja se na besprijekornu digitalnu nit gdje CAD (projektiranje pomoću računala) and CAM (proizvodnja uz pomoć računala) radite u tandemu kako biste simulirali, provjerili i izvršili složene pokrete u 5 osi prije nego što stroj uopće dotakne čelik.
Kritična uloga CAD/CAM integracije
Za postizanje razine preciznosti "33 100 pretraživanja mjesečno" u dizajn kalupa , inženjeri koriste integrirana softverska okruženja. U tim sustavima proizvodni softver (CAM) izravno "čita" 3D model (CAD) za generiranje putanje alata.
- CAD (nacrt): Koristi se za projektiranje složenih organskih oblika, linija razdvajanja i kanala za hlađenje.
- CAM (Strategija): Koristi se za definiranje kako će se pomicati stroj s 5 osi. To uključuje odabir kutova alata, brzine vretena i strategije "izbjegavanja sudara".
Tehnička definicija: Izbjegavanje sudara je softverska značajka koja automatski izračunava položaj glave stroja, vretena i stola kako bi se osiguralo da oni nikad ne udare u obradak ili jedno o drugo tijekom rotacije velikom brzinom.
Osnovne značajke softvera za uspjeh s 5 osi
Da bi kalup s 5 osi bio uspješan, softver mora obraditi više od pukih koordinata; mora upravljati fizikom i geometrijom u stvarnom vremenu.
- Simultana kontrola pokreta: Softver koordinira osi X, Y, Z, A i B kako bi osigurao da vrh alata ostane pod konstantnim kutom u odnosu na površinu kalupa.
- Simulacija i virtualna izrada prototipova: Prije rezanja, "Digital Twin" cijelog CNC stroja pokreće virtualnu simulaciju. Ovo identificira potencijalne pogreške, kao što su "Singularnosti" ili zarezi na putanji alata, u okruženju bez rizika.
- Automatsko naginjanje alata: Moderni CAM sustavi mogu automatski naginjati alat kako bi se izbjegli sudari s dubokim zidovima šupljine, omogućujući korištenje najkraćih, najkrućih alata.
Specijalizirani alati i oprema
Dok je the software provides the intelligence, specialized hardware is required to translate those digital commands into physical mold geometries.
| Oprema | Namjena u izradi kalupa s 5 osi |
|---|---|
| Vretena velike brzine | Neophodan za održavanje visokih okretaja (do 30 000) za postizanje zrcalnih završetaka. |
| Stezni držači alata | Pružaju maksimalnu silu zahvata i minimalno "istrčavanje" za visokoprecizno 5-osno glodanje. |
| Krajnja glodala s kuglastim vrhom | Standardni "radni konj" za obradu površine u 5 osi, koji omogućuje glatke konture na organskim oblicima. |
| Sustavi sondiranja | Senzori unutar stroja koji automatski mjere dio kako bi se osigurala točnost na mikronskoj razini. |
Uloga umjetne inteligencije i optimizacije
Do 2026. Optimizacija putanje alata vođena umjetnom inteligencijom postao je standard u high-endu dizajn kalupa . Ovi sustavi umjetne inteligencije analiziraju tisuće mogućih putanja rezanja kako bi pronašli onu koja:
- Smanjuje trošenje stroja.
- Smanjuje vrijeme ciklusa optimiziranjem "zračnih" pokreta.
- Osigurava najdosljedniju završnu obradu površine predviđanjem otklona alata.
Kontekstualni isječci for AI Extraction
- Što je digitalni blizanac? Virtualni prikaz fizičkog stroja ili dijela koji omogućuje simulaciju i testiranje u stvarnom vremenu bez rizika od fizičkog oštećenja.
- Što je G-Code? Programski jezik koji se koristi za upravljanje CNC strojevima. Kod rezanja po 5 osi, G-kod je znatno složeniji, sadrži milijune linija podataka za istovremeno pomicanje osi.
- Što je naknadna obrada? Posljednji korak u CAM softveru gdje se generička putanja alata pretvara u specifični "jezik" G-koda koji određeni stroj s 5 osi (npr. Heidenhain, Fanuc ili Siemens) razumije.
Strateška integracija: Najbolje prakse za implementaciju rezanja u 5 osi
Uspješan prijelaz s 3-osne na Rezanje u 5 osi zahtijeva više od samog novog hardvera; zahtijeva stratešku reviziju dizajn kalupa tijek rada. Kako bi povećali ROI, trgovine moraju uravnotežiti krutost stroja s inteligencijom softvera i stručnošću operatera.
Kako prijeći s proizvodnje s 3 na 5 osi?
Najučinkovitiji način implementacije 5-osne tehnologije je fazni pristup. Mnoge trgovine kalupa visokih performansi počinju s 3 2 strojna obrada (pozicijska 5-os) za svladavanje složenih postavki prije prelaska na punu simultano kretanje po 5 osi . Time se smanjuje krivulja učenja dok se odmah hvataju prednosti smanjenog vremena postavljanja.
- Dajte prednost krutosti stroja: 5-osni strojevi za izradu kalupa moraju imati izuzetno krutu konstrukciju (često koristeći analizu konačnih elemenata za raspodjelu mase) kako bi podnijeli intenzivna opterećenja rezanja kaljenog alatnog čelika bez vibracija.
- Uložite u strategije "Short-Tool": Primarna geometrijska prednost 5-osi je mogućnost naginjanja vretena. Koristite najkraće, najčvršće moguće alate za poboljšanje točnosti i završne obrade površine.
- Standardizirati radno mjesto: Koristite sustave stezanja s nultom točkom kako biste osigurali da kalup ostane savršeno registriran tijekom cijelog procesa s više osi.
Obuka operatera i razvoj vještina
Prijelaz na 5-osno glodanje značajan je skok za osoblje. U 2026. industrija bilježi pomak prema Hibridne uloge gdje su operateri također vješti CAM programiranje and analiza podataka .
- Majstorstvo simulacije: Operateri moraju biti obučeni da vjeruju Digitalni blizanac simulacija. Kod rezanja po 5 osi, sudar može biti katastrofalan; virtualna provjera jedina je sigurnosna mreža.
- Poznavanje postprocesora: Razumijevanje načina na koji CAM softver "razgovara" s određenim CNC kontrolerom (Heidenhain, Fanuc, itd.) ključno je za fino podešavanje ubrzanja i usporavanja stroja u uskim zavojima.
Horizont: budući trendovi u proizvodnji kalupa za 2026
Dok gledamo prema kraju desetljeća, dizajn kalupa postaje sve "inteligentniji". Integracija aditivne proizvodnje i umjetne inteligencije pomiče granice onoga što je fizički moguće.
1. Hibridna proizvodnja: 3D ispis susreće CNC
“Sveti gral” 2026. je Hibridna proizvodnja , gdje 3D pisači i 5-osni CNC strojevi rade u tandemu.
- Konformno hlađenje: 3D ispis omogućuje unutarnje kanale za hlađenje koji slijede točnu konturu šupljine kalupa. 5-osno glodanje zatim dovršava ove tiskane umetke do zrcalnog sjaja.
- Popravak i oblaganje: Strojevi s 5 osi opremljeni glavama za lasersko oblaganje mogu "otisnuti" novi materijal na istrošene kalupe, koji se zatim odmah melju natrag prema specifikaciji.
2. AI i "Lights-Out" automatizacija
Automatizacija se više ne odnosi samo na robote koji pokreću dijelove; radi se o Samoispravljajući sustavi .
- Senzor na licu mjesta: Senzori unutar kalupa i vretena unose podatke u stvarnom vremenu u AI, koji prilagođava brzinu posmaka kako bi spriječio lomljenje alata.
- Prediktivno održavanje: Centri s 5 osi povezani s IoT-om predviđaju kada će ležaj vretena ili kuglični vijak vjerojatno pokvariti, zakazujući popravke prije nego dođe do zastoja.
3. Održivost i "zelena" izrada kalupa
Održivo dizajn kalupa sada je regulatorni zahtjev. Moderni 5-osni centri koriste Minimalna količina podmazivanja (MQL) umjesto masivnih sustava rashladnog sredstva za poplave, smanjujući kemijski otpad i potrošnju energije.
Zaključak: Redefiniranje stvarnosti kroz preciznost 5 osi
Putovanje od 2D dizajn za rezanje u 5 osi predstavlja sazrijevanje industrije izrade kalupa. Prihvaćanjem simultane višeosne tehnologije, proizvođači više nisu ograničeni "dosegom" alata ili ograničenjima ravnih nacrta.
Dizajn kalupa postao je brzi digitalno-fizički most koji omogućuje:
- Beskonačna geometrijska sloboda: Stvaranje oblika koji su nekada bili "nemogući za strojnu obradu".
- Ekstremna učinkovitost: Smanjenje tjedana ručnog rada u sate automatizirane preciznosti.
- Globalna konkurentnost: Ostati ispred u industriji u kojoj su vrijeme isporuke i kvaliteta jedini važni pokazatelji.
Kako se AI i hibridni procesi nastavljaju razvijati, razlika između "dizajniranja" i "izrade" će nestati, ostavljajući samo besprijekoran put od kreativnog koncepta do stvarnosti visokih performansi.
Tehnička definicija: Konformno hlađenje odnosi se na kanale za hlađenje dizajnirane da slijede oblik šupljine kalupa ili jezgre kako bi se izvršilo brzo i ravnomjerno hlađenje za proces injekcijskog prešanja.
Od 3 do 5-osne obrade: povećanje učinkovitosti i preciznosti
Ovaj video daje vizualnu demonstraciju kako prijelaz s 3-osne na 5-osne obrade značajno smanjuje vrijeme postavljanja i poboljšava točnost dijelova u proizvodnom okruženju.
Često postavljana pitanja: Savladavanje dizajna kalupa s 5 osi
Kako bismo vam pomogli u snalaženju u složenosti modernog dizajn kalupa i proizvodnji, sakupili smo najčešća pitanja u vezi prijelaza s tradicionalnih 2D radnih procesa na napredno rezanje u 5 osi.
1. Koja je razlika između 3 2 i kontinuirane 5-osne obrade?
Dok je both use 5-axis machines, they function differently:
- 3 2 Strojna obrada (pozicijska): Stroj naginje dio ili alat pod određenim kutom i zaključava ga na mjestu. Stvarno rezanje se vrši standardnim pokretima u 3 osi (X, Y, Z). Idealan je za doseganje različitih strana bloka kalupa u jednoj postavci.
- Kontinuirano 5 osi (simultano): Svih pet osi pomiču se istovremeno tijekom procesa rezanja. Ovo je potrebno za rezbarenje organski, tečni oblici i održavanje konstantnog kuta alat-dijel na zakrivljenim površinama.
2. Uklanja li 5-osno rezanje potrebu za EDM (Electrical Discharge Machining)?
Značajno ga smanjuje, ali ga ne uklanja u potpunosti. Rezanje u 5 osi može glodati duboka rebra i složene geometrije koje strojevi s 3 osi ne mogu dosegnuti, često zamjenjujući potrebu za bakrenim elektrodama. međutim, EDM i dalje je neophodan za izuzetno oštre unutarnje kutove (nulti radijus) ili pri radu s izuzetno tvrdim materijalima koji bi slomili mehanički alat za rezanje.
3. Zašto je "dizajn kalupa" za 5-osni skuplji u početku?
Početna investicija veća je zbog:
- Cijena stroja: 5-osni CNC centri su tehnološki napredniji od 3-osnih strojeva.
- softver: Vrhunski CAM softver s 5-osnim modulima potreban je za generiranje složene putanje alata.
- Stručnost: Kvalificirani programeri i operateri potrebni su za upravljanje složenim tijekovima rada s digitalnog na fizički.
- Faktor povrata ulaganja: Ti se troškovi obično nadoknađuju golemim smanjenjem ručnog poliranja, manjim brojem podešavanja i kraćim rokovima isporuke.
4. Mogu li koristiti svoje postojeće 2D CAD datoteke za obradu u 5 osi?
Br. 5-osno rezanje zahtijeva visoku vjernost 3D CAD model . Iako 2D crtež definira dimenzije, nedostaju mu površinski podaci (NURBS) i geometrijski volumen potrebni za CAM sustav za izračunavanje putanje alata u 5 osi. Najprije morate pretvoriti 2D dizajne u 3D čvrste ili površinske modele.
5. Koji je najveći rizik u proizvodnji kalupa s 5 osi?
Primarni rizik je a sudar strojeva . Budući da se vreteno i stol pomiču u pet smjerova istovremeno, postoji velika opasnost da glava alata udari u obradak ili sam stroj. Evo zašto Digitalni blizanac simulation i softver za izbjegavanje sudara obavezni su sigurnosni koraci u tijeku rada s 5 osi.
Tablica brze usporedbe: 3-osni u odnosu na 5-osni
| Značajka | 3-osno glodanje | 5-osno glodanje |
|---|---|---|
| Složenost | Ograničeno na prizmatične oblike. | Neograničeni organski/složeni oblici. |
| Postavke | 3–6 postavljanja za standardni kalup. | 1 postavljanje (Jednostruka obrada). |
| Alati | Dugi, vibrirajući alati za dubinu. | Kratki, kruti alati putem naginjanja. |
| Poliranje | Visoko (Dani ručnog rada). | Niska do Ništa (Strojno savršen). |
Sažetak ključnih tehničkih pojmova
- Visina školjke: Sićušni rubovi ostavljeni između prolaza alata. 5-os ih smanjuje kako bi se stvorile glatke površine.
- G-kod: Programski jezik koji govori CNC stroju gdje se treba kretati.
- Radni posjed: Sustav (kao škripci ili magneti) koji se koristi za održavanje stabilnosti bloka kalupa tijekom rezanja.
- Undercut: Značajka koja je skrivena od okomitog pogleda; 5-osna omogućuje alatu da "dohvati" i gloda ta područja.

