
Uvod u umetanje pretega
U ogromnom krajoliku moderne proizvodnje, sposobnost integriranja različitih materijala u jednu, visoku performansu je presudna prednost. Tradicionalne metode montaže često uključuju više koraka, pričvršćivača i ljepila, što dovodi do povećane složenosti, većih troškova i potencijalnih točaka neuspjeha. Tu se umetanje prevladavanja pojavljuje kao transformativno rješenje, nudeći pojednostavljen i učinkovit put do stvaranja sofisticiranih, multi-materijalnih dijelova.
Bez obzira jeste li inženjer koji dizajnira sljedeću generaciju medicinskih uređaja, automobilski dizajner koji traži poboljšanu estetiku i funkcionalnost ili programer proizvoda s ciljem veće trajnosti robe široke potrošnje, razumijevanje prevladavanja umetanja je najvažnije.
Što je umetanje prevladavanja?
U svojoj srži, Umetnite nadmoćno je specijalizirani postupak oblikovanja ubrizgavanja gdje se unaprijed formirana komponenta, poznata kao "umetak", stavlja u šupljinu plijesni, a zatim se rastopljeni termoplastični ili termoset materijal ubrizgava preko, oko njega ili kroz njega. Umetak postaje sastavni dio konačnog oblikovanog proizvoda, stvarajući jednu, kohezivnu jedinicu s poboljšanim svojstvima ili funkcionalnošću.
Zamislite to kao ugradnju jednog materijala unutar drugog kako biste postigli sinergistički učinak. Umetak, često izrađen od metala, različite plastične, keramičke ili čak elektroničke komponente, pruža specifične karakteristike poput čvrstoće, električne vodljivosti ili taktilnog osjećaja, dok prekriveni materijal obično nudi svojstva poput ergonomije, mogućnosti brtvljenja, izolacije ili estetike. Rezultat je hibridna komponenta koja koristi najbolje atribute oba materijala, često nadmašujući ono što bi se moglo postići bilo kojim materijalom.
Prednosti prevladavanja umetanja
Strateško prihvaćanje prevladavanja umetanja nudi mnoštvo uvjerljivih prednosti koje pokreću svoju široku upotrebu u različitim industrijama:
Poboljšane performanse i funkcionalnost dijela: Kombinirajući materijale s različitim svojstvima (npr., Kruti metal za čvrstoću, meku plastiku za hvatanje), nadmoćno je stvaranje dijelova s vrhunskim mehaničkim, električnim, toplinskim ili estetskim karakteristikama.
Konsolidirani dijelovi i smanjeni sklop: Prekomjerno uklanja potrebu za odvojenim koracima sklopa, pričvršćivačima (vijcima, zakovicama) ili ljepila, značajno pojednostavljujući proizvodne procese, smanjujući troškove rada i minimiziranje zaliha.
Poboljšana estetika i ergonomija: Prekomjerni touch mogu pružiti udobne hvataljke, prigušivanje vibracija i atraktivne završne obrade, poboljšati korisničko iskustvo i privlačnost proizvoda. Kombinacije boja također su lako ostvarive.
Povećana trajnost i pouzdanost: Intimna veza između umetka i prekriženog materijala često rezultira robusnijim i pouzdanijim dijelom, smanjujući vjerojatnost labavljenja, zveckanja ili preuranjenog trošenja u usporedbi sa sastavljenim komponentama.
Smanjenje troškova: Iako početni troškovi alata mogu biti veći, dugoročna ušteda od smanjenog vremena sastavljanja, manje komponenti za upravljanje i niže stope otpada često dovode do značajne ukupne troškovne učinkovitosti.
Fleksibilnost dizajna: Prevladavanje omogućuje dizajnerima da stvaraju složene geometrije i integriraju značajke koje bi bile izazovne ili nemoguće s jednostavnim oblikovanjem ili tradicionalnim montažama. Omogućuje stvaranje hermetičkih brtvila, integriranog kruga i robusnih mehaničkih veza.
Primjene umetnice nadmašivanja

Svestranost prevladavanja umetanja učinila ga je neophodnim procesom u gotovo svakom sektoru moderne proizvodnje. Njegova sposobnost stvaranja multifunkcionalnih komponenti visokih performansi znači da naiđete na prekrivene dijelove u bezbroj svakodnevnih predmeta. Iako ćemo ih kasnije detaljnije istražiti, neki istaknuti primjeri uključuju:
Automobilska industrija: Ručice za pomicanje zupčanika, komponente unutarnjih obloga, kućišta senzora, žičane kabelske pojaseve, elemente upravljača i brojne primjene ispod kapuljače gdje metalni umeci zahtijevaju zaštitni ili izolacijski plastični sloj.
Medicinski uređaji: Kirurške ručke s instrumentima, komponente dijagnostičke opreme, konektori za medicinske cijevi i nosivi uređaji koji zahtijevaju biokompatibilne materijale u kombinaciji s krutim strukturama.
Potrošački proizvodi: Električne ručke za četkice za zube, pričvršćivanje alata za napajanje, kuhinjske ručke za pribor, kućišta elektroničkih uređaja (npr. Daljinski upravljač, pametni kućni uređaji) i proizvodi za osobnu njegu gdje je poželjan mekani dodir ili estetski završetak.
Industrijske komponente: Brtve i brtve, rodnici, nosači, upravljački gumbi, električni priključci i komponente koje zahtijevaju izolaciju vibracije ili kemijsku otpornost u teškim okruženjima.
Postupak prevladavanja umetanja
Razumijevanje teorijskih prednosti prevladavanja umetanja je jedna stvar; Razumijevanje praktičnih koraka je još jedan. Proces, iako konceptualno jednostavan, zahtijeva preciznost, specijaliziranu opremu i pažljivo razmatranje nekoliko varijabli za postizanje uspješnih, visokokvalitetnih rezultata.
Detaljni vodič za postupak prevrtanja
Iako varijacije postoje na temelju složenosti dijelova i volumena proizvodnje, postupak prevladavanja jezgre općenito slijedi ove ključne faze:
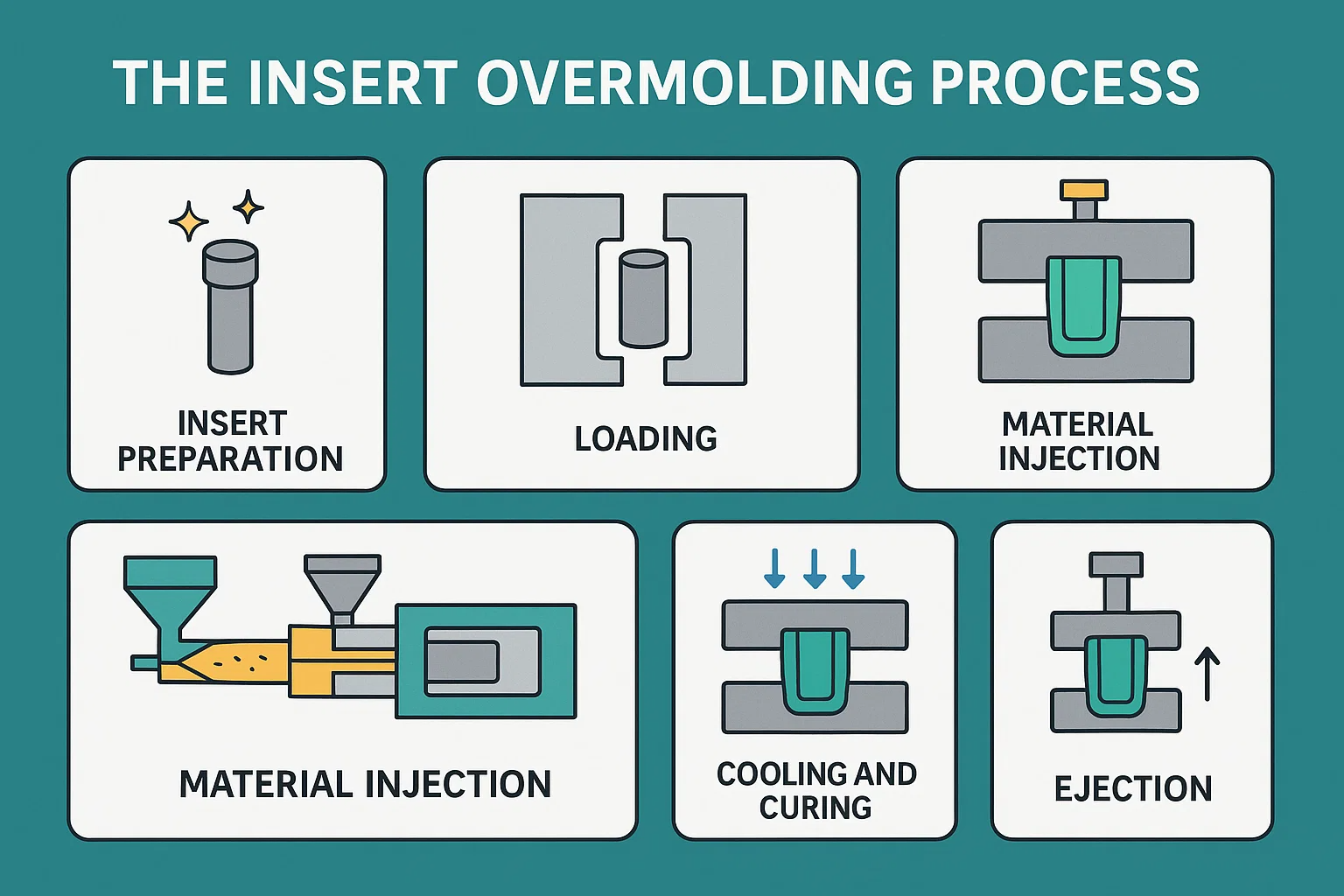
Umetnite pripremu:
Čišćenje: Umetak se mora pažljivo očistiti kako bi se uklonili bilo kakva onečišćenja (ulja, prašina, oksidi) koji bi mogli ometati prianjanje s prekriženim materijalom. To bi moglo uključivati odmašćivanje, ultrazvučno čišćenje ili druge tehnike pripreme površine.
Pred-liječenje (neobavezno, ali preporučeno): Ovisno o kombinaciji materijala i željenoj čvrstoći veze, površina umetka može proći prethodno liječenje. To može uključivati tretman u plazmi, tretman plamena, mehaničku abraziju ili primjenu promotora prajmera/ljepila za poboljšanje kemijskog ili mehaničkog vezanja.
Učitavanje: Pripremljeni umetak tada se precizno učitava u šupljinu kalupa. To može ručno učiniti operater, robotski za proizvodnju velikog količine ili kroz automatizirani sustav za odabir i mjesto. Šupljina kalupa dizajnirana je s značajkama za sigurno držanje umetka na mjestu tijekom ubrizgavanja.
Zatvaranje kalupa:
Jednom kada se umetak pravilno postavi, kalup za ubrizgavanje zatvara se i steže se pod visokim tlakom. To osigurava da su polovice kalupa čvrsto zapečaćene, sprječavajući curenje materijala i održavanje dimenzija dijela.
Ubrizgavanje materijala:
Poljaljana plastika (termoplastična ili termoset) ubrizgava se pod visokim tlakom u šupljinu kalupa, teče okolo i inkapsulirajući umetak. Parametri ubrizgavanja (temperatura, tlak, brzina) pažljivo se kontroliraju kako bi se osiguralo potpunu punjenje, pravilno vezanje i minimalni napon na umetu. Materijal teče u prostor između umetka i zidova šupljine kalupa.
Hlađenje i liječenje:
Za termoplastiku se rastopljeni materijal hladi i učvršćuje unutar šupljine kalupa. Kalup se često kontrolira temperaturom kako bi se olakšalo jednolično hlađenje i spriječilo iskrivljenje ili unutarnje napone.
Za termosete, materijal prolazi kroz kemijsku reakciju (očvršćivanje) unutar grijane šupljine plijesni, umrežavanje kako bi tvorio krutu, nepovratnu strukturu.
Izbacivanje:
Jednom kada se preplavljeni dio dovoljno ohladi (ili izliječi u slučaju termoseta), kalup se otvara. Igle izbacivača obično guraju gotov dio iz šupljine kalupa. Morate paziti da se dio izbacuje bez oštećenja, pogotovo ako je sam umetnik osjetljiv.
Post-obrada (neobavezno):
Ovisno o zahtjevima dijela, možda će biti potrebna manja naknadna obrada, poput raspada (uklanjanje sustava trkača), uklanjanja bljeskalice ili daljnjih završnih operacija.
Vrste prevladavanja
Iako temeljna načela ostaju dosljedna, prevladavanje se može izvesti različitim metodama, prvenstveno se razlikuje načinom na koji se primjenjuje materijal koji prevladava:
Umetnite prevladavanje (jednosmjerni):
Ovo je gore opisana najčešća metoda. Prenapravljeni umetak stavlja se u standardni kalup za ubrizgavanje, a oko njega se ubrizgava jedan snimak rastopljene plastike. Često se koristi za kombinacije metala do plastike ili plastike do plastike.
Multi-shot (dvostrani / multi-materijalni) prevladavanje:
Ovaj napredni postupak uključuje dvije ili više injekcijskih jedinica na jednom stroju za kalupe. Prvi materijal (često kruti supstrat ili prvi prekriveni sloj) je oblikovan. Zatim se ili kalup okreće, ili robotska ruka prenosi djelomično oblikovani dio u drugu šupljinu unutar istog alata za kalup. Drugi se materijal ubrizgava preko prvog, stvarajući bešavni, višestruki dio u jednom ciklusu bez ručnog rukovanja. Ovo je idealno za meke dodirne hvataljke (npr., Kruta plastična baza s TPE prekrivanjem) ili stvaranje višebojnih dijelova.
Oznaka u molbu (IML) / Ukratko ukras (IMD):
Iako tehnički ne "prevladavaju" u tradicionalnom osjećaju inkapsulacije strukturnog umetka, IML/IMD je srodan proces u kojem se prethodno ispisana naljepnica ili ukrasni film stavlja u šupljinu kalupa prije ubrizgavanja. Poljaljana plastika ubrizgava se iza naljepnice, trajno je spajajući na površini dijela, što rezultira trajnom grafikom ili završnom obradom otpornom na ogrebotine.
Kompresija prevladavanje:
Manje uobičajeno za krutu plastiku, ali relevantno za materijale poput tekuće silikonske gume (LSR). Ovdje se unaprijed formirani umetak stavlja u otvoreni kalup, a zatim se u šupljinu stavlja unaprijed izmjerena količina bez izjednačenog materijala. Kalup se zatim zatvara, komprimirajući materijal oko umetka i pokrećući postupak stvrdnjavanja.
Alati i oprema
Uspješno umetanje prevladavanje u velikoj mjeri oslanja se na precizno inženjerirano alat i specijaliziranu opremu:
Stroj za oblikovanje ubrizgavanja: Koristi se standardni stroj za ubrizgavanje, ali mora biti na odgovarajući način veličine za dio i imati dovoljnu silu stezanja. Za višestruke prevladavanja potreban je specijalizirani stroj s više bačve ili rotacijskog ploča.
Umetnite Alat za nadmašivanje (kalup): Ovo je najkritičnija komponenta. Kalup je prilagođen određenim značajkama:
Sigurno držite umetak: Često koristeći igle, detente ili prilagođene šupljine koje savršeno gnijezde umetak, sprječavajući kretanje tijekom injekcije.
Upravljanje protokom materijala: Kapije, trkači i otvori dizajnirani su tako da osiguravaju da materijal koji prevladava ravnomjerno teče oko umetka bez oštećenja ili stvaranja praznina.
Olakšati izbacivanje: Igle izbacivača strateški su postavljene da završeni dio odgurnu iz kalupa bez oštećenja umetka ili nadmoćnog.
Prilagodite rotacije/transfere plijesni (za višestruke snimke): Ako je postupak s više pogotaka, dizajn kalupa uključivat će mehanizme za rotiranje ploča ili robotskog prijenosa dijela.
Automatizirani sustavi za umetanje umetnice (neobavezno): Za proizvodnju visokih količina, roboti ili automatizirani sustavi za odabir i mjesta precizno umeću umetnice u šupljinu kalupa, poboljšanje vremena ciklusa i smanjenje troškova rada.
Sustavi rukovanja materijalima: Oprema za sušenje plastičnih peleta, unošenje ih na stroj za ubrizgavanje i rukovanje regresiranjem.
Jedinice za kontrolu temperature (TCUS): Koristi se za održavanje preciznih temperatura plijesni, što je ključno za dosljednu kvalitetu dijela, prianjanje i vrijeme hlađenja.
Oprema nakon obrade: Alati za degaliranje, obrezivanje ili druge sekundarne operacije.
Razmatranja dizajna za prevladavanje umetanja
Uspješno umetanje prevladavanja počinje mnogo prije nego što se ubrizgava bilo koji materijal. Počinje pažljivim dizajnom. Interakcija između umetka, materijala za nadmoć i alata kalupa je složena, a previjanje ključnih načela dizajna može dovesti do skupih izazova u proizvodnji, ugroženih performansi dijela ili izravnog neuspjeha. Ovaj odjeljak opisuje kritična razmatranja dizajna i za umetak i za prekriveni dio.
Principi geometrije i dizajna dijela
Ukupna geometrija i umetka i prekrivene plastike igra glavnu ulogu u uspjehu procesa i konačnoj kvaliteti.
Umetni dizajn:
Krutost i stabilnost: Umetak mora biti dovoljno krut da podnese sile injekcijskog oblikovanja (visoki tlak, temperatura, rastopljeni plastični protok) bez deformiranja ili prebacivanja unutar kalupa. Tanki, lepršavi umetci skloni su savijanju ili pomicanju.
Značajke za zadržavanje: Dizajnirajte umetak sa značajkama koje promiču mehaničko međusobno blokiranje. To bi moglo uključivati:
Undercuts/prolazne rupe: Materijal koji se prekriva može proći u ove značajke, stvarajući snažno mehaničko blokiranje koje sprječava izvlačenje umetka.
Knurling, žljebovi, rebra: Ove površinske teksture ili geometrije pružaju povećanu površinu i točke sidra za prianjanje materijala koji se prevlada.
Kartice ili prirubnice: Može pomoći u osiguranju položaja umetka u kalupu i osigurati dodatnu površinu za povezivanje.
Glatki prijelazi: Izbjegavajte oštre uglove ili nagle promjene debljine na umetu koje bi mogle stvoriti koncentracije napona u prekriženom materijalu ili uzrokovati turbulentni protok.
Razmotrite površinski završetak: Gruža površina na umetu općenito potiče bolje mehaničko vezivanje. Međutim, treba biti dosljedan i kontroliran.
Preotkriveni dizajn dijela:
Ujednačena debljina stijenke: Cilj dosljedne debljine stijenke u prekriženoj plastici oko umetka. Različite debljine mogu dovesti do diferencijalnog hlađenja, iskrivljenja, tragova sudopera i zaostalih napona, posebno problematičnih pri inkapsuliranju umetka. Ako su varijacije neizbježne, osigurajte glatke prijelaze.
Inkapsulacija nasuprot djelomičnom nadmoćnosti: Jasno definirajte koliko umetka treba inkapsulirati. Potpuna enkapsulacija nudi maksimalnu zaštitu i vezanje, dok djelomično nadvladavanje (npr. Prianjanje na ručici alata) zahtijeva pažljivo razmatranje prijelazne linije i potencijalnih točaka stresa.
Smanjite koncentraciju stresa: Izbjegavajte oštre kutove, nagle promjene u debljini materijala ili značajke koje bi mogle koncentrirati stres, posebno na sučelju umetka i prekriženog. Koristite velikodušne radijuse.
Debljina zida i dizajn rebra
Ti su elementi ključni i za strukturni integritet i učinkovitost procesa:
Preopterećena debljina zida:
Minimalna debljina: Osigurajte da postoji dovoljno debljine materijala koji okružuje umetak. Previše tanki, a materijal ne može teći na odgovarajući način, što dovodi do praznina, loše kapsulacije ili slabih veza. Također povećava rizik od oštećenja umetka od tlaka ubrizgavanja.
Termičko širenje: Računaju za različite koeficijente toplinske ekspanzije umetka i materijala za nadmašivanje. Dovoljna debljina stijenke može pomoći u ublažavanju napona uzrokovanih diferencijalnim skupljanjem tijekom hlađenja.
Inkapsulirane značajke: Ako umetak ima značajke koje je potrebno u potpunosti zatvoriti (npr. Električni pin), osigurajte da postoji dovoljno materijala da ga u potpunosti pokrije i pruži odgovarajuću izolaciju/zaštitu.
Dizajn rebra (za prekriveni materijal):
Ojačanje: Rebra se koriste za dodavanje čvrstoće i krutosti prekriženoj plastici bez povećanja ukupne debljine stijenke, čime se smanjuje upotreba materijala i vrijeme hlađenja.
Plasman: Postavite rebra strateški za podršku prekriženom materijalu, posebno tamo gdje prelazi iz umetka ili gdje je potrebna dodatna krutost.
Debljina: Debljina rebara u bazi obično bi trebala biti 50-60% nominalne debljine stijenke kako bi se izbjegle tragove sudopera. Koristite velikodušno zračene prijelaze na kojima se rebra susreću s glavnim zidom.
Nacrt: Uvijek ugradite kutove nacrta na rebra kako biste olakšali lako izbacivanje iz kalupa.
Mjesto i odzračivanje vrata
Pravilni dizajn vrata i odzračivanja najvažniji su za uspješan protok materijala i kvalitetu dijela.
Mjesto vrata:
Daleko od umetaka: U idealnom slučaju, stavite vrata od izravnog kontakta s umetnicom, posebno osjetljivim ili osjetljivim umetcima (poput elektronike). Izravno ometanje rastaljene plastike može uzrokovati oštećenje umetanja, pomicanje ili neravnomjerno vezivanje.
Ujednačen tok: Položaj vrata za promicanje ujednačenog protoka materijala oko umetka, minimiziranje linija zavara i osiguravanje potpune inkapsulacije.
Minimiziranje stresa smicanja: Izbjegavajte lokacije vrata koje stvaraju prekomjerni smicalni napon na rastaljenom materijalu dok teče oko umetka, što može smanjiti svojstva materijala.
Estetika: Razmotrite ostatak vrata na završnom dijelu u kozmetičke svrhe.
Odzračivanje:
Zračne zamke: Kako rastopljena plastika ispunjava kalup, zrak se mora dopustiti da pobjegne. Loše odzračivanje dovodi do zračnih zamki, što može uzrokovati tragove opeklina, praznine, nepotpune ispune (kratki pucnjevi) i oslabiti vezu na umetak.
Strateški plasman: Otvori trebaju biti postavljeni na posljednjim područjima za punjenje, posebno u slijepim uglovima ili područjima na kojima se zrak može zarobiti oko umetka.
Odzračivanje džepa za umetanje: Često je potrebno odzračiti određeni džep u kalupu u kojem se nalaze umetak kako bi se spriječilo da zrak postane zarobljen između umetka i prekrivenog materijala.
Nacrt kutova i podrezanja
Ove karakteristike kalupa izravno utječu na trošak izbacivanja dijela i alata.
Nacrt kutova:
Bitno za izbacivanje: Nanesite odgovarajuće kutove nacrta (konus) na sve vertikalne zidove prekriženog dijela koji su paralelni s smjerom otvaranja kalupa. To omogućava da se dio lako izbacuje iz kalupa bez lijepljenja ili stvaranja povlačenja.
Minimalni preporučeni nacrt : Obično se preporučuje najmanje 0,5 do 1 stupnjeva po strani, ali može biti potrebno više za dublje dijelove, teksturirane površine ili mekše materijale.
Razmotrite nacrt umetka: Ako sam umetnik ima nacrt, osigurajte da ga nadopunjava prekriveni nacrt dijela.
Undercuts:
Izbjegavajte ako je moguće: Podcjenjive u prekrivenoj plastici (značajke koje sprječavaju izravno izvlačenje iz kalupa) općenito se treba izbjegavati jer zahtijevaju složeno i skupo sredstvo (npr. Slajdove, dizače ili mehanizmi odvrtanja).
Strateška upotreba : Ako su podrezi apsolutno potrebni (npr. Za mehaničko isprepletanje s umetanjem), moraju biti pažljivo dizajnirani.
Umetnite podrez za povezivanje: Kao što je spomenuto, podrezi na umetu vrlo su poželjni za mehaničko isprepletanje, ali oni ne zahtijevaju nužno složen alat za sam prekriveni dio, jer plastika teče u te značajke.
Odabir materijala za prevladavanje umetanja
Srce uspješnog umetka prevladavanja leži u inteligentnom izboru materijala. Postizanje snažne, izdržljive i funkcionalne integrirane komponente zahtijeva pažljivo razmatranje svojstava, kompatibilnosti i karakteristika adhezije i materijala za umetanje i materijala koji prekriži. Ovaj će vas odjeljak voditi kroz postupak odabira prave kombinacije.
Odabir pravih materijala za umetke i prekrivanje
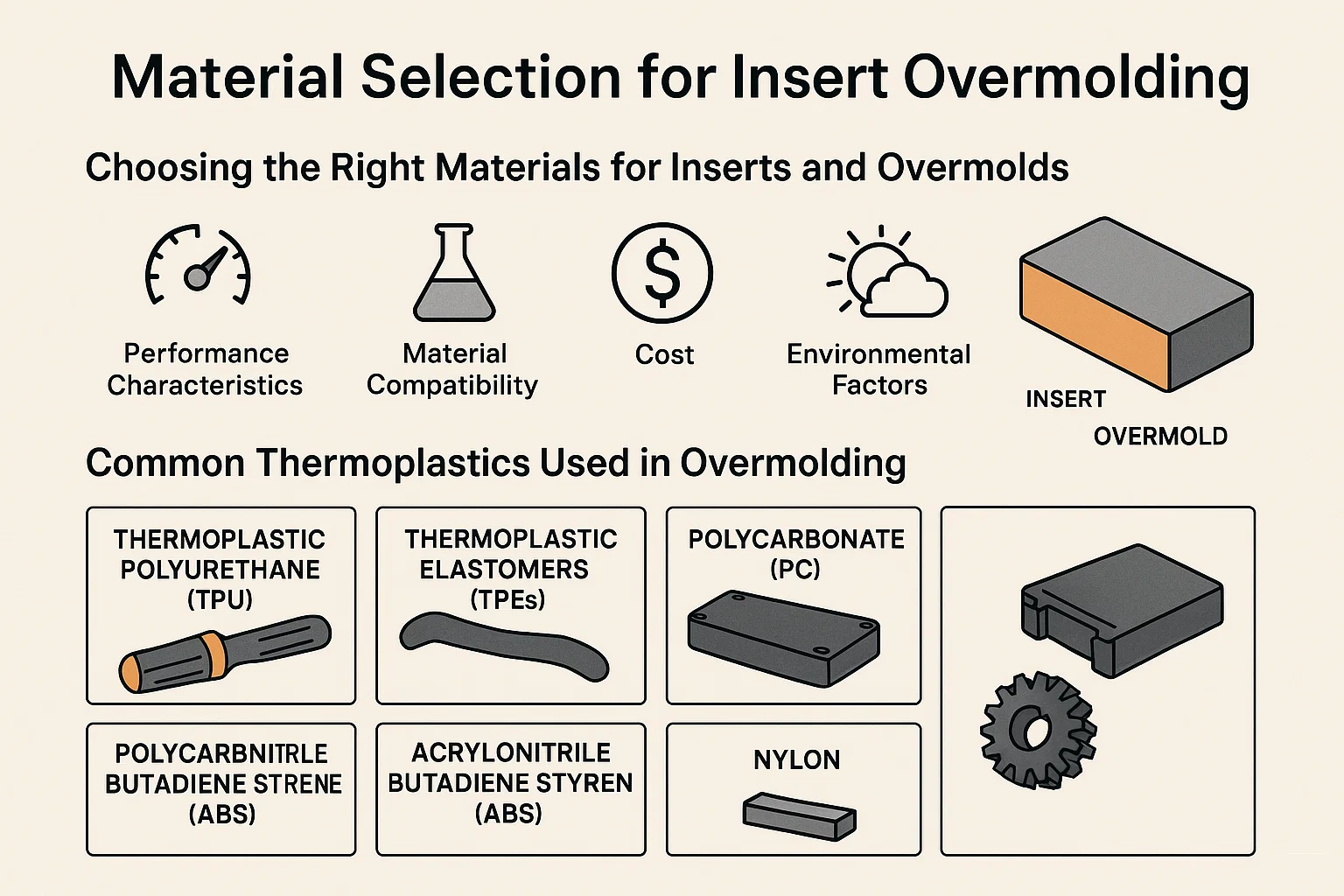
Primarni cilj u odabiru materijala je osigurati da dva materijala djeluju sinergistički kako bi ispunili funkcionalne, estetske i performanse konačnog proizvoda. Ključni čimbenici koje treba razmotriti uključuju:
Željene karakteristike performansi: Koja svojstva trebaju konačni dio? (npr. Snaga, fleksibilnost, električna izolacija, kemijska otpornost, toplinska stabilnost, UV otpornost, taktilni osjećaj, estetska privlačnost). To će diktirati početne široke kategorije materijala koje treba razmotriti.
Kompatibilnost materijala: ovo je najvažnije. Materijal umetka i prevladavanja mora biti kompatibilan na nekoliko načina:
Toplinska kompatibilnost: Njihove temperature taline i koeficijenti toplinske ekspanzije (CTE) su presudni. Velika razlika u CTE -u može dovesti do značajnih zaostalih naprezanja, ratne stranice ili čak odvajanja jer se dio hladi, posebno za velike umetke. Temperatura taline prevladavanja materijala ne bi trebala propadati ili otopiti umetak.
Kemijska kompatibilnost: Ne bi trebali međusobno negativno reagirati. Neka plastika može degradirati ili omekšati određene materijale za umetanje.
Potencijal adhezije: Može li se formirati jaka veza? To se odnosi na površinsku energiju, polaritet i potencijal mehaničkog ili kemijskog vezivanja.
Uvjeti obrade: Izabrani materijali moraju se morati pod izvedivim uvjetima. Razmotrite temperaturu ubrizgavanja, tlak i brzinu hlađenja potrebne za materijal koji prekriži i kako će umetak izdržati ove uvjete.
Trošak: Trošak materijala uvijek je faktor. Zahtjevi za izvedbu uravnoteženja s ograničenjima proračuna.
Čimbenici okoliša: Hoće li dio biti izložen kemikalijama, UV svjetlu, ekstremnim temperaturama ili vlazi? Odaberite materijale koji mogu izdržati ta okruženja tijekom životnog vijeka proizvoda.
Usklađenost s regulacijom: Za primjene poput medicinskih uređaja ili kontakta s hranom, materijali moraju ispunjavati određena regulatorna odobrenja (npr. ISO 10993, FDA).
Uobičajena termoplastika koja se koristi u prevladavanju
Termoplastika je najčešći izbor za prevladavanje zbog njihove ponovne reprodukcije i širokog raspona svojstava.
Termoplastični poliuretan (TPU):
Svojstva: izvrsna otpornost na abraziju, visoka elastičnost, dobra zatezna čvrstoća, dobar kemijski otpor, osjećaj mekog dodira, širok raspon tvrdoće (obala A do D).
Uobičajeni umetci: često prekriveni na krutu plastiku (npr. PC, ABS, najlon) ili metale za pružanje mekih hvataljki, brtve ili zaštite od udara.
Aplikacije: Ručke medicinskih uređaja, hvataljke alata za napajanje, sportska roba, slučajevi elektroničkih uređaja, automobilske komponente interijera.
Termoplastični elastomeri (TPES):
Svojstva: Slično TPU -u, ali često i šire obitelji (kopolimeri stirenika, kopolisteri, poliolefini). Nude fleksibilnost u obliku gume, izvrstan taktilni osjećaj i dobra svojstva brtvljenja.
Uobičajeni umetci: kruta plastika (ABS, PC, najlon, PP, PE) i metali.
Aplikacije: Gripke za potrošačke proizvode, brtve, gumbi, prigušivači vibracija, kabelske prevlake, nosivi traci.
Polikarbonat (PC):
Svojstva: velika snaga udara, dobra optička jasnoća (ako je prozirna), dobra toplinska otpornost, dimenzijska stabilnost.
Uobičajeni umetci: metalni umetci za strukturno pojačanje ili električnu vodljivost. Također se može preraditi na drugu krutu plastiku.
Primjene: Elektronička kućišta, medicinske komponente, automobilski interijeri, industrijski poklopci.
Akrilonitril butadien stiren (abs):
Svojstva: Dobra ravnoteža čvrstoće, krutosti i žilavosti, dobra obradivost, često odabrana za estetske dijelove zbog lakoće bojanja i oplata.
Uobičajeni umetci: često se koristi kao kruti supstrat za TPE/TPU prekrivanje. Metalni umeci za navojne pričvršćivače ili strukturni nosač.
Aplikacije: Potrošačka elektronika, automobilski dijelovi interijera, komponente uređaja.
Najlon (poliamid - PA):
Svojstva: velika čvrstoća, krutost, dobra otpornost na umor, dobra kemijska otpornost, izvrsna svojstva trošenja. Često staklo ispunjeno za pojačanu čvrstoću.
Uobičajeni umetci: metal (mesing, čelik, aluminij) za ležajne površine, umetke s navojem ili strukturno ojačanje.
Aplikacije: Automobilske komponente ispod kapuljača, industrijski prijenosnici i ležajevi, električni priključci, kućišta alata za napajanje.
Polipropilen (PP) i polietilen (PE):
Svojstva: niska troškova, dobra kemijska otpornost, dobra otpornost na umor, dobar električni izolator. PP nudi veću krutost od PE.
Uobičajeni umeci: često se koriste kao supstrat za TPE prekrivene robe u širokoj robi. Metalni umeci za jednostavne pričvršćivače.
Aplikacije: poklopci za boce, automobilske unutarnje komponente (PP), fleksibilni konektori (PE), roba široke potrošnje.
Uobičajeni metali koji se koriste kao umetci
Metali se često koriste kao umeci za pružanje čvrstoće, krutosti, električne vodljivosti, toplinske vodljivosti ili specijaliziranih značajki poput niti.
Aluminij:
Svojstva: lagan, dobar omjer čvrstoće i mase, izvrsna toplinska i električna vodljivost, dobra otpornost na koroziju (posebno anodizirana).
Razmatranja: niže talište od čelika, relativno mekano. Može se kemijski povezati s nekom plastikom bez površinskog tretmana.
Primjene: hladnjaci, lagane strukturne komponente, električni priključci, zrakoplovni dijelovi.
Mesing:
Svojstva: dobra električna vodljivost, izvrsna obradivost, dobra otpornost na koroziju, ne-magnetska.
Razmatranja: teža od aluminija, skuplje od čelika.
Primjene: navojni umeci (npr. Za vijke), električni kontakti, vodovodne komponente, čahure. Njegova izvrsna obradivost čini ga idealnim za složene male umetke.
Čelik (nehrđajući čelik, ugljični čelik):
Svojstva: velika čvrstoća, visoka krutost, dobra otpornost na habanje, izvrsna izdržljivost. Nehrđajući čelik nudi vrhunsku otpornost na koroziju.
Razmatranja: teža od aluminija, mogu biti sklona hrđi (ugljični čelik). Zahtijeva visoke temperature za preradu.
Primjene: Strukturno ojačanje, osovine, ležajeve, rubovi rezanja (kirurški instrumenti), pričvršćivači, teške industrijske komponente.
Kompatibilnost i prianjanje materijala
Postizanje snažne, pouzdane veze između umetka i materijala koji se prekriva je krajnji cilj. Ta se veza može postići različitim mehanizmima, često radeći u kombinaciji:
Mehaničko isprepletanje: Ovo je vjerojatno najčešći i najpouzdaniji mehanizam vezanja. Oslanja se na materijal koji prelazi u značajke i okolo (podcjenjivanja, rupe, knurling, utor) na umetu, fizički zaključavajući dvije komponente zajedno.
Kemijsko vezivanje: To se događa kada se materijal koji se prekriži kemijski povezuje s površinom umetka. To često zahtijeva materijale s kompatibilnim polaritetima ili površinskim tretmanima na umetu (npr. Primeri, tretman u plazmi) za promicanje adhezije. Materijali poput TPU -a i TPE -a često su dizajnirani za dobro povezivanje s određenim krutim plastičnim supstratima.
Ljepljivo vezivanje (prianjanje u iscrpljivanju): Ponekad se na umetak primjenjuje tanki sloj ljepila prije nego što se stavi u kalup. Toplina i pritisak postupka lijevanja aktiviraju ljepilo, stvarajući vezu.
Floist Fit / Shirn Fit: Preopteretni materijal, nakon hlađenja, čvrsto se smanjuje oko umetka, stvarajući snažnu tlačnu silu koja ga drži na mjestu. To je posebno učinkovito kada prekomjerni materijal ima veću brzinu skupljanja od umetka.
Tehnike povezivanja u prevladavanju umetanja
Uspjeh umetka koji nadvladava projekt kritički ovisi o snažnoj prianjanju između umetka i materijala koji se prevladava. Za razliku od tradicionalnog montaže, gdje pričvršćivači ili vanjska ljepila stvaraju spoj, umetnite ciljeve nadmoćnog ciljeva integrirane, često bešavne veze.
1. Mehaničko isprepletanje
Ovo je vjerojatno najčešća, pouzdanija i izravna metoda za stvaranje snažne veze u prevladavanju umetanja, posebno prilikom prevladavanja plastike na metal ili različitu plastiku.
Princip: Mehaničko međusobno se povezuje na rastopljeni materijal koji se ulijeva u i kapsulirajući značajke na umetu koji ga sprječavaju da se izvuče. Kako se plastika hladi i učvršćuje, fizički se zaključava oko ovih značajki, stvarajući snažnu fizičku vezu.
Dizajnerske značajke za mehaničko međusobno blokiranje:
Kroz rupe: rupe izbušene ili probijane kroz umetak omogućuju plastiku da teče s jedne na drugu stranu, tvoreći 'zakovica' plastične plastike koja sigurno zaključava umetak na mjesto.
Undercuts: značajke na umetu koji stvaraju šupljinu ili udubljenje. Kad plastika teče u ovaj podrez, tvori mehaničku bravu.
Knurling: uzorak grebena ili utora na površini umetka (često na igle, osovinama ili cilindričnim značajkama). Poljaljana plastika teče u te udubljenja, pružajući brojne male točke sidra.
Groove i grebeni: Namjerni kanali ili podignute linije na površini umetanja pružaju staze i točke sidra za plastiku.
Mesh/perforirane površine: Za veće umetke ili područja koja zahtijevaju značajnu inkapsulaciju, metalna mreža ili perforirani lim može pružiti ekspanzivnu površinu da plastika prođe kroz i vezanje.
Prednosti: Izuzetno pouzdano, relativno neosjetljivo na površinsku kontaminaciju (u usporedbi s kemijskim vezama) i često pruža izvrsnu čvrstoću izvlačenja.
Nedostaci: zahtijeva posebne značajke dizajna na umetu, što ponekad može dodati složenost za umetanje proizvodnje.
2. Kemijsko vezivanje
Kemijsko vezivanje nastaje kada materijal koji prevladava tvori molekularne veze s površinom umetka. Ova vrsta vezivanja stvara vrlo snažno, često nevidljivo, sučelje.
Načelo: Ovaj se postupak oslanja na kemijsku kompatibilnost između dva materijala. Kad rastaljena plastika kontaktira površinu umetka, posebno ako je površina pripremljena ili je inherentno reaktivna, kemijske reakcije (npr. Kovalentno vezanje, vezanje vodika ili van der Waals sile) pojavljuju se na sučelju, spajajući materijale na molekularnoj razini.
Specifičnost materijala: Neki termoplastični elastomeri (TPE) i termoplastični poliuretani (TPU) posebno su formulirani kako bi se kemijski vezali s određenim krutim plastičnim supstratima (npr. TPE -ovi dizajnirani za vezanje s ABS, PC, najlonom ili PP). To se postiže inženjeringom kemije TPE -a da bude kompatibilna s polimernim lancem supstrata.
Važnost površinske energije: Za učinkovito kemijsko vezanje, površinska energija umetka mora biti veća ili kompatibilna s površinskom napetošću rastaljene plastike. Niska površinska energija (npr. Na masnim ili nečistim površinama) može dovesti do loših vlaženja i slabih veza.
Prednosti: stvara izuzetno jaku i izdržljivu vezu, često formirajući hermetički pečat. Nema potrebe za makroskopskim mehaničkim značajkama na umetu.
Nedostaci: Vrlo osjetljivi na površinsku čistoću i kompatibilnost materijala. Zahtijeva određene parove materijala.
3. Ljepljivo vezivanje (prianjanje u jaru)
Iako je manje uobičajena kao metoda primarne vezivanja od mehaničkog ili kemijskog vezanja, ljepljivo vezanje u molbu uključuje korištenje ljepljivog sloja za promicanje adhezije.
Načelo: Na umetak se primjenjuje tanki sloj kompatibilnog ljepila prije nego što se stavi u kalup. Toplina i pritisak iz postupka oblikovanja ubrizgavanja zatim aktiviraju ili liječe ljepilo, tvoreći vezu između umetka i prekriženog materijala.
Vrste ljepila: Specijalizirana ljepila u obrisi su obično termoosetirajuća smola ili reaktivna vruća talina dizajnirana da izdrže temperature oblikovanja.
Prednosti: Može li olakšati vezivanje između inače nespojivih materijala. Može pružiti snažnu, jednoličnu prianjanje.
Nedostaci: Dodaje dodatni korak u proces proizvodnje (primjena ljepljive). Zahtijeva pažljivu kontrolu parametara debljine ljepila i stvrdnjavanja. Može povećati ukupne troškove dijela zbog ljepljivog materijala i složenosti procesa. Manje uobičajeni za automatizirane procese velikog volumena, osim ako nije apsolutno neophodno.
Priprema površine
Bez obzira na primarni mehanizam vezivanja, pravilna površinska priprema umetka ključna je za maksimiziranje adhezije. Zagađivači i nedosljedna površinska energija mogu značajno oslabiti bilo koju vezu.
Čišćenje: Ovo je najosnovniji korak. Umeci moraju biti bez ulja, masti, prašine, sredstava za otpuštanje kalupa, otisaka prstiju i drugih ostataka. Uobičajene metode čišćenja uključuju:
Odmah otapala: Korištenje otapala poput izopropil alkohola, acetona ili specijaliziranih industrijskih sredstava.
Čišćenje vode: Korištenje deterdženata i vode, često praćeno ispiranjem i sušenjem.
Ultrazvučno čišćenje: Korištenje visokofrekventnih zvučnih valova u tekućoj kupki za uklanjanje onečišćenja.
Površinska aktivacija/modifikacija: Da bi se poboljšalo kemijsko vezivanje, površinska energija umetka može se povećati ili se njegova kemijska reaktivnost poboljšala:
Tretman u plazmi: Korištenje pražnjenja u plazmi za čišćenje, jetkanje i aktiviranje površine na molekularnoj razini. Vrlo učinkovit za plastiku i neke metale.
Tretman plamenom: Brzo prolazak površine kroz plamen da ga oksidira i aktivira. Uobičajeno za poliolefine.
Corona tretman: Korištenje visokofrekventnog električnog pražnjenja za promjenu površine.
Mehanička abrazija: lagano ruganje površine (npr. Pješčanja, puhanje mrlja) kako bi se povećala površina i stvorila mikro-značajke za mehaničko međusobno povezivanje. Mora se paziti da se ne ošteti umetak.
Promotori prajmera/adhezije: Primjena kemijskog temeljnog premaza koji djeluje kao most između umetka i materijala koji se prekriva. To se često koristi za teško zabranjene podloge ili kada je potrebna vrlo jaka kemijska veza.
Pomno uzimajući u obzir ove tehnike vezivanja i primjenjujući temeljite pripreme površine, proizvođači mogu osigurati stvaranje vrlo izdržljivih i pouzdanih prenapučenih komponenti koje udovoljavaju najzahtjevnijim specifikacijama performansi.
Primjene umetnice nadmašivanja
Jedinstvena sposobnost umetka prevladavanja da kombinira najbolja svojstva različitih materijala u jednu, kohezivnu komponentu učinila ga je neophodnim procesom u velikom nizu industrija. Od poboljšanja sigurnosti i trajnosti do poboljšanja estetike i funkcionalnosti, rješenja za nadmetanje nalaze se u bezbroj proizvoda koje koristimo svaki dan.
1. Automobilska industrija
Automobilski sektor glavni je prihvaćanje prevladavanja umetka zbog svojih zahtjeva za laganim, poboljšanom estetikom, smanjenjem buke i integracijom složenih funkcija.
Ručice za pomicanje zupčanika i unutarnja obloga: često imaju krutu plastičnu ili metalnu jezgru prekrivenu termoplastičnim elastomerima mekog dodira (TPE) ili termoplastičnim poliuretanima (TPU) za ergonomsku udobnost, vrhunski osjećaj i vibracije.
Kućišta i priključci senzora: kritični elektronički senzori (npr. Za upravljanje motorom, ADAS sustavi) često se preplavljuju s robusnom, toplinskom otpornom plastikom. Metalne igle ili krugove su kapsulirane kako bi se zaštitila od vlage, kemikalija i vibracija, osiguravajući pouzdanost u teškim okruženjima ispod kapuljača.
Komponente upravljača: Metalne armature i elektroničke komponente prekrivene su raznim plastikom kako bi se stvorile cjelovit, ergonomski i estetski ugodan sklop upravljača, često ugrađujući mekim dodirima i funkcionalnim gumbima.
Žičane kabelske kabelske pojaseve i kabel: Metalni terminali i žice prekriveni su plastikom kako bi se stvorile robusne, zapečaćene konektore koji su otporni na izvlačenje, vlagu i habanje, presudno za električni sustav vozila.
Ručke i zasuni vrata: Prekomjerno može integrirati mehanizme aktiviranja metala s plastičnim kućištem za izdržljivost i glatkom, estetski ugodnom završetkom.
Jastučići za papučicu kočnice: Metalne ruke papučice preplavljene su protiv proklizavanja gume ili TPE materijala radi sigurnosti i poboljšanog osjećaja vozača.
2. Medicinski uređaji
Preciznost, biokompatibilnost, sposobnosti sterilizacije i ergonomski dizajn najvažniji su u medicinskom području, što čini umetanje prevladavanja visoko cijenjenog procesa.
Kirurške ručke za instrumente: kruti metalni kirurški alati (npr. Scalpels, pinceta) obično se preplavljuju TPES-om ili silikonima kako bi se osiguralo udoban, ne kliz za kirurge, poboljšanje kontrole i smanjenje umora tijekom dugih postupaka. Ovi materijali moraju često izdržati oštre cikluse sterilizacije.
Komponente dijagnostičke opreme: Unutarnje elektroničke komponente, sonde ili fluidni putevi često se preplavljuju biokompatibilnom plastikom za stvaranje zapečaćenih, sterilnih i jednostavnih za čišćenja.
Medicinske cijevi i priključci: Metalni ili kruti plastični priključci prekriveni su fleksibilnim materijalima (npr. TPE-ovima u medicini, silikonima) kako bi se stvorile brtve otporne na propuštanje, sigurne veze i ergonomska sučelja za IV linije, katetere i druge sustave za isporuku tekućine.
Medicinski uređaji za nošenje: Senzori i pločice inkapsulirane su u mekim, kožnim prekrivačima za uređaje poput monitora glukoze ili kontinuiranih tragača otkucaja srca, osiguravajući udobnost i zaštitu.
Zubni alati: Metalni savjeti za rad preplavljeni su ergonomskim plastičnim ručkama za poboljšanu udobnost i kontrolu stomatologa.
3. Potrošački proizvodi
Od ručnih uređaja do kućanskih aparata, prevladavanje povećava izdržljivost, estetiku i korisničko iskustvo u širokom nizu robe široke potrošnje.
Priključivanje alata za napajanje: najprepoznatljiviji aplikacija. Čvrsta plastična ili metalna tijela za alate preplavljena su TPE-om kako bi se osigurale udobne, ne klizne, vibracije za prigušivanje vibracija za pojačanu sigurnost i udobnost korisnika.
Električne ručke za četkice za zube: Unutarnji motori i baterije zapečaćeni su unutar krute plastične školjke, koja se zatim često prekriva TPE -om za udoban, vodootporan i estetski ugodan stisak.
Kuhinjsko pribor: Metalne lopatice, viski i noževi prekriženi su toplinskim otpornim, ergonomskim plastičnim ili silikonskim ručkama za udobnost i poboljšano prianjanje tijekom kuhanja.
Elektronski kućišta uređaja: daljinski upravljači, kontroleri za igre i pametni kućni uređaji često sadrže tvrde plastične baze s mekim dodirom TPE prekriženi za poboljšani prianjanje, izdržljivost i vrhunski osjećaj. Unutarnji krug se također može zatvoriti.
Sportska roba: Biciklističke hvataljke, golf klupski stit, maske za ronjenje i atletska obuća često koriste prevladavanje za kombiniranje krutih strukturnih elemenata s mekšim, gripirskim materijalima za performanse i udobnost.
Proizvodi za osobnu njegu: Ručke za britvice, četkice za kosu i kozmetički aplikatori koriste prevladavanje za ergonomske dizajne i poboljšanu taktilnu privlačnost.
4. industrijske komponente
U industrijskim postavkama, prevladavanje se koristi za stvaranje robusnih, visokih performansi koje mogu izdržati zahtjevne radne uvjete, poboljšati sigurnost i konsolidirati funkcije.
Brtve i brtve: Metalni umeci mogu se preplaviti elastomernim materijalima kako bi se stvorile vrlo izdržljive i precizne brtvene otopine za crpke, ventile i kućišta, nudeći vrhunske performanse u usporedbi s tradicionalnim brtvama kompresije.
Električni priključci i prekidači: Metalni kontakti i terminali prekriveni su izolacijskom plastikom za stvaranje zapečaćenih, robusnih i sigurnih električnih priključaka, štiteći od vlage, prašine i električnog udara.
Immenci i zupčanici: Metalne osovine ili glavčine mogu se preplaviti s inženjerskom plastikom kako bi se stvorile lagane rotove ili zupčanici s poboljšanom otpornošću na koroziju, smanjenjem buke i smanjenom inercijom, istovremeno održavajući snažno sučelje na pogonskoj osovini.
Ručni alati i ključevi: Metalna tijela alata prekrivena su udobnim plastičnim ručkama otpornim na kemikalije kako bi se poboljšala ergonomija, osigurala električna izolacija i smanjila umor korisnika.
Vibracijski nosači i prigušivači: Metalni pričvršćivači ili krute plastične baze prekriveni su mekim elastomerima kako bi se stvorile komponente koje učinkovito izoliraju vibracije u strojevima i opremi, smanjujući buku i proširujući vijek trajanja proizvoda.
Prednosti i nedostaci umetka
Iako umetnite Overmolding nudi snažno rješenje za stvaranje višestrukih komponenti, kao i svaki proizvodni proces, dolazi s vlastitim nizom prednosti i ograničenja. Jasno razumijevanje ovih prednosti i nedostataka neophodno je za utvrđivanje je li prevladavanje najprikladniji pristup za određenu prijavu.
Prednosti (Pros)
Umetnite prevladavanje donosi značajne prednosti koje često nadmašuju njegove izazove, što ga čini preferiranim izborom za mnoge složene dizajne proizvoda.
Smanjenje troškova (dugoročno):
Smanjeno vrijeme sastavljanja: integriranjem više komponenti u jednu, nadmoćan uklanja potrebu za odvojenim koracima montaže, poput vijanja, lijepljenja ili zavarivanja. To značajno smanjuje troškove rada i ubrzava cikluse proizvodnje.
Manje komponenti za upravljanje: Konsolidacija dijelova pojednostavljuje upravljanje zalihama, kupnju i logistiku lanca opskrbe.
Smanjeni otpad i prerada: Dobro dizajniran postupak prevladavanja može proizvesti vrlo dosljedne dijelove, minimizirajući odbacivanje povezanih s neispravnim sastavljanjem ili neusklađenim komponentama.
Poboljšana izvedba i funkcionalnost dijela:
Svojstva sinergijskog materijala: omogućava kombinaciju materijala s izrazito različitim karakteristikama (npr., Kruti metal za čvrstoću, fleksibilna plastika za hvatanje, električno provodljivi metal s izolacijskom plastikom) kako bi se postigli vrhunski ukupni učinak.
Poboljšana trajnost i pouzdanost: Integrirana veza između umetka i nadmoćnog često rezultira robusnijim dijelom, smanjujući zveckanje, labavljenje ili materijalni umor koji se može dogoditi u tradicionalno sastavljenim komponentama. To stvara jaču, trajniju vezu.
Poboljšane mogućnosti brtvljenja: Prekomjerno može stvoriti hermetičke brtve oko umetaka, zaštitu osjetljive elektronike ili sprječavanje curenja tekućine.
Smanjenje vibracija i buke: meke prevlake mogu apsorbirati udarce i prigušiti vibracije, poboljšavajući dugovječnost proizvoda i udobnost korisnika.
Fleksibilnost dizajna i estetika:
Složene geometrije: omogućava stvaranje zamršenih dijelova koje bi bilo teško ili nemoguće izraditi korištenjem jednodnevnih oblikovanja ili konvencionalnih metoda sastavljanja.
Integrirane značajke: omogućava bešavnu integraciju značajki poput umetaka s navojem, elektroničkog kruga, senzora ili ergonomskih hvatanja izravno u dio.
Poboljšana estetika: nudi dizajnerima mogućnost stvaranja površina s više boja, multi-teksta i mekih dodirnih tokova koji poboljšavaju privlačnost proizvoda i ergonomiju, često eliminirajući vidljive pričvršćivače ili šavove.
Nedostaci (nedostaci)
Unatoč brojnim prednostima, umetnite prevladavanje predstavlja određene izazove koje je potrebno pažljivo razmotriti tijekom faza planiranja i dizajna.
Veći početni troškovi alata:
Složeni kalupi: Alati za prevladavanje inherentno su složeniji od standardnih kalupa za ubrizgavanje jer moraju precizno smjestiti i učvrstiti umetak. To često zahtijeva zamršene dizajne jezgre i šupljine, posebne lokacije vrata i potencijalno značajke automatizacije, što dovodi do većih ulaganja.
Alat s više udaraca: Za prevladavanje s više udaraca, složenost alata i troškovi značajno se povećavaju jer uključuje više šupljina, rotirajuće ploče ili mehanizme prijenosa unutar jednog kalupa.
Pitanja materijalne kompatibilnosti:
Izazovi adhezije: Postizanje snažne i konzistentne veze može biti izazovno, posebno između različitih materijala s niskom površinskom energijom ili velikih razlika u koeficijentima toplinske ekspanzije. To može dovesti do odvajanja, ratne stranice ili pucanja.
Ograničenja temperature obrade: Temperatura taline prevladavanja mora biti dovoljno niska da ne ošteti ili degradira materijal za umetanje. To može ograničiti izbor materijala.
Diferencijalno skupljanje: Kako se preplavljena plastika hladi, smanjuje se. Ako materijal za umetanje ima značajno različit koeficijent toplinske ekspanzije, ovo diferencijalno skupljanje može izazvati unutarnje naprezanja, što dovodi do križanja, pucanja ili kvara veze tijekom vremena.
Povećana vremena ciklusa (u nekim slučajevima):
Umetnite učitavanje: Ako se umetci ručno učitavaju, to dodaje ukupno vrijeme ciklusa, što utječe na učinkovitost proizvodnje. Čak i automatizirano učitavanje dodaje mali priraštaj.
Vrijeme hlađenja: Prisutnost umetka ponekad može utjecati na ujednačenost hlađenja, potencijalno zahtijevajući duže cikluse hlađenja kako bi se spriječilo ratna stranica ili postigla potpuno očvršćivanje, pogotovo ako umetak djeluje kao hladnjak.
Rizik od oštećenja ili pogrešnog mjesta:
Visoki tlak ubrizgavanja: Sile rastopljene plastične injekcije mogu se potencijalno saviti, razbiti ili mijenjati osjetljivi umetci ako nisu na odgovarajući način podržani ili ako parametri ubrizgavanja nisu optimizirani.
Precizno pozicioniranje: Održavanje točnog postavljanja umetka u kalup može biti izazovno, a svako neusklađivanje može dovesti do neispravnih dijelova.
Složenost dizajna:
Međuovisni dizajn: Dizajn umetka i nadmoćni su neraskidivo povezani. Promjene u jednu često zahtijevaju promjene u drugom, zahtijevajući integriraniji i iterativniji postupak dizajna.
Važnost DFM -a: Dizajn za proizvodnju (DFM) još je kritičniji u prevladavanju. Pogreške u dizajnu mogu se vrlo skupo ispraviti nakon što se napravi alat.
Unatoč tim izazovima, kada su pažljivo planirani i izvršeni, prednosti umetkanja nadmašenja u pogledu djelovanja, troškovna učinkovitost u velikim količinama i dizajnerska sloboda često ga čine vrhunskim izborom za složene, multi-materijalne primjene. Ključ uspjeha leži u temeljitom dizajnu, odabiru materijala i optimizaciji procesa.
Studije slučaja
Primjeri iz stvarnog svijeta snažno ilustriraju transformativne potencijal prevladavanja umetanja. Ove studije slučaja ističu kako ovaj proces rješava složene inženjerske izazove, optimizira performanse i postiže značajnu učinkovitost proizvodnje.
Studija slučaja 1: Kućište senzora automobila
Izazov: vodeći proizvođač automobila koji je potreban za proizvodnju kompaktnog, vrlo izdržljivog senzora za kućište za napredni sustav pomoći vozaču (ADAS). Senzor je zahtijevao precizno usklađivanje, zaštita od teških okruženja ispod kapuljače (temperaturne fluktuacije, vlaga, kemikalije) i električna izolacija osjetljivog unutarnjeg kruga. Tradicionalni montaža s brtvama i lončanima bila je skupa, sklona curenja i naporno.
Otopina za prevladavanje: Umetnite prevladavanje je odabrano za kapsuliranje senzora metala i njegovog unutarnjeg ožičenja.
Umetak: Precizno obrađena komponenta senzora metala s ugrađenim žicama i priključnim igle.
Preophodni materijal: PBT visokih performansi, odabran je PBT (polibutilen tereftalat) za njegovu izvrsnu kemijsku otpornost, toplinsku stabilnost i dimenzionalnu stabilnost.
Postupak: Metalni senzor robotski je stavljen u kalup. PBT je tada ubrizgan, potpuno kapsulirajući senzor i stvarajući snažno, hermetičko brtvljenje oko električnih spojeva.
Dobine koristi:
Poboljšana trajnost: Besprijekorno nadmoć pružio je vrhunsku zaštitu od okolišnih čimbenika, značajno proširujući životni vijek senzora.
Smanjenje troškova: eliminirano više koraka montaže (posude, brtva, pričvršćivanje), smanjenje troškova rada i materijala za preko 30%.
Poboljšana pouzdanost: Smanjeni potencijalni put propuštanja i točke neuspjeha u usporedbi s tradicionalnim montažama.
Minijaturizacija: omogućio kompaktniji dizajn zbog integrirane prirode komponente.
Studija slučaja 2: Ergonomska kirurška ručka instrumenta
Izazov: Tvrtka za medicinske uređaje imala je za cilj poboljšati ergonomiju i sigurnost alata za rezanje kirurške uporabe. Postojeća metalna ručka bila je skliska kada je mokra, uzrokovala umor ruku tijekom dugih postupaka i zahtijevala je zaseban postupak trajanja za lijepljenje gumenog prianjanja. Kompatibilnost sterilizacije također je bila kritična.
Otopina za prevladavanje: Metalna oštrica i sječ bila su prekrivena specijaliziranim, medicinskim termoplastičnim elastomerom (TPE).
Umetnite: kruta oštrica od nehrđajućeg čelika i njegov integralni tang (dio ručke).
Preotkrijni materijal: Izabran je prilagođeni biokompatibilni TPE za svoj osjećaj mekog dodira, ne klizica, čak i kad su mokri i sposobnost da podnese opetovane sterilizacije pare (autoklaviranje) ciklusa bez razgradnje ili delaminacije.
Postupak: Metalni tang bio je precizno smješten u šupljini kalupa. TPE je ubrizgan oko njega, formirajući ergonomski zahvat s teksturiranim značajkama. Mehanička internektivna obilježja (utora, rupe) dizajnirane su u metalni umetak kako bi se osigurala snažna, trajna veza.
Dobine koristi:
Superiorna ergonomija: Grip od mekog dodira TPE značajno je poboljšao udobnost i kontrolu kirurga, smanjujući umor ruku.
Poboljšana sigurnost: Nečesna površina smanjila je rizik od slučajnog proklizavanja tijekom kritičnih postupaka.
Poboljšana ušteda proizvodnje i troškova: Eliminirani korak ručnog lijevanja, što je rezultiralo čistijim postupkom, smanjenom radnom snagom i bržom proizvodnjom.
Kompatibilnost sterilizacije: Odabrani TPE zadržao je svoj integritet i čvrstoću veze kroz rigorozne protokole sterilizacije.
Studija slučaja 3: Potrošačka elektronika daljinski upravljač
Izazov: Proizvođač potrošačke elektronike želio je poboljšati taktilni osjećaj, otpornost na pad i cjelokupnu estetiku daljinskog upravljača vrhunskog ranga. Originalni dizajn bio je kruta plastika, sklona pucanju kad je pala i osjećala se "jeftino".
Za stvaranje tijela daljinskog upravljanja korišten je postupak prevladavanja (više pucanja).
Prvi snimak (umetak/supstrat): kruti ABS (akrilonitrilni butadien stiren) plastika tvorio je strukturnu jezgru i bunare gumba daljinskog upravljača.
Drugi snimak (nadmoćan): Posebno formulirani TPE ubrizgan je preko dijelova ABS -a, stvarajući mekane, grickalice vanjske školjke i akcentna područja.
Postupak: ABS komponenta je oblikovana u prvoj šupljini, a zatim se automatski prenosi (putem rotacije kalupa ili robotske ruke) u drugu šupljinu u kojoj je ubrizgan TPE.
Dobine koristi:
Premium taktilni osjećaj: TPE nadmoćno pružio je ugodnu, mekanu površinu koja je značajno poboljšala korisničko iskustvo.
Poboljšana otpornost na pad: Elastomerni vanjski sloj apsorbirao je udarne sile, čineći daljinac izdržljivijim i manje sklonim oštećenjima od slučajnih padova.
Estetsko poboljšanje: Omogućen multi-materijalni dizajn s različitim teksturama i kontrastima u boji, uzdižući percipiranu kvalitetu i dizajn sofisticiranosti proizvoda.
Pojednostavljena proizvodnja: Proces s dva pogotka omogućio je stvaranje složenog, multi-materijalnog dijela u jednom ciklusu oblikovanja, smanjujući vrijeme sastavljanja i logistiku.
Ovi primjeri naglašavaju da umetanje prevladavanja nije samo u kombiniranju materijala; Riječ je o inženjerskom integriranim rješenjima koja pružaju vrhunske performanse, učinkovitost i privlačnost na tržištu.
Najbolje prakse za umetanje nadmoćnog
Postizanje konzistentnih, visokokvalitetnih rezultata umetanjem prevladavanja zahtijeva pridržavanje dokazanih najboljih praksi u fazi dizajna, alata i proizvodnje.
1. Dizajn za smjernice za proizvodnju (DFM)
Odluke o proaktivnom dizajnu najutjecajniji su način da se osigura nadmoćni uspjeh.
Rano surađujte: angažirajte se sa svojim kalupima i dobavljačima materijala iz početne faze dizajna. Njihova stručnost može spriječiti skupe redizajne.
Račun za svojstva materijala: Shvatite karakteristike toplinske ekspanzije, skupljanja i adhezije oba materijala. Tolerancije dizajna trebaju uzeti u obzir ove razlike.
Promovirajte mehaničko međusobno blokiranje: prioritetno odrediti značajke dizajniranja na umetu (podrez, rupe, knurling) koje maksimiziraju čvrstoću mehaničke veze.
Održavajte ujednačenu debljinu stijenke: Nastojite do konzistentne debljine stijenke oko umetka kako biste umanjili diferencijalno hlađenje, ratnu stranicu i tragove sudopera.
Velikodušni radijusi: koristite velikodušne radijuse (filete) na unutarnjim i vanjskim uglovima, posebno tamo gdje prekrivanje ispunjava umetak, kako biste smanjili koncentraciju naprezanja i poboljšali protok materijala.
Optimizirajte vrata i odzračivanje: strateški stavite vrata kako bi se osigurao uravnoteženi protok oko umetka i otvora za sprečavanje zračnih zamki, što može dovesti do praznina i loših veza.
Osigurajte robusnost umetnite: dizajn umećanja za izdržavanje pritisaka ubrizgavanja i temperature bez deformacije. Razmislite o njihovoj krutosti i toplinskoj masi.
Očitvor za komponente plijesni: Osigurajte dovoljno prostora oko umetka za komponente plijesni (npr. Igle jezgre) da se bave bez smetnji.
2. Kontrola kvalitete i pregled
Rigorova kontrola kvalitete tijekom cijelog postupka ključna je za osiguravanje integriteta i performansi dijela.
Inspekcija dolaznog materijala: Provjerite kvalitetu, dimenzije i čistoću svih dolaznih umetnica i sirovih materijala.
Nadgledanje u procesu:
Automatizirani sustavi vida: Koristite kamere za provjeru ispravnog postavljanja umetka prije zatvaranja kalupa.
Nadgledanje parametara procesa: kontinuirano nadgledati tlak ubrizgavanja, temperaturu, vrijeme ciklusa i profile hlađenja kako bi se osigurala konzistentnost.
Kalibracija robota/automatizacije: redovito kalibrirajte robotske sustave za postavljanje za preciznost.
Inspekcija nakon iscrpljenja:
Vizualni pregled: provjerite ima li kozmetičkih oštećenja, bljeska, praznina, kratkih snimaka i pravilne inkapsulacije umetka.
Dimenzionalni pregled: Koristite čeljusti, mikrometre, CMMS (koordinatni mjerni strojevi) ili optičke skenere za provjeru kritičnih dimenzija.
Ispitivanje adhezije:
Ispitivanja izvlačenja: Nanesite izmjerenu silu na umetak kako biste odredili čvrstoću veze koja je potrebna da biste je izvukli iz nadmorska.
Ispitivanja oguljenja: Izmjerite silu potrebnu za oguljenje prekrivenog materijala s površine umetka (uobičajeno za ravna sučelja).
Testovi zakretnog momenta: Za umetke s navojem izmjerite moment potreban za vrtnju ili uklanjanje umetka.
Ispitivanje okoliša: Uzorci predmeta ekstremnim temperaturama, vlažnosti, izloženosti kemikalijama ili UV zračenjem kako bi se osiguralo dugoročne performanse i integritet veze u njihovom namjeravanom okruženju.
Funkcionalno testiranje: Ispitajte gotov dio u njegovoj namjeravanoj aplikaciji za provjeru da su sve funkcije ispunjene.
Integrirajući ove najbolje prakse, proizvođači mogu značajno smanjiti rizik, optimizirati proizvodnju i dosljedno proizvoditi visokokvalitetne prekrivene komponente.
Budući trendovi u prevladavanju umetanja
Polje prevladavanja umetanja kontinuirano se razvija, vođeno napredovanjem u znanosti o materijalima, tehnologiji proizvodnje i sve većim zahtjevima za integriranim i održivim proizvodima.
Napredak u materijalima i tehnologijama:
Integracija s više materijala : Očekujte kontinuirani razvoj visoko specijaliziranih TPE -a i TPU -a koji nude vrhunsko kemijsko vezivanje na širi spektar inženjerske plastike i metala, smanjujući oslanjanje na površinske tretmane.
Pametni materijali i senzori: Rastuća integracija napredne elektronike, senzora (npr. Tlak, temperatura, RFID), pa čak i fleksibilni krugovi izravno u prekrivene komponente, stvarajući "pametne" dijelove s ugrađenom funkcionalnošću.
Održivi materijali: Povećavanje upotrebe biološkog, recikliranog i recikliranog materijala koji se mogu reciklirati kako bi se zadovoljili propisi o okolišu i potražnju potrošača za zelenijim proizvodima.
Aditivna proizvodnja (3D ispis) za umetke: Prototipiranje, pa čak i niska proizvodnja složenih umetaka putem 3D ispisa postaju sve rasprostranjenija, nudeći neviđenu slobodu i brzinu dizajna.
Tekuća silikonska guma (LSR) prevladavanje: Kako sazrijeva LSR tehnologija oblikovanja, njegova upotreba za prevladavanje plastike i metala za mekani dodir, brtvljenje i medicinske primjene nastavit će rasti zbog svojih jedinstvenih svojstava (biokompatibilnost, široki temperaturni raspon).
Poboljšani softver za simulaciju: Takofisticiraniji alati za simulaciju omogućit će inženjerima da predvide protok materijala, čvrstoću veze, zaostale napone i potencijalnu ratnu stranicu s većom točnošću, optimizirajući dizajne gotovo prije nego što se alate prereže.
Povećana automatizacija i integracija industrije 4.0:
Robotika za postavljanje umetanja: Daljnji napredak u brzim, preciznim robotskim sustavima za automatizirano utovar umetanja poboljšao će učinkovitost i dosljednost, posebno za osjetljive ili složene umetke.
Integrirane proizvodne ćelije: Prekomjerne linije postat će integrirane s procesima nizvodno (sastavljanje, testiranje, pakiranje) u potpuno automatiziranim, "svjetla-out" proizvodnim okruženjima.
Kontrola procesa u stvarnom vremenu: Korištenje AI i strojnog učenja za praćenje u stvarnom vremenu i adaptivno upravljanje parametrima oblikovanja, dodatno optimizirajući kvalitetu i smanjenje otpada.
Digitalni blizanci: Stvaranje digitalnih replika proizvodnog procesa za predviđanje performansi, rješavanje problema i daljinski optimizirati operacije.
Ovi trendovi ukazuju na budućnost u kojoj će umetanje prevladavanja postati još sofisticiranije, svestranije i središnje za stvaranje naprednih, multifunkcionalnih proizvoda u svim industrijama.
So
Putovanje kroz prevladavanje umetanja otkriva sofisticiran i neizmjerno vrijedan proces proizvodnje koji stoji kao kamen temeljac modernog dizajna proizvoda. Od poboljšanja performansi i estetike do konsolidacije komponenti i smanjenja dugoročnih troškova, njegove su mogućnosti transformativne.
Rekap ključnih točaka:
Što jest: Umetnite prevladavanje precizno inkapsulira unaprijed formiranu komponentu (umetnuti) s materijalom koji je prepun ubrizgavanja, stvarajući jedan, integrirani dio.
Osnovni postupak: uključuje pažljivo pripremu umetanja, sigurno postavljanje u kalup, precizno ubrizgavanje materijala, hlađenje i izbacivanje, često koristeći automatizirane sustave za učinkovitost.
Dizajn je najvažniji: Uspjeh ovisi o pažljivom dizajnu i umetka i plastične plastike, uzimajući u obzir aspekte poput mehaničkih značajki za isprepletanje, ujednačene debljine stijenke, pravilnog kutova kako bi se osigurala oblikovanje i čvrstoća veza.
Kompatibilnost materijala je kritična: odabir materijala za umetanje i prevladavanje mora objasniti toplinsku, kemijsku i adhezijsku kompatibilnost kako bi se postigla jaka, pouzdana veza, često iskorištavajući uobičajenu termoplastiku poput TPE -a, TPU -a, PC -a, ABS -a i metala poput aluminija, mjerača i čelika.
Mehanizmi vezivanja: Adhezija se prvenstveno postiže snažnim mehaničkim međusobnim povezivanjem, kemijskim vezama (posebno kod specijaliziranih materijala) ili, manje često, u prirubnim ljepilima, a sve podržana pažljivim površinskim pripremama.
Široke primjene: Od poboljšanja ergonomije i zaštite osjetljive elektronike u medicinskim uređajima i potrošačkim proizvodima, do poboljšanja izdržljivosti i funkcionalnosti u automobilskim i industrijskim komponentama, svestranost nadrežavanja je ogromna.
Prednosti i nedostaci: Iako nudi značajne prednosti u uspješnosti, konsolidaciji dijela i dugoročnom smanjenju troškova, zahtijeva veća početna ulaganja u alate i pažljivo upravljanje materijalnom kompatibilnošću i složenošću procesa.

