
U svijetu proizvodnje,, ubrizgavanje je moćan postupak koji se koristi za stvaranje svega, od nadzornih ploča automobila do kapica za boce. Međutim, čak i uz modernu tehnologiju, mogu se dogoditi nedostaci. Jedan od najčešćih i frustrirajućih od njih je kratki snimak . Ovaj nedostatak ne izgleda samo loše; Stvara nefunkcionalni dio, što dovodi do izgubljenih materijala, kašnjenja u proizvodnji i većih troškova. Razumijevanje zašto se događaju kratki snimci i kako ih popraviti ključno je za sve koji su uključeni u proizvodnju plastičnih dijelova. Ovaj će vas vodič provesti kroz uzroke, rješenja i metode prevencije koji će vam pomoći da svaki put proizvedete visokokvalitetne, kompletne dijelove.
Koji je kratak hitac u injekcijskom oblikovanju?
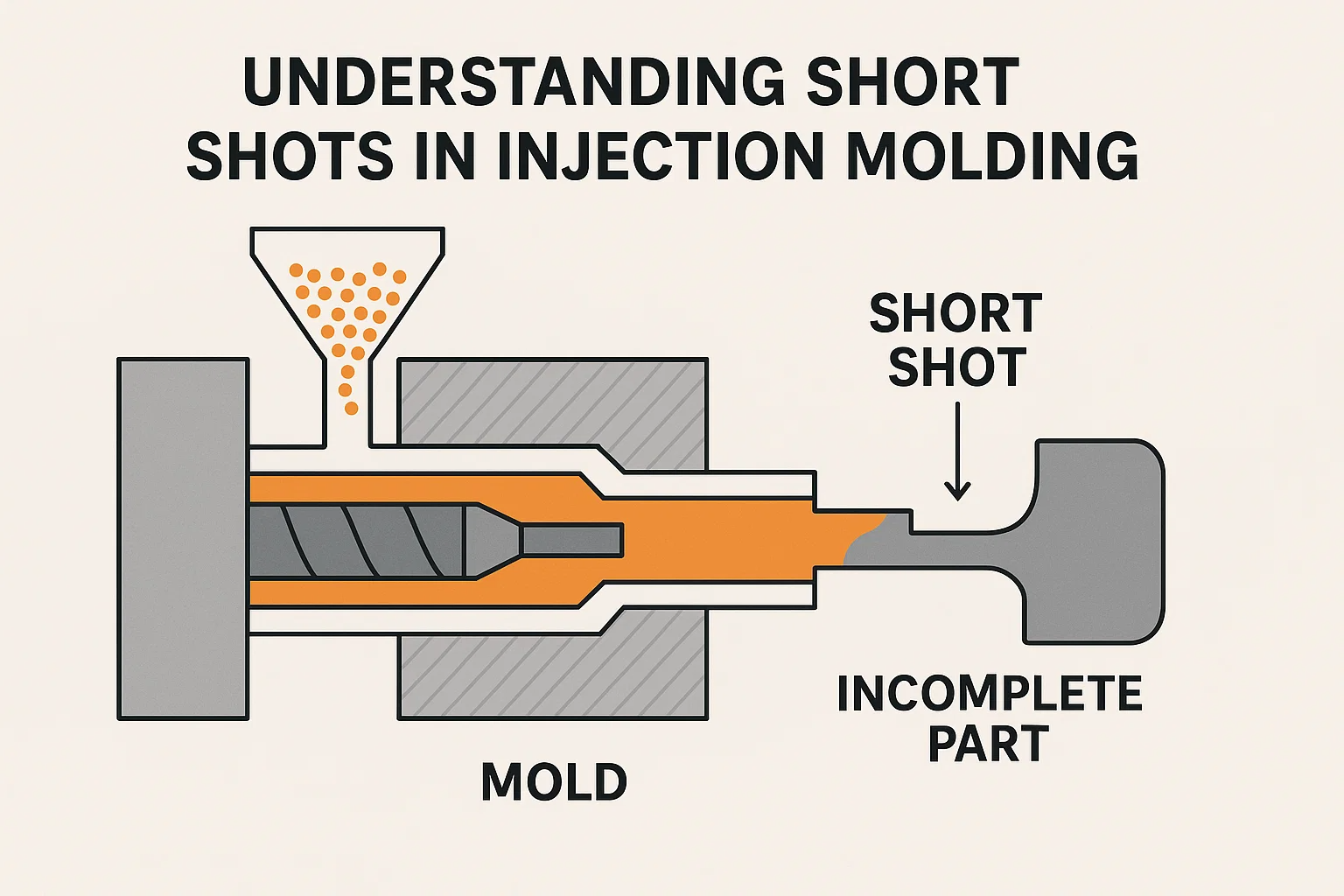
Jednostavno rečeno, a kratki snimak je oštećenje kalupa gdje rastopljena plastična smola ne ispunjava šupljinu kalupa. Umjesto potpunog, savršenog dijela, završite s komponentom koja je nepotpuna ili "kratka". To je poput pokušaja punjenja čaše vodom, ali istjecajte prije nego što je čaša puna. Rezultat je dio koji nedostaju dijelovi, često na najudaljenijim točkama odakle je ubrizgana plastika. Vizualno, kratki snimak može se pojaviti kao djelomično formirani dio, ili može imati gladak, zaobljeni rub gdje se plastični protok naglo zaustavio. Budući da je kratki hitac nepotpun dio, odmah je neupotrebljiv i mora ga ukinuti. Često je to simptom temeljnih problema s strojem, plijesni ili materijalom koje je potrebno dijagnosticirati i ispraviti.
Što uzrokuje kratke pucnjeve?
Dijagnosticiranje kratkog snimaka zahtijeva sustavni pristup, jer uzrok može proizaći iz nekoliko različitih područja postupka oblikovanja ubrizgavanja. Najčešća pitanja mogu se pratiti do materijala, postavki stroja ili samog dizajna kalupa.
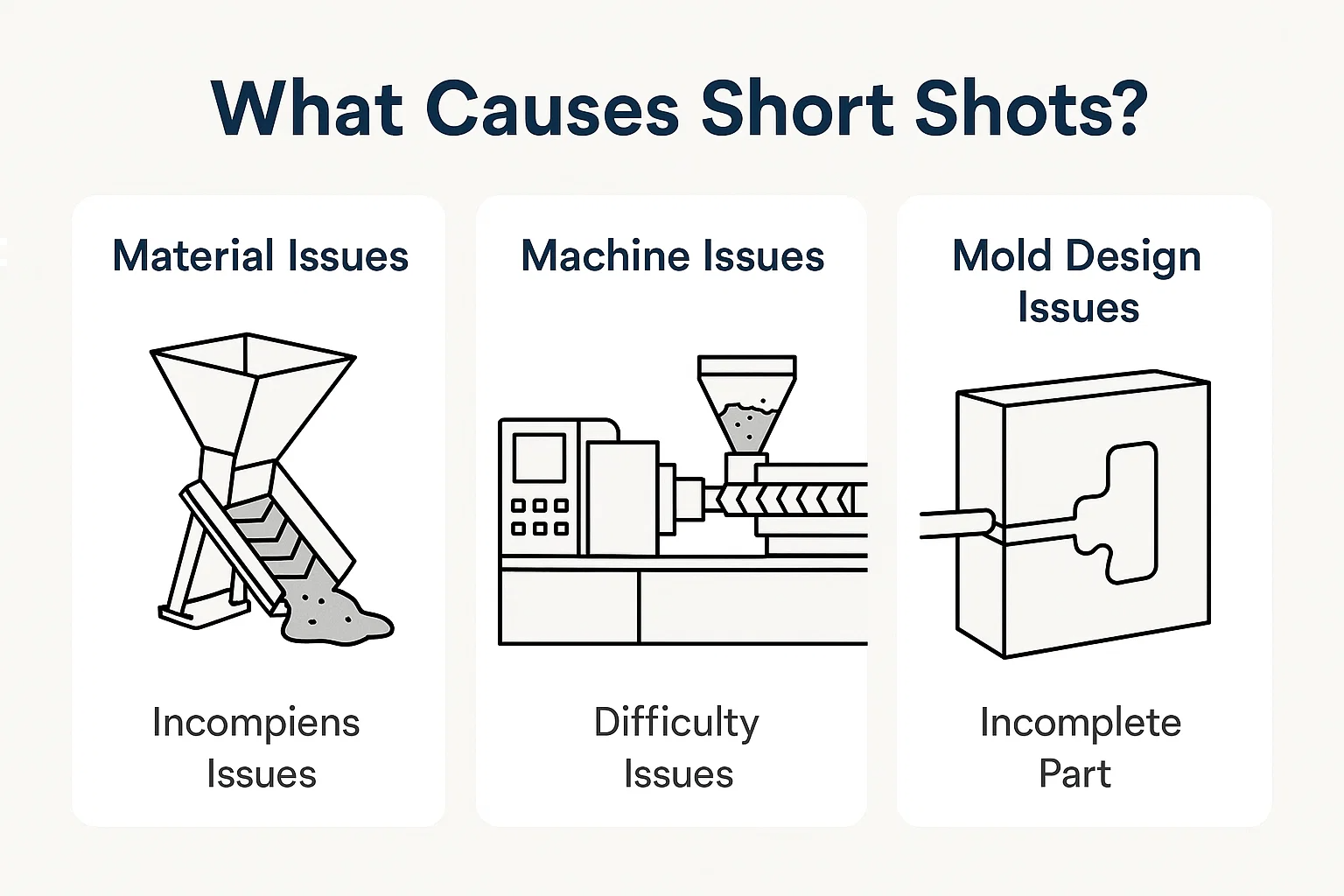
1. Materijalna pitanja
Vrlo plastika koju oblikovate može biti korijenski uzrok kratkog snimaka. Problemi sa stanjem ili pripremom smole mogu ga spriječiti da ispravno prolazi u kalup.
-
Nedovoljan materijal: Najviše izravni uzrok je jednostavno imati dovoljno plastike za ispunjavanje kalupa. To se može dogoditi ako vijak strojeva za ubrizgavanje kalupa ne napreduje dovoljno daleko da gurne potrebnu volumen plastike ili ako u sustavu dovoda postoji začepljenje.
-
Rješenja: Provjerite mehanizam za hranjenje materijala i hranjenja stroja kako biste osigurali da nije prazan ili blokiran. Povećajte veličinu snimanja na upravljačkoj ploči stroja kako biste isporučili veći volumen materijala.
-
-
Netočna temperatura taline: Ako se plastika ne zagrijava na odgovarajuću temperaturu, njegova viskoznost (otpor na protok) bit će previsoka. Debela, "hladna" talina bori se da teče kroz uske trkače i vrata i može se učvrstiti prije nego što može napuniti cijelu šupljinu.
-
Rješenja: Posavjetujte se s podatkovnim podacima dobavljača materijala za preporučeni raspon temperature taline. Podesite temperature grijača bačve i mlaznica na stroju kako biste povećali temperaturu plastike i smanjili njegovu viskoznost.
-
-
Materijalna viskoznost: Čak i pri ispravnoj temperaturi, neka plastika je inherentno više viskozna (deblja) od drugih. Materijali poput polikarbona i polistirena visokog utjecaja mogu biti skloniji kratkim snimcima zbog njihovih karakteristika protoka. Uz to, vlaga u higroskopskoj plastici (one koje apsorbiraju vodu, poput najlona) mogu uzrokovati da se degradiraju i izgube svoja svojstva protoka.
-
Rješenja: Osigurajte da se materijali pravilno osuše prije upotrebe prema specifikacijama proizvođača. Razmislite o korištenju stupnja niže viskoznosti istog materijala ili različitog materijala s boljim karakteristikama protoka.
-
2. Problemi s strojem
Postavke na vašem stroju za oblikovanje ubrizgavanja su kritične. Čak i s pravim materijalom i kalupom, netočni parametri lako mogu dovesti do kratkog pucanja.
-
Neadekvatan pritisak ubrizgavanja: Tlak je sila koja gura rastaljenu plastiku u kalup. Ako je tlak ubrizgavanja prenizak, plastika neće imati dovoljno sile za putovanje na najudaljenije krajeve šupljine.
-
Rješenja: Povećajte postavljanje tlaka ubrizgavanja na stroju. Ovo je često prvo i najjednostavnije rješenje koje treba isprobati. Međutim, budite oprezni da ne upotrebljavate pretjerani pritisak, jer može uzrokovati druge nedostatke poput bljeskalice.
-
-
Netočna brzina ubrizgavanja: Brzina kojom se ubrizgava plastika također igra ključnu ulogu. Ako je brzina prespora, plastika se može početi hladiti i prerano učvrstiti prije nego što je šupljina puna. To se posebno odnosi na dijelove tankih zidova.
-
Rješenja: Povećati brzinu ubrizgavanja. Brži brzina ubrizgavanja može pomoći plastici da dosegne sve dijelove kalupa prije nego što izgubi toplinu i viskoznost.
-
-
Problemi s ventilacijom: Dok plastika ispunjava kalup, zrak zarobljen iznutra mora imati način da pobjegne. Ako su otvori kalupa blokirani ili nepravilno veličine, zarobljeni zrak stvorit će povratni tlak koji odolijeva protoku plastike, učinkovito "kratki" pucanj.
-
Rješenja: Očistite ventilacijske i linije kalupa. Osigurajte da su dubine odzračivanja točne (obično 0,0005 do 0,001 inča ili 0,013 do 0,025 mm). Razmislite o dodavanju dodatnih otvora ili sustava odzračivanja vakuuma za složene kalupe.
-
3. Provjera dizajna kalupa
Čak i uz savršene postavke materijala i strojeva, loše dizajnirani plijesan može onemogućiti proizvodnju kompletnog dijela. Ova su pitanja često najizazovnija za rješavanje jer zahtijevaju fizičke izmjene alata.
-
Veličina i lokacija vrata: Vrata je otvor kroz koji rastopljena plastika ulazi u šupljinu kalupa.
-
Veličina vrata: Ako su vrata premala, može djelovati kao ograničenje, sprječavajući da se dovoljno materijala ulije u šupljinu. Trenje s malih vrata također može uzrokovati da se materijal prerano hladi.
-
Rješenja: Povećajte veličinu vrata. Šira ili deblja vrata omogućavaju brži i učinkovitiji protok plastike.
-
-
Mjesto vrata: Nepravilno smještena vrata također mogu dovesti do kratkog pucanja, pogotovo ako je daleko od područja koja trebaju biti napunjena posljednje. To povećava duljinu protoka i rizik od plastičnog hlađenja prije nego što dosegne kraj šupljine.
-
Rješenja: Premjestite vrata u središnji ili optimalniji položaj kako biste osigurali da se sva područja dijela mogu ravnomjerno ispuniti. Za složene dijelove može biti potrebno više vrata.
-
-
-
Dizajn sustava trkača: Sustav trkača je mreža kanala koji plastiku usmjerava iz mlaznice stroja do vrata.
-
Veličina i izgled trkača: Sustav trkača koji je premali ili predug može uzrokovati značajan pad tlaka, što znači da nema dovoljno sile da plastiku gurne sve do kraja šupljine kalupa.
-
Rješenja: Povećajte promjer trkača kako biste smanjili gubitak tlaka i poboljšali protok. Redizajnirajte izgled trkača kako bi bio izravniji i uravnoteženiji, osiguravajući sve šupljine (u kalupu s više stolova) ispunjavaju se istom brzinom.
-
-
-
Debljina zida: Tanki zidni dijelovi na dizajnu dijela mogu biti glavni uzrok kratkih snimaka. Rastaljena plastika se vrlo brzo hladi, a ako mora proći kroz vrlo tanko područje, može se učvrstiti prije nego što dosegne drugu stranu, stvarajući nepotpuni dio.
-
Rješenja: Izmijenite dizajn dijela kako biste povećali debljinu stijenke u problematičnim područjima. Iako to možda nije uvijek moguće, to je važno razmatranje tijekom početne faze dizajna. Za postojeće kalupe možda ćete trebati koristiti fluidniji materijal, veće temperature ili brže brzine ubrizgavanja da biste kompenzirali.
-
Kako prepoznati kratke pucnjeve
Identificiranje kratkog hitaca obično je jednostavno, jer je to vrlo vidljiva oštećenja. Međutim, sustavni pristup pomaže potvrditi problem i utvrditi točan položaj, što je ključno za učinkovito rješavanje problema.
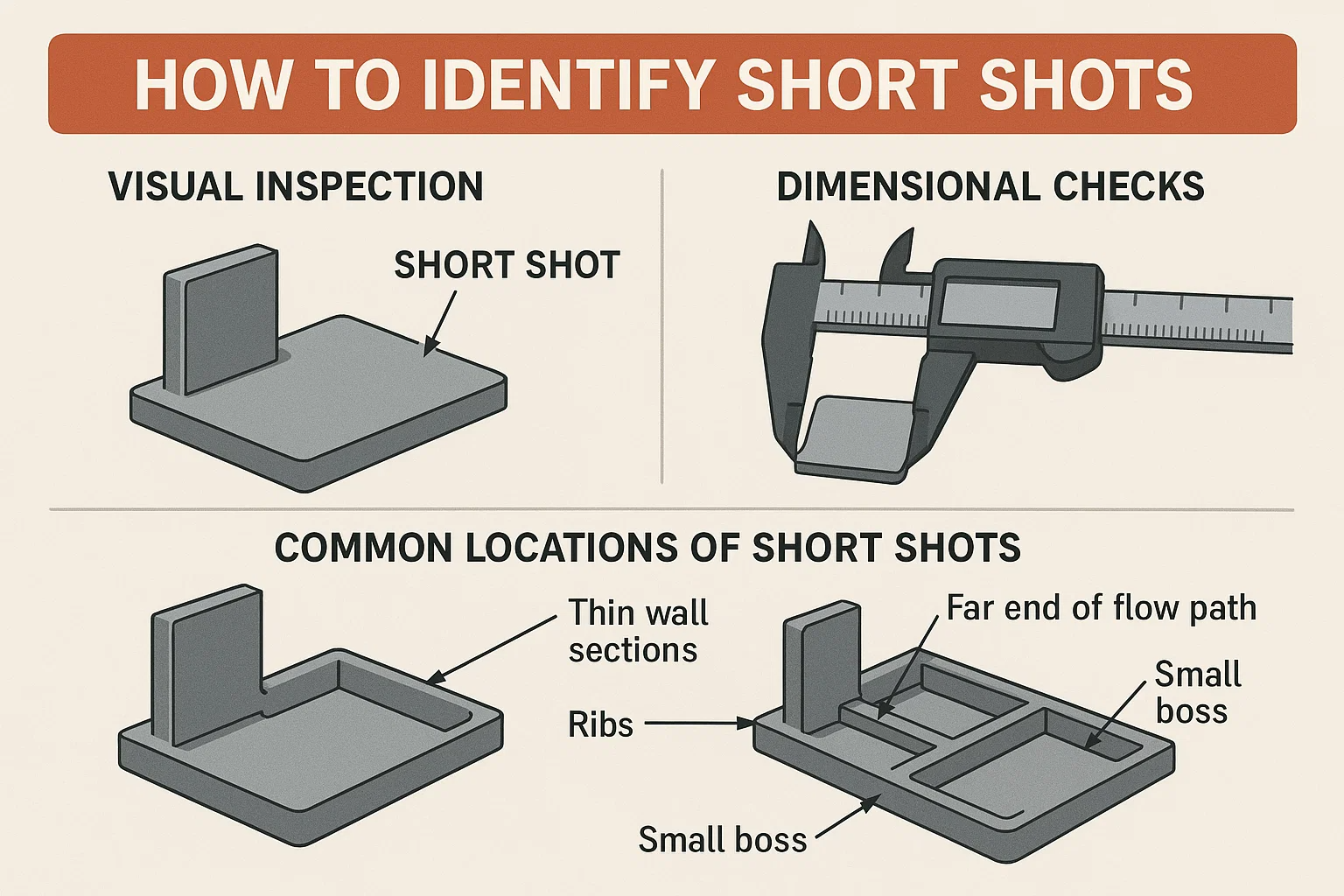
Vizualni pregled
Najčešći način da se uočite kratki snimak je kroz brzu vizualnu provjeru. Kratki je snimak odmah očit jer je dio nepotpun. Primijetit ćete da dijelovi dijela nedostaju ili da dio naglo završava zaobljenim, nedovršenim rubom na kojem se zaustavio plastični protok. To je obično glatka, zakrivljena površina jer površinska napetost rastaljenog plastike uzrokuje da se lagano povuče dok se učvršćuje. Ovo je znak da se šupljina plijesni nije ispunila.
Dimenzionalne provjere
Iako je vizualna provjera često dovoljna, obavljanje dimenzionalne provjere može pružiti konkretnije informacije, posebno za dijelove složene geometrije. Ako imate dio koji izgleda skoro Kompletno, ali niste sigurni, izmjerite njegovu duljinu, širinu i visinu. Kratki hitac neće ispuniti potrebne dimenzije, jer dio neće ispuniti cijelu šupljinu kalupa. Za dijelove s tankim zidovima, kratki snimak u početku možda neće biti vidno očit, ali dimenzionalni ček potvrdit će problem.
Uobičajene lokacije kratkih snimaka
Kratki snimci gotovo uvijek se javljaju na Kraj staze protoka , što je točka najudaljenija od vrata gdje plastika ulazi u šupljinu. Poljaljana plastika gubi toplinu i pritisak dok putuje, tako da su posljednja područja koja treba napuniti najosjetljivija na kratak hitac. Ta su područja često:
-
Tanki zidni dijelovi.
-
Rebra ili mali šefovi.
-
Značajke koje su na velike udaljenosti od vrata.
-
Područja sa siromašnim ili nikakvim odzračivanjem.
Znajući gdje potražiti, brzo možete potvrditi kratki snimak i početi ga povezati s potencijalnim uzrocima o kojima je riječ ranije.
Rješenja za kratke snimke
Rješavanje kratkog snimaka zahtijeva strateški pristup. Često je najbolje započeti s najlakšim i najisplativijim rješenjima prije nego što pređete na složenija i skuplja. Započnite s postavkama stroja, zatim razmotrite materijal i na kraju pogledajte sam kalup.
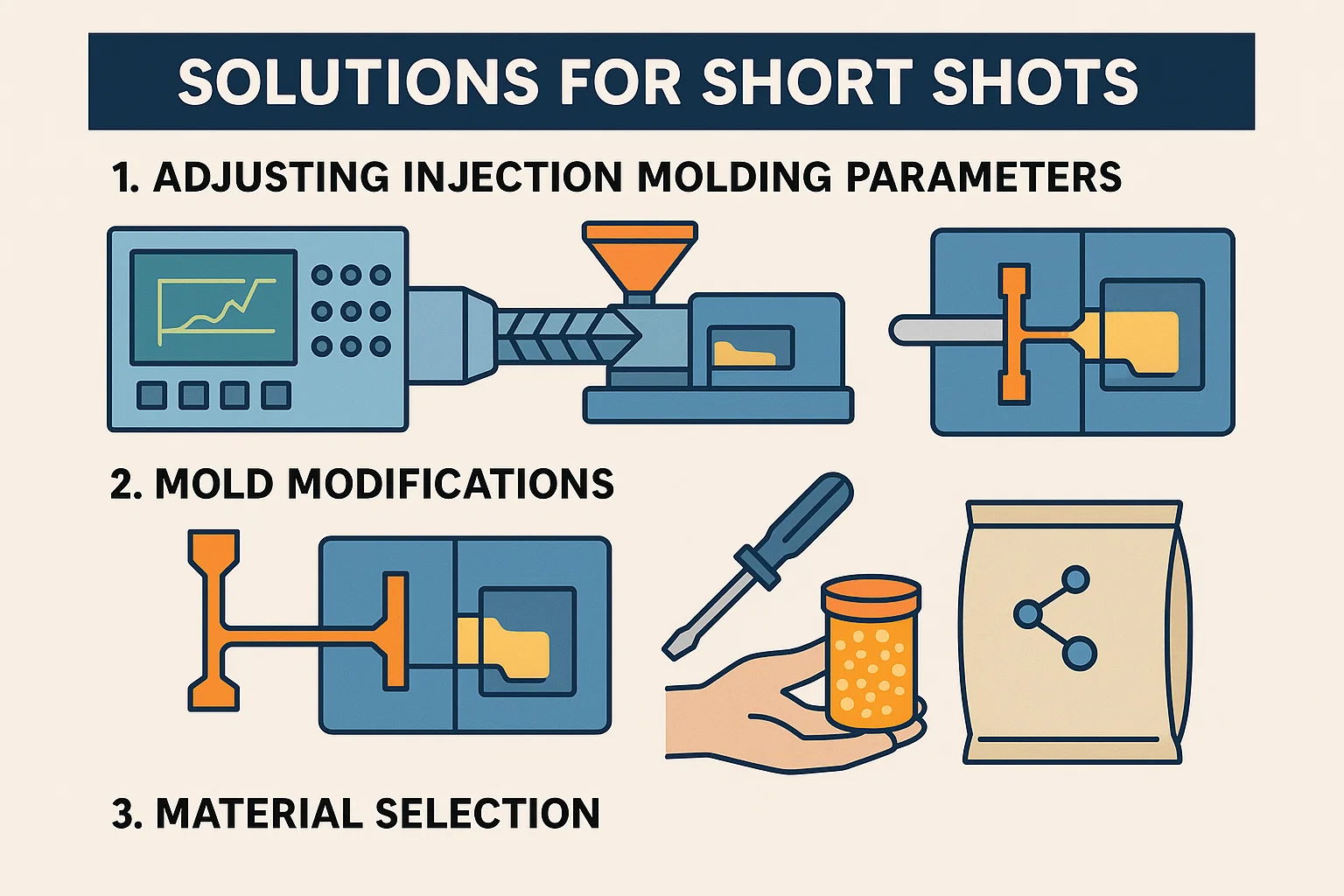
1. Podešavanje parametara za ubrizgavanje
Najbrži i najčešći način popravljanja kratkih snimaka je prilagođavanje postavki stroja. Te se promjene često mogu izvršiti na upravljačkoj ploči bez dugog zaustavljanja proizvodnje.
-
Povećani tlak ubrizgavanja: To je obično prvo i najučinkovitije rješenje. Povećavanjem pritiska dajete rastopljenoj plastici više sile za putovanje kroz kalup, pomažući joj da napuni čak i najteže dostupan područja. Povećajte tlak u malim koracima (npr. 50-100 psi) dok dio ne bude završen.
-
Optimiziranje brzine ubrizgavanja: Brži brzina ubrizgavanja može vam pomoći da napunite kalup prije nego što plastika ima priliku ohladiti i učvrstiti. To je posebno važno za tanko zidne dijelove ili one s dugim stazama protoka. Baš kao s tlakom, povećavajte brzinu postupno kako biste izbjegli ostale nedostatke poput bljeskalice ili tragova izgaranja.
-
Izmjena temperature taline: Veća temperatura taline smanjit će plastiku viskoznost , čineći ga lakšim. Provjerite list materijala za preporučeni raspon temperature i povećajte temperature bačve i mlaznica kako biste poboljšali fluidnost. To može biti vrlo učinkovito rješenje, ali imajte na umu da ne pregrijavate materijal, što može uzrokovati degradaciju.
2. Modifikacije kalupa
Ako podešavanje parametara stroja ne riješi problem, problem može biti sa samom kalupom. Ova rješenja zahtijevaju isključivanje stroja i fizički mijenjati alat. Iako su skuplji, oni pružaju dugoročni popravak.
-
Prilagođavanja vrata i trkača: Veličina i dizajn vrata i trkača kritični su za pravilan protok. Ako su premali, mogu ograničiti protok plastike. Povećanje vrata ili proširenje trkača omogućit će da više materijala teče u šupljinu s manjim otporom. Za kalupe s više štrebera, uravnoteženje trkača je također ključno kako bi se svaka šupljina ravnomjerno ispunila.
-
Poboljšanje ventilacije: Zarobljeni zrak u kalupu može djelovati kao jastuk, sprečavajući plastiku da napuni šupljinu. Čišćenje postojećih otvora jednostavan je prvi korak. Ako problem i dalje postoji, proizvođač kalupa možda će trebati dodati dodatne otvore u kalup na mjestima gdje se događa kratki hitac. U nekim slučajevima a sustav vakuumskog odzračivanja Može se instalirati kako bi se aktivno izvukao zrak iz kalupa.
-
Poboljšanja sustava grijanja: Za složene kalupe ili dijelove debelih zidova, a Sustav vrućeg trkača može se koristiti. Za razliku od hladnih trkača, vrući trkači drže plastiku rastopljenu do vrata, eliminirajući potrebu za ponovnim zagrijavanjem i osiguravajući dosljedniju temperaturu i lakši protok.
3. Odabir materijala
Ponekad je najjednostavnije rješenje prebacivanje materijala ili osigurati da se trenutni pravilno priprema.
-
Odabir pravog materijala: Unutar jedne vrste plastike postoje različite ocjene s različitim svojstvima protoka. Ako koristite materijal s niskom brzinom protoka taline (MFR), razmislite o prelasku na viši MFR razred, koji je dizajniran da lakše teče.
-
Tehnike sušenja materijala: Mnoge higroskopske plastike (poput najlona, ABS i polikarbonata) apsorbiraju vlagu iz zraka. Kad se oblikova, ova vlaga se pretvara u paru, što može spriječiti plastični protok i uzrokovati kratke pucnjeve. Uvijek osigurajte da se vaš materijal pravilno osuši u vrućem zraku ili sušilicu za sušenje prije obrade.
Sprječavanje kratkih hitaca
Najbolji način da se riješite kratkih snimaka je spriječiti da se to dogodi. Proaktivne mjere u fazama dizajna i održavanja mogu uštedjeti značajno vrijeme i novac.
-
Načela dizajna za proizvodnju (DFM): Ovo je ključni prvi korak. DFM uključuje dizajniranje dijela s obzirom na proces proizvodnje na umu. Kada je u pitanju oblikovanje ubrizgavanja, to znači:
-
Ujednačena debljina stijenke: Izbjegavajte dramatične promjene u debljini zida. To osigurava da se plastični protoci i hlade dosljedno, sprječavajući kratke pucnjeve u tankim dijelovima.
-
Odgovarajući dizajn rebra i šefa: Osigurajte da su rebra, šefovi i druge značajke dizajnirani s pravilnim kutovima i filetima kako bi se olakšao plastični protok i spriječio zamke zraka.
-
Smanjite duljinu protoka: Dizajnirajte dio tako da plastika ne mora prijeći prekomjerno na velike udaljenosti od vrata, smanjujući rizik od preranog hlađenja.
-
-
Redovito održavanje stroja: Dobro održavan stroj je pouzdan stroj. Redovito provjeravanje i servisiranje vašeg stroja za oblikovanje ubrizgavanja može spriječiti mnoge probleme koji dovode do kratkih hitaca.
-
Čiste mlaznice i bačve: Osigurajte da nema blokada ili nakupljanja učvršćene plastike koje bi mogle ograničiti protok materijala.
-
Provjerite pojaseve grijača i termoparove: Provjerite jesu li svi elementi grijanja ispravno funkcionirali kako bi se osiguralo da se plastika ravnomjerno topi i dosegne željenu temperaturu.
-
-
Najbolje prakse za rukovanje materijalima: Pravilno skladištenje i priprema materijala su neophodni.
-
Ispravno sušenje: Uvijek suhi higroskopski materijali kako je preporučio dobavljač. Ovo je možda najvažniji preventivni korak za ove materijale.
-
Pravilno pohranu: Spremite smole u zapečaćenim okruženjima pod kontrolom klime kako bi se spriječilo apsorpciju i kontaminaciju vlage.
-
Studije slučaja
Primjeri iz stvarnog svijeta ilustriraju kako se u praksi primjenjuju načela rješavanja problema. Ove studije slučaja ističu važnost sustavne dijagnoze.
-
Studija slučaja 1: Tankozivo kućište elektronike
-
Problem: Proizvođač je proizvodio tanko zidove kućišta za uređaj za potrošačku elektroniku. Dijelovi su dosljedno izlazili s kratkim pucanjem u kutu najudaljenije od vrata.
-
Dijagnoza: Početni pokušaji povećanja tlaka i brzine nisu uspjeli, uzrokujući bljeskalicu (višak plastike) na drugim dijelovima kalupa. Detaljna analiza pokazala je da se plastika prebrzo hladi dok je tekla kroz tanki dio.
-
Otopina: Tim je utvrdio da temperatura otopljenja bila je preniska za tanku geometriju dijela. Povećali su temperaturu bačve i mlaznice za 20 ° F, što je smanjilo viskoznost plastike tek toliko da je omogući da napuni cijelu šupljinu bez potrebe za pretjeranim tlakom. Dijelovi su zatim proizvedeni bez oštećenja.
-
-
Studija slučaja 2: Kalup s više stoljeća
-
Problem: Kalup s četiri identične šupljine stvarao je kratke pucnje u jednoj ili dvije šupljine, dok su ostale savršeno ispunile.
-
Dijagnoza: Budući da su kratki snimci lokalizirani u određene šupljine, problem nije bio povezan s postavkama strojeva ili materijalom. Bio je a Problem dizajna kalupa . Vizualni pregled trkača otkrio je da je trkač koji vodi do kratkih šupljina nešto duži i tanji od ostalih, uzrokujući a neravnoteža pritiska .
-
Otopina: Kalup je poslan u prodavaonicu alata u kojoj su trkači ponovno raspoređeni u jednoliku duljinu i promjer. Ovaj uravnotežen sustav trkača , osiguravajući da plastika teče s jednakim tlakom u sve četiri šupljine, eliminirajući kratke pucnjeve.
-
Napredne tehnike
Za proizvodnju ili složene dijelove velikog količine, znanstveniji pristup dijagnosticiranju i sprječavanju kratkih snimaka može uštedjeti ogromne količine vremena i novca.
-
Analiza protoka kalupa: Prije nego što se kalup čak izgradi, Analiza protoka kalupa (MFA) Softver može simulirati postupak oblikovanja ubrizgavanja. Predviđa kako će rastopljena plastika napuniti šupljinu, identificirajući potencijalna problematična područja poput kratkih pucnjeva, zamki za zrake i linija zavarivanja. Koristeći MFA, inženjeri mogu optimizirati mjesta vrata , Runner Systems , i debljina zida dijela kako bi se spriječile nedostatke prije nego što se bilo koji čelik izreza.
-
Senzori i sustavi za nadzor: Moderni strojevi za ubrizgavanje mogu biti opremljeni senzorima koji pružaju podatke u stvarnom vremenu o tlaku, temperaturi i brzini. Senzori tlaka posebno su korisni; Oni mjere pritisak unutar šupljine i mogu otkriti kratki hitac u djeliću sekunde, omogućujući automatski zaustavljanje stroja. Ova razina praćenja omogućava operatorima da izvrše precizna prilagođavanja podataka i osigurava dosljednu kvalitetu dijela.
Zaključak
A kratki snimak je više od samo vidljivog oštećenja; To je jasan signal da nešto u procesu oblikovanja ubrizgavanja, stroja ili dizajna kalupa nije sinkronizirano. Iako su uobičajena frustracija u proizvodnji, oni su također rješivi problem. Sustavnim dijagnosticiranjem temeljnog uzroka - bilo da je to problem s materijalom, postavkama stroja ili samom plijesni - možete implementirati učinkovita rješenja i vratiti proizvodnju na pravi put.
Ključ dugoročnog uspjeha, međutim, leži u prevencija . Prihvaćanjem principa poput Dizajn za proizvodnju (DFM) I implementirajući redovito održavanje i pravilno rukovanje materijalima, možete umanjiti rizik od kratkih snimaka prije nego što se uopće pojave. I za složene ili velike projekte, napredne alate poput Analiza protoka plijesni A senzori u molbu nude snažan način da se osigura kvaliteta i učinkovitost od samog početka. U konačnici, razumijevanje i rješavanje kratkih snimaka ne radi se samo o popravljanju oštećenja, već o optimizaciji cijelog vašeg injekcijskog oblikovanja za dosljedne, visokokvalitetne rezultate.

