
Vaš vodič za ubrizgavanje u Kini: Trošak, kvaliteta i pronalaženje pravog partnera
Uvod u kinesko oblikovanje ubrizgavanja
Ubrizgavanje je svestran i široko korišten postupak proizvodnje za proizvodnju dijelova iz termoplastičnih i termoosetičnih plastičnih materijala. To uključuje ubrizgavanje rastopljenog materijala u kalup, gdje se hladi i učvršćuje u željeni oblik. Ova je metoda poznata po svojoj sposobnosti stvaranja složenih dijelova s visokom preciznom, izvrsnom završnom obradom i brzim stopama proizvodnje, što je čini neophodnom u mnoštvu industrija, od automobilske i medicinske do potrošačke elektronike i kućne robe.
Posljednjih desetljeća Kina se pojavila kao dominantna sila u globalnom proizvodnom krajoliku, a njegova industrija za ubrizgavanje nije iznimka. Zemlja je postala preferirano odredište za tvrtke širom svijeta tražeći usluge oblikovanja ubrizgavanja, uglavnom zbog robusne proizvodne infrastrukture, konkurentnih cijena i opsežne mreže dobavljača. Ovaj vodič ima za cilj pružiti sveobuhvatan pregled kineskog oblikovanja ubrizgavanja, uranjajući u kritične aspekte kao što su troškovi, kvaliteta i bitni koraci za pronalaženje pravog proizvodnog partnera za vaše specifične potrebe projekta.
Međutim, odabir Kine za vaše potrebe za oblikovanjem ubrizgavanja dolazi s jedinstvenim nizom prednosti i nedostataka koji zahtijevaju pažljivo razmatranje:
Prednosti odabira Kine za injekcijsko oblikovanje:
- Isplativost: Jedan od glavnih pokretača za outsourcing u Kini su znatno niži troškovi rada u odnosu na zapadne zemlje. To, u kombinaciji s konkurentnim cijenama materijala i ekonomijom razmjera, često rezultira nižim ukupnim jediničnim troškovima za proizvedene dijelove.
- Uspostavljena infrastruktura i ekosustav: Kina se može pohvaliti visoko razvijenom proizvodnom infrastrukturom i ogromnim ekosustavima prateće industrije, uključujući proizvođače kalupa, dobavljače materijala i usluge završne obrade. To omogućava pojednostavljene proizvodne procese i brz pristup resursima.
- Visoki proizvodni kapacitet: Kineski proizvođači često imaju velike proizvodne kapacitete, što ih čini dobro prilagođenim za narudžbe i masovnu proizvodnju.
- Brzina na tržište: Učinkovitost i razmjera kineske proizvodnje često mogu dovesti do bržeg ciklusa prototipa i proizvodnje, ubrzavajući vrijeme na tržište novih proizvoda.
- Tehnološki napredak: Mnoge vodeće kineske kompanije za ubrizgavanje ulagale su u ulogu u najsuvremenijim strojevima i usvojile napredne tehnologije, nudeći sofisticirane mogućnosti i visokokvalitetne rezultate.
- Iskustvo i stručnost: S desetljećima iskustva u globalnoj proizvodnji, kineski dobavljači akumulirali su značajnu stručnost u različitim tehnikama injekcijskog oblikovanja i materijalnim primjenama.
Nedostaci odabira Kine za injekcijsko oblikovanje:
- Komunikacijske barijere: Jezične razlike i kulturne nijanse ponekad mogu dovesti do nesporazuma ili pogrešnih tumačenja, što je jasnu i konzistentnu komunikaciju od presudne važnosti.
- Intelektualno vlasništvo (IP) tiče se: Iako su uloženi napori za jačanje zaštite IP -a u Kini, neke tvrtke i dalje imaju zabrinutost zbog zaštite njihovih dizajna i vlasničkih informacija. Temeljita pažnja i robusni pravni ugovori su neophodni.
- Izazovi kontrole kvalitete (ako se ne upravlja dobro): Iako je visoka kvaliteta ostvariva, održavanje konzistentne kvalitete može biti izazov bez odgovarajućeg nadzora, strogih mjera kontrole kvalitete i jasnih specifikacija. Zahtijeva proaktivni angažman i dobro definiran plan osiguranja kvalitete.
- Logistika i složenost otpreme: Upravljanje međunarodnim carinama, carinama i uvoznim carinama može dodati slojeve složenosti i troškova cjelokupnom procesu.
- Vremenska vremena za alat: Iako proizvodnja može biti brza, početna faza alata (stvaranje plijesni) i dalje može imati značajna vremena, posebno za složene dizajne.
- Etička i okolišna razmatranja: Za tvrtke je važno osigurati da se njihovi odabrani dobavljači pridržavaju etičke radne prakse i okolišnih propisa, usklađujući se s vlastitim ciljevima društvene odgovornosti korporativne korporacije.
Razumijevanje postupka oblikovanja ubrizgavanja
Da bi se učinkovito uključilo u Kine usluge oblikovanja ubrizgavanja, ključno je imati temeljno razumijevanje samog postupka oblikovanja ubrizgavanja. Ovo znanje omogućava vam da učinkovitije komunicirate s proizvođačima, razumijete tehničke specifikacije i donosite informirane odluke o vašem projektu.
Korak po korak Objašnjenje postupka oblikovanja ubrizgavanja:
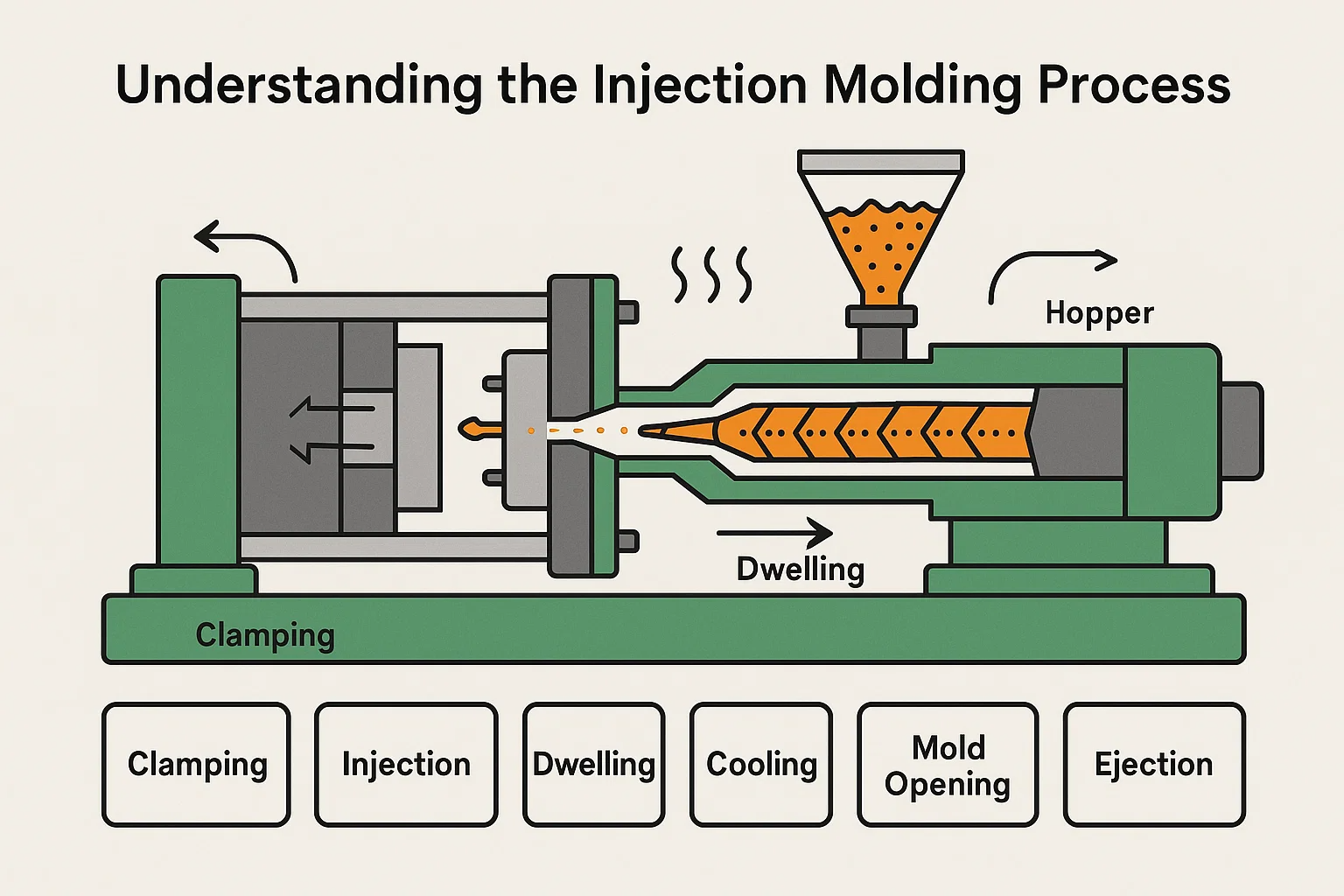
Postupak oblikovanja ubrizgavanja je ciklička operacija koja, iako se čini jednostavno, uključuje precizno kontrolu temperature, tlaka i vremena za stvaranje dosljednih dijelova. Evo temeljnih koraka:
-
Stezanje: Proces započinje jedinicom za stezanje. Dvije polovice kalupa (šupljina i jezgra) čvrsto su stegnute snažnom hidrauličkom ili električnom preše. Jedna polovica kalupa je obično nepomična, dok se druga kreće kako bi se otvorila i zatvorila. Ova sila stezanja mora biti dovoljna da podnese ogroman tlak koji se vrši tijekom ubrizgavanja, sprječavajući otvaranje i treptanje plijesni (rastaljena plastika koja bježi između polovica kalupa).
-
Injekcija: Plastične pelete ili granule dovode se iz spremnika u grijanu bačvu. Unutar cijevi se okretni vijak okreće, topljejući plastični materijal kombinacijom topline i trenja smicanja. Jednom kada se plastika rastopi i dovoljna veličina "pucanja" (količina plastike potrebne za dio) akumulira se na prednjem dijelu vijka, vijak se pomiče prema naprijed poput klipa, ubrizgavajući rastaljenu plastiku pod visokim tlakom i brzinu u zatvorenu šupljinu plijesni kroz sustav trkača i vrata.
-
Stan (pakiranje/držanje): Nakon što se napuni šupljina plijesni, održava se kontrolirana količina tlaka, poznata kao "prebivalište" ili "pakiranje" tlaka. Ovaj trajni pritisak pomaže nadoknaditi volumetrijsko skupljanje koje se javlja kako se plastika hladi i učvršćuje. Osigurava da su šupljine kalupa potpuno napunjene, sprečavajući tragove sudopera, praznine i druge nedostatke i promičući dimenzionalnu stabilnost.
-
Hlađenje: S plastikom koja je sada potpuno upakirana u kalup, počinje se hladiti i učvrstiti unutar oblika kalupa. Hlađenje kanala, često integrirani u dizajn kalupa i cirkuliraju hladnu vodu ili ulje, olakšavaju ovaj postupak. Vrijeme hlađenja obično je najduži dio ciklusa oblikovanja ubrizgavanja i ovisi o faktorima kao što su korišteni materijal, debljina stijenke dijela i dizajn kalupa. Učinkovito hlađenje je presudno za postizanje željenih svojstava dijela i minimiziranje vremena ciklusa.
-
Otvaranje kalupa: Jednom kada se dio dovoljno ohladio i očvrsne, stezalna jedinica povlači, otvarajući dvije polovice kalupa.
-
Izbacivanje: Dok se kalup otvara, igle za izbacivanje, strateški postavljeni u kalup, guraju učvršćeni dio iz šupljine kalupa. Ove su igle dizajnirane tako da primjenjuju ravnomjerni pritisak kako bi se izbjeglo deformiranje ili oštećenje novopečenog dijela. Dio zatim pada na transportnu traku ili u kantu za kolekciju.
-
Post-obrada (neobavezno): Nakon izbacivanja, neki dijelovi mogu zahtijevati malu naknadnu obradu, poput obrezivanja trkača ili vrata (kanala koji su vodili plastiku u šupljinu kalupa), uklanjanja debljine ili sekundarne operacije poput montaže, slikanja ili tiskanja. U mnogim slučajevima, višak materijala trkača može se ponovno upotrijebiti i ponovno upotrijebiti, doprinoseći troškovnoj učinkovitosti i smanjenom otpadu. Ciklus se zatim ponavlja.
Različite vrste tehnika oblikovanja ubrizgavanja koje se koriste u Kini:
Iako je temeljni postupak i dalje dosljedan, kineske napredne proizvodne mogućnosti omogućuju raznim tehnikama specijaliziranog ubrizgavanja kako bi se ispunili različiti zahtjevi proizvoda:
- Standardno termoplastično oblikovanje ubrizgavanja: Ovo je najčešća metoda, koristeći termoplastične polimere koji se mogu više puta rastopiti i učvrstiti. Prikladan je za veliki niz potrošačkih i industrijskih proizvoda.
- Prevladavanje: Ova tehnika uključuje oblikovanje jednog materijala na drugu već postojeću komponentu (supstrat), često za stvaranje proizvoda s više materijala, boja ili tekstura (npr. Ručke mekih grip na alatima, brtve na elektroničkim kućištima). Supstrat može biti plastični, metalni ili drugi materijal.
- Umetnite oblikovanje: Slično kao prevladavanje, ali ovdje, unaprijed formirani umetci (obično metalne komponente poput umetaka s navojem, igle ili elektroničkih kontakata) stavljaju se u kalup prije ubrizgavanja. Poljaljana plastika teče okolo i obuhvaća ove umetke, stvarajući jedan integrirani dio. To povećava čvrstoću dijela, funkcionalnost ili omogućuje električnu vodljivost.
- Dvospratno (više-shot) oblikovanje ubrizgavanja: Ovaj napredni postupak proizvodi dijelove s dva ili više različitih plastičnih materijala ili boja u jednom ciklusu oblikovanja, često u istom stroju. Eliminira potrebu za sastavljanjem i omogućava složene dizajne s različitim svojstvima materijala ili estetskim značajkama.
- Oblučivanje ubrizgavanja uz plin: Za dijelove s debelim presjecima ili onima koji zahtijevaju poboljšanu površinsku završnu obradu i smanjene oznake sudopera, inertni plin (poput dušika) ubrizgava se u šupljinu kalupa nakon djelomičnog pucanja rastaljene plastike. Plin stvara unutarnje kanale, gurajući plastiku na zidove kalupa i smanjujući upotrebu materijala i vrijeme hlađenja.
- Tekuća silikonska guma (LSR) oblikovanje ubrizgavanja: Ovaj je postupak posebno dizajniran za tekuću silikonsku gumu, termoset materijal poznat po svojoj fleksibilnosti, otpornosti na visoku temperaturu i biokompatibilnosti. Često se koristi za medicinske uređaje, brtve i robu široke potrošnje.
- Oblikovanje tankog zida: Ova se tehnika fokusira na proizvodnju dijelova s izuzetno tankim dijelovima zidova, obično za primjene u kojima su kritični smanjenje materijala, lagano i brzo vrijeme ciklusa, poput pakiranja ili raspoložive robe široke potrošnje.
- Vrući kalupi za trkače nasuprot hladnim kalupima za trkače: Oni se odnose na sustav trkača (kanali koji vode rastopljene plastike u šupljine kalupa).
- Hladni kalupi za trkače: Plastika u trkačima hladi i učvršćuje se zajedno s dijelom. Taj se materijal trkača zatim izbacuje i mora se ukloniti iz dijela, često se reciklira. Oni su jednostavniji i jeftiniji za izgradnju, ali mogu stvoriti više otpada.
- Vrući kalupi za trkače: Trkači se drže zagrijavaju, tako da plastika unutar njih ostaje rastopljena tijekom cijelog ciklusa. To znači da nema materijalnog otpada od trkača, što dovodi do učinkovitije korištenje materijala, brže vrijeme ciklusa, a često i bolji kozmetički završetak. U početku su složeniji i skuplji za alat.
Materijali koji se obično koriste u kineskom injekcijskom oblikovanju:
Kineski objekt za ubrizgavanje djeluje s opsežnim rasponom termoplastičnih materijala, odabranih na temelju željenih mehaničkih, toplinskih, kemijskih i estetskih svojstava konačnog proizvoda. Neki od najčešće korištenih materijala uključuju:
- Polipropilen (PP): Svestrana i isplativa termoplastika poznata po izvrsnoj kemijskoj otpornosti, otpornosti umora i fleksibilnosti. Naširoko se koristi u pakiranju, automobilskim komponentama, robi široke potrošnje i živim šarkama.
- Akrilonitril butadien stiren (abs): Tvrda, kruta i otporna inženjerska termoplastika s dobrim estetskim kvalitetama. Često se koristi za kućišta elektroničkih uređaja, automobilskih unutarnjih dijelova, igračaka (npr. Lego cigle) i potrošačkih proizvoda zbog svoje sposobnosti da se lako oblikova i završi.
- Polikarbonat (PC): Visoko performanse, snažan i izuzetno otporan na utjecaj, često proziran. Nudi dobru toplinsku otpornost i dimenzionalnu stabilnost, što ga čini prikladnim za primjene poput leća, sigurnosnih naočala, elektroničkih kućišta i automobila.
- Polietilen (PE): Dostupno u raznim gustoćama (HDPE, LDPE, LLDPE), polietilen je poznat po fleksibilnosti, kemijskom otpornosti i dobrim svojstvima električne izolacije. Obično se koristi za boce, posude, torbe i cijevi.
- Najlon (poliamid - PA): Snažna, izdržljiva inženjerska plastika s dobrom otpornošću na habanje, kemijskom otpornošću i visokim temperaturama. Često je ojačan staklenim vlaknima za povećanu čvrstoću i koristi se u automobilskim dijelovima (npr. Komponente motora, priključci), zupčanici i ležajevima.
- Polistiren (PS): Ulazi u općenito namjernu (GPP-ove, bistre i lomljive) i visoki utjecaj (kukovi, neprozirni i čvršći). Jeftini je i koristi se za jednokratno pribor za jelo, slučajeve CD -a i kućišta uređaja.
- Polivinil klorid (PVC): Trajni i svestrani materijal, dostupan u krutim i fleksibilnim oblicima. Nudi dobru kemijsku otpornost i koristi se u cijevima, okovima, okvirima prozora i medicinskim uređajima.
- Termoplastični elastomeri (TPE/TPR): Ovi materijali kombiniraju svojstva gume i plastike, nudeći fleksibilnost, dobro prianjanje i apsorpciju udaraca. Koriste se za meke dodirne hvataljke, brtve, brtve i prekrivene komponente.
Analiza troškova kina oblikovanja ubrizgavanja
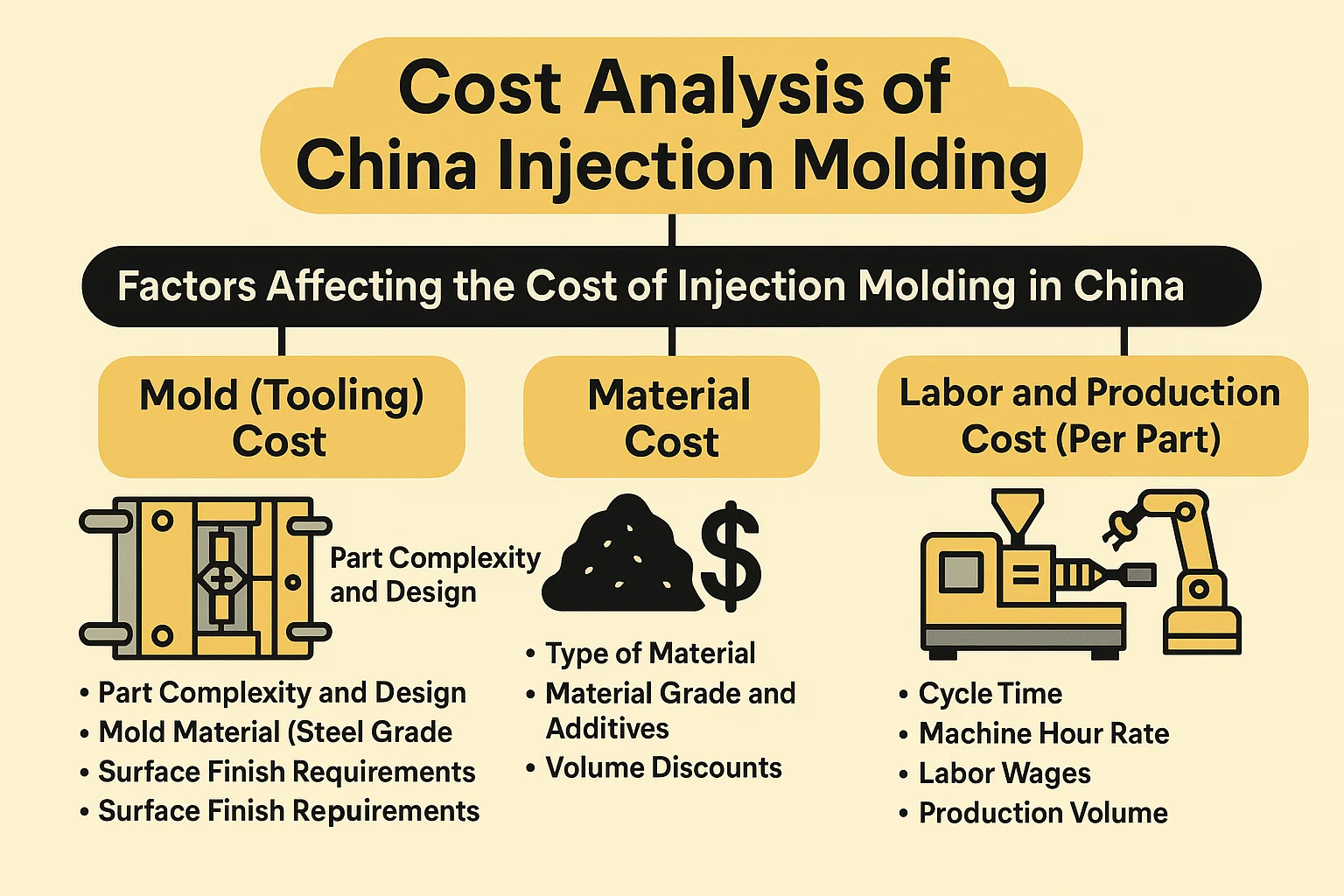
Jedna od glavnih motivacija kompanija da odaberu Kinu za injekcijsko oblikovanje je percipirana troškovna prednost. Iako Kina općenito nudi konkurentnije cijene od mnogih zapadnih zemalja, razumijevanje različitih čimbenika koji doprinose ukupnim troškovima ključno je za točno proračun i izbjegavanje neočekivanih troškova. Ukupni troškovi projekta za ubrizgavanje mogu se široko kategorizirati u troškove troškova, troškova materijala i proizvodnje (alati) i troškova proizvodnje (radne snage/stroja).
Čimbenici koji utječu na troškove oblikovanja ubrizgavanja u Kini:
-
Plijesan (alat) Trošak: To je često najznačajnije unaprijed ulaganja i može se dramatično kretati.
- Složenost i dizajn dijela: Jednostavni dijelovi s ujednačenom debljinom stijenke, minimalnim podrezanjima i izravnim geometrijama zahtijevaju manje složene kalupe, što dovodi do nižih troškova alata. Suprotno tome, zamršeni dijelovi s finim detaljima, čvrstim tolerancijama, višestrukim podcjenjivanjima koji zahtijevaju bočne radnje ili dizače, a složene teksture zahtijevat će sofisticiranije i skupe kalupe, često zahtijevaju napredniju obradu (npr., EDM) i duža vremena izrade.
- Materijal za plijesni (čelični stupanj): Vrsta čelika koja se koristi za kalup izravno utječe na njegove troškove i životni vijek.
- P20, 718H: To su uobičajeni izbori za prototipske kalupe ili proizvodnju nižeg volumena, koji nude dobru ravnotežu troškova i performansi.
- NAK80, H13: Očvršćeni čelici poput ovih značajno su skuplji, ali nude vrhunsku trajnost, otpornost na toplinu i mogućnosti površinske završne obrade, što ih čini idealnim za velike količine, dugotrajne proizvodnje.
- Broj šupljina: Kalup može imati jednu šupljinu (proizvodeći jedan dio po ciklusu) ili više šupljina (proizvode nekoliko dijelova po ciklusu). Kalupi s više bodova imaju veći početni trošak alata, ali dramatično smanjuju troškove proizvodnje po dijelu povećanjem proizvodnje po ciklusu, što ih čini isplativim za vožnje velikih količina.
- Baza i komponente plijesni: Veličina kalupa, vrsta sustava trkača (vrući trkač nasuprot hladnom trkaču) i kvaliteta standardnih komponenti kalupa (igle za izbacivanje, dijapozitivi itd.) Svi doprinose troškovima alata. Kalupi za vruće trkače, iako su u početku skuplji, uštedite na materijalnom otpadu i vremenu ciklusa, što dovodi do nižih troškova po dijelu u velikoj količini.
- Zahtjevi za završnu obradu: Visoko polirane površine (npr. SPI A-1 završetak) ili složene teksture zahtijevaju intenzivniju radnu snagu i specijalizirane tehnike alata, dodajući trošak kalupa.
- Očekivano trajanje plijesni: Proizvođači dizajniraju kalupe za određeni broj ciklusa (snimke). Kalup dizajniran za viši životni vijek (npr. 1 milijuna hitaca) bit će izgrađen s robusnijim materijalima i preciznošću, koji će imati veće troškove od plijesni dizajniranog za 50.000 hitaca.
-
Trošak materijala: Trošak same plastične smole izravna je i često značajna komponenta podijeljenog troška.
- Vrsta materijala: Kao što je rečeno, robna plastika poput PP ili ABS značajno je jeftinija po kilogramu od inženjerske plastike poput PC, najlona ili polimera visokih performansi (npr. PEEK, ULTEM).
- Materijal i aditivi: Djevičanski materijali su skuplji od recikliranih ocjena. Uključivanje aditiva poput UV stabilizatora, usporivača plamena, staklenih vlakana (za čvrstoću), boja (posebno prilagođenih boja, bijelih ili prozirnih) ili posebnih funkcionalnih aditiva povećat će troškove materijala.
- Popusti za volumen: Veće kupnje materijala za proizvodnju velikih količina često mogu osigurati bolje cijene od dobavljača.
- Fluktuacije tržišta: Globalne cijene smole podliježu tržišnoj potražnji, cijenama nafte i dinamici lanca opskrbe, što može utjecati na podjelu troškova s vremenom.
-
Trošak rada i proizvodnje (u dijelu): To je trošak povezan s upravljanjem strojevima za ubrizgavanje i radnom snagom.
- Vrijeme ciklusa: Vrijeme koje je potrebno za proizvodnju jednog dijela (ili jedan snimak iz kalupa s više stolova) je vozač kritičnih troškova. Kraće vrijeme ciklusa znači da se više dijelova može proizvesti na sat, smanjujući trošak po dijelu. Čimbenici poput dizajna dijela (debljina stijenke), svojstva materijala, učinkovitost hlađenja plijesni i sposobnosti strojeva utječu na vrijeme ciklusa.
- Stopa sata stroja: To uključuje troškove električne energije, amortizaciju strojeva, održavanje i režijske troškove dodijeljene vremenu rada stroja. Veći, sofisticiraniji strojevi obično imaju veće satne stope.
- Plaće rada: Kineski troškovi rada, iako rastu, još uvijek su znatno niži od onih u mnogim zapadnim zemljama. To je ključni faktor u ukupnoj prednosti troškova.
- Volumen proizvodnje: To je vjerojatno najuticajniji čimbenik po dijelu troškova.
- Ekonomije razmjera: Fiksni troškovi (poput alata) amortiziraju se preko ukupnog broja proizvedenih dijelova. Što je veći volumen proizvodnje, to je niži trošak po dijelu i za alate i za postavljanje.
- Postavljanje i promjena: Svaki put kada se kalup promijeni ili se postavi nova proizvodnja, postoje troškovi povezani s zastojem i radom strojeva. Veće količine smanjuju učestalost ovih promjena, optimizirajući učinkovitost.
- Post-obrada: Bilo kakve sekundarne operacije poput uklanjanja, montaže, slikanja, tiskanja ili specijaliziranog pakiranja dodati će trošak po dijelu.
Usporedba troškova s drugim zemljama:
Kina je povijesno ponudila značajne troškovne prednosti u oblikovanju ubrizgavanja, posebno za proizvodnju srednje i visoke količine.
- Kina protiv zapadnih zemalja (npr. SAD, Europa): Troškovi oblikovanja kineskog injekcije obično su 20-50% niže nego u Sjedinjenim Državama i 30-60% niže nego u Europi. Ovaj jaz prvenstveno pokreće:
- Niži troškovi rada: Vješt rad u Kini i dalje zapovijeda niže plaće.
- Natjecateljski alat: Troškovi dizajniranja i proizvodnje kalupa u Kini uglavnom su znatno niži zbog učinkovitih prodavaonica alata, nižih troškova materijala (posebno za alatni čelik) i konkurentne plaće za proizvođače plijesni.
- Ekonomije razmjera: Ogromni kineski proizvodni kapacitet omogućava veliku proizvodnju, što dodatno smanjuje troškove po jedinici.
- Integrirani lanac opskrbe: Zreli i međusobno povezani lanac opskrbe za sirovine, strojeve i pomoćne usluge pomažu u smanjenju troškova.
- Kina i ekonomija u nastajanju (npr. Vijetnam, Indija, Meksiko): Dok se zemlje poput Vijetnama, Indije i Meksika pojavljuju kao alternative niže cijene, posebno za određene vrste proizvoda ili za tvrtke koje traže regionalnu diverzifikaciju, Kina često i dalje održava prednost u:
- Alati sofisticiranost i sposobnost: Za složene kalupe i dijelove visoke preciznosti, kineska stručnost za alate općenito je naprednija.
- Zrelost lanca opskrbe: Teško je usporediti kineski i opsežni lanac opskrbe za ubrizgavanje.
- Skalabilnost: Za vrlo velike projekte, kapacitet i učinkovitost Kine često su superiorniji.
- Rastući troškovi u Kini: Važno je napomenuti da troškovi rada u Kini neprestano rastu, a čimbenici poput tarifa i geopolitičkih razmatranja mogu utjecati na ukupnu jednadžbu troškova. Međutim, za mnoge projekte, posebno one koji zahtijevaju složene alate ili velike količine, Kina je i dalje vrlo konkurentna.
Savjeti za smanjenje troškova oblikovanja ubrizgavanja:
- Optimizirajte dizajn dijela za proizvodnju (DFM):
- Pojednostavite geometriju: Smanjite složene značajke, potkoljenice i nepotrebne zamršenosti.
- Održavajte ujednačenu debljinu stijenke: To promiče dosljedno hlađenje, smanjuje vrijeme ciklusa, sprječava izvijanje i tragove sudopera i pojednostavljuje dizajn kalupa.
- Dodajte kutove nacrta: Osigurajte odgovarajuću nacrt (konus) na svim vertikalnim zidovima kako biste omogućili lako izbacivanje dijela, smanjenje sile izbacivanja i potencijalna oštećenja i izbjegavanje skupih modifikacija plijesni.
- Uključite rebra i gužve: Umjesto da povećate debljinu stijenke za čvrstoću, koristite rebra i gužve za dodavanje krutosti uz minimiziranje vremena upotrebe i hlađenja materijala.
- Razmotrite samo-parenje ili univerzalne dijelove: Dizajn dijelova koji se mogu koristiti naizmjenično (npr. Vrh i dno koji su identični) mogu smanjiti broj potrebnih jedinstvenih kalupa.
- Strateški odabir materijala:
- Odaberite standardne materijale: Odlučite se za najčešće dostupne i jeftinije smole poput PP ili ABS-a, osim ako posebni zahtjevi za izvedbom ne zahtijevaju inženjersku ili visoko performansu plastiku.
- Smanjite promjene boje: Korištenje "prirodne" ili crne smole često je najjeftinije. Prilagođene ili jedinstvene boje dodaju troškove zbog troškova boja i čišćenja strojeva između trčanja.
- Razmislite o recikliranom sadržaju: Ako je pogodna za vašu primjenu, upotreba reciklirane termoplastike može smanjiti troškove materijala.
- Optimizirajte volumen proizvodnje:
- Uskladite kavitaciju s volumenom: Za vrlo visoke količine uložite u kalup s više stolova kako biste smanjili troškove po dijelu. Za niže količine, kalup s jednim stolom ili čak brzi prototip kalup (npr. Aluminij) može biti isplativiji.
- Konsolidirajte naredbe: Ako imate više dijelova, izrada ih istodobno ili konsolidirajući narudžbe može utjecati na ekonomiju razmjera za materijale i proizvodnju.
- Blisko surađujte sa svojim dobavljačem na alatu:
- Raspravite o materijalu o plijesni: Shvatite kompromise između troškova plijesni i životnog vijeka na temelju vašeg predviđenog volumena proizvodnje.
- Razmotrite vruće nasuprot hladnom trkaču: Za velike količine, početni veći troškovi kalupa s vrućim trkačem mogu se brzo nadoknaditi uštedama materijala i bržim vremenima ciklusa.
- Pregovaranje o vlasništvu alata: Pojasnite tko posjeduje kalup i uvjete za njegovo održavanje i skladištenje.
- Učinkovita komunikacija i kontrola kvalitete:
- Pružiti jasne specifikacije: Detaljni 2D crteži s tolerancijama i 3D CAD modeli su ključni kako bi se izbjegle pogrešne tumačenja i skupo prerade.
- Implementirajte robusne provjere kvalitete: Proaktivna kontrola kvalitete može spriječiti skupe otpade, prerade i isporuke neispravnih dijelova.
- Pojednostavite logistiku i pakiranje:
- Optimizirajte načine otpreme: Brzina ravnoteže (zračni teret) s troškovima (morski teret) na temelju vaše vremenske trake.
- Jednostavno pakiranje: Standardno skupno pakiranje jeftinije je od prilagođene maloprodajne ambalaže.
Kontrola kvalitete u kina injekcijskom oblikovanju
Iako je ekonomičnost glavna crta za ubrizgavanje u Kini, postizanje i održavanje visoke kvalitete proizvoda je najvažnije. Bez rigorozne kontrole kvalitete (QC), čak i najniže cijene mogu dovesti do značajnih gubitaka kroz neispravne proizvode, nezadovoljstvo kupaca, štete na marki i skupo prerade ili opoziv. Razumijevanje načina upravljanja kvalitetom, kojim problemima treba tražiti i certifikatima koje treba tražiti ključne su za uspješno proizvodno partnerstvo.
Važnost kontrole kvalitete:
Kontrola kvalitete nije samo razmišljanja; To je sastavni dio čitavog životnog ciklusa proizvodnje, od dizajna do isporuke. Njegova se važnost ne može precijeniti u injekcijskom oblikovanju, pogotovo prilikom outsourcinga:
- Osiguravanje pouzdanosti i performansi proizvoda: Dosljedna kvaliteta osigurava da svaki dio funkcionira kako je predviđeno, zadovoljava specifikacije dizajna i pouzdano se vrši u svojoj krajnjoj primjeni.
- Minimiziranje oštećenja i otpada: Učinkovit QC identificira pitanja u ranom procesu, sprječavajući proizvodnju velikih serija neispravnih dijelova, smanjujući na taj način materijalni otpad, potrošnju energije i prerade troškove.
- Održavanje reputacije marke: Visokokvalitetni proizvodi grade povjerenje i lojalnost kupaca, poboljšavajući imidž vaše marke i tržište. Suprotno tome, kvarovi kvalitete mogu brzo umanjiti reputaciju.
- Ispunjavanje industrijskih standarda i propisa: Mnoge industrije (npr. Medicinske, automobilske, zrakoplovne) imaju stroge regulatorne zahtjeve koje oblikovani dijelovi moraju ispuniti. QC osigurava usklađenost.
- Dugoročno ušteda troškova: Iako implementacija QC mjera ima napredni trošak, to štedi znatno više sprečavanjem skupog opoziva, jamstvenih zahtjeva, prinosa i potrebe za uklanjanjem i obnavljanjem dijelova.
- Predvidljiva proizvodnja: Čvrsti QC sustav dovodi do predvidljivijih rezultata proizvodnje, manje kašnjenja i pouzdanijeg rasporeda isporuke.
Problemi zajedničke kvalitete i kako ih izbjeći:
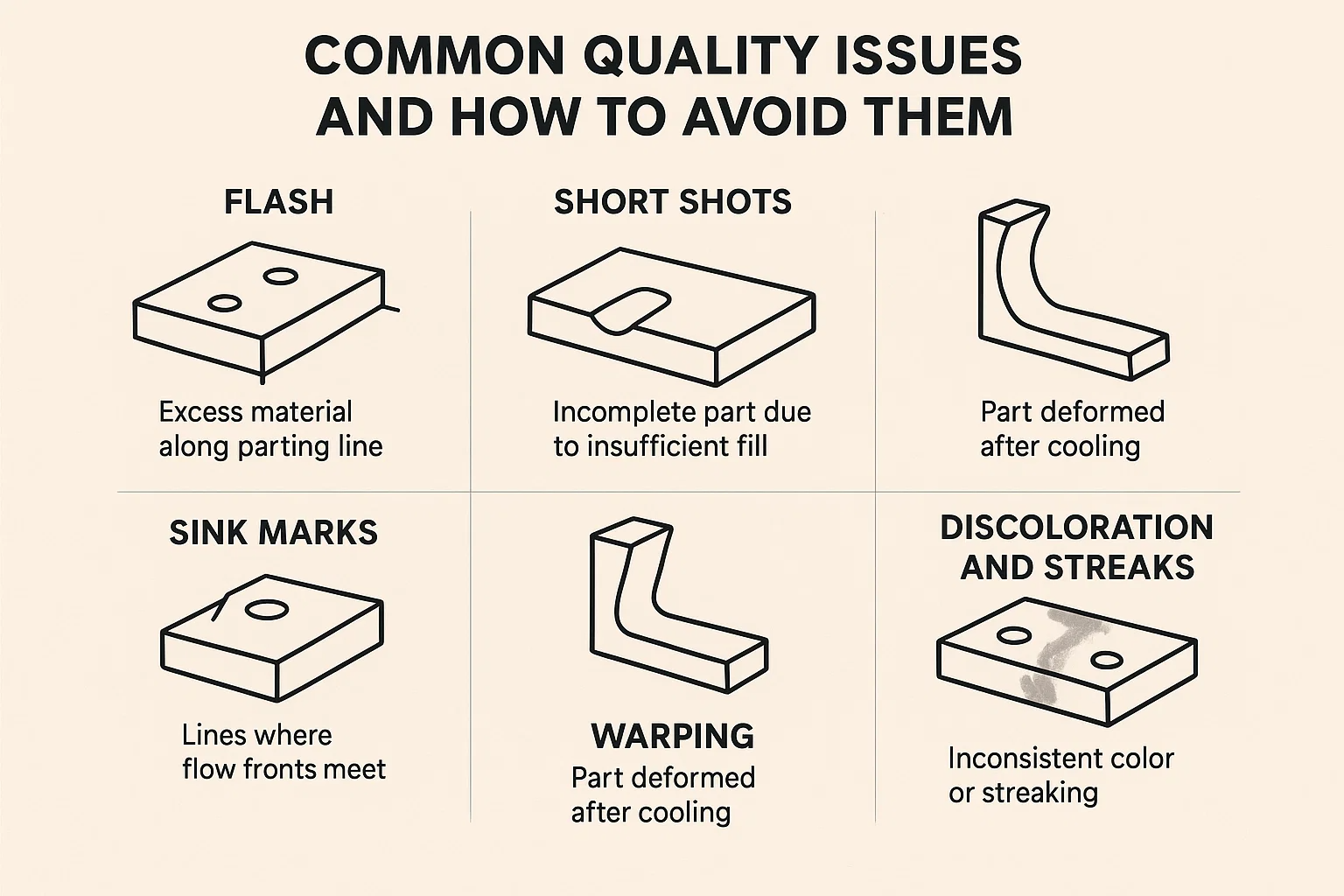
Unatoč preciznosti injekcijskog oblikovanja, mogu se pojaviti razni nedostaci. Prepoznavanje ovih i razumijevanje njihovih uzroka ključno je za prevenciju i učinkovito rješavanje problema kod vašeg kineskog proizvođača.
-
Flash (ili Burrs):
- Opis: Višak materijala koji prodire iz šupljine kalupa, tvoreći tanak, nepoželjni sloj duž dijela dijela.
- Uzroci: Previše tlaka ili brzine ubrizgavanja, nedovoljna sila stezanja, istrošene kalupe, neusklađivanje plijesni ili loš dizajn kalupa (npr. Nepravilno brtvljenje).
- Izbjegavanje: Optimizirajte parametre ubrizgavanja (tlak, brzina), osigurajte odgovarajuću silu stezanja, redovito održavanje i inspekciju kalupa i precizan dizajn kalupa.
-
Kratki snimci (ili ne-cills):
- Opis: Nepotpuni dio u kojem rastopljena plastika nije u potpunosti napunila šupljinu kalupa, što je rezultiralo nedostajućim dijelovima.
- Uzroci: Nedovoljan materijal ubrizgan, nizak tlak/brzina ubrizgavanja, viskoznost materijala previsoka, temperatura kalupa preniska ili zarobljena zrak/nedovoljno odzračivanje.
- Izbjegavanje: Povećajte veličinu pucanja, povećajte tlak/brzinu ubrizgavanja, osigurajte odgovarajuću temperaturu taline, optimizirajte temperaturu kalupa, poboljšati odzračivanje kalupa ili razmotrite promjene lokacije vrata.
-
Oznake sudopera:
- Opis: Depresije ili plitki krateri na površini oblikovanog dijela, obično u debljim dijelovima.
- Uzroci: Nejednako hlađenje plastike, posebno kada se deblji dijelovi hlade sporije i smanjuju se prema unutra, ili nedovoljno pakiranja/pritiska držanja.
- Izbjegavanje: Dizajnirajte dijelove s ujednačenom debljinom stijenke, povećajte tlak držanja i vrijeme, malo otopite ili temperaturu kalupa ili redizajnirajte dio kako biste smanjili debele dijelove.
-
Warping (ili izobličenje):
- Opis: Deformirani ili uvijeni dijelovi koji nakon hlađenja ne zadržavaju svoj namjeravani oblik.
- Uzroci: Neravne stope hlađenja u cijelom dijelu, unutarnja naprezanja od skupljanja materijala ili nepravilnog dizajna kalupa (npr. Nedostatak ujednačene debljine stijenke, nedovoljne kanale za hlađenje).
- Izbjegavanje: Osigurajte jednolično hlađenje i temperaturu kalupa, optimizirajte vrijeme hlađenja, dizajnirajte dijelove s konzistentnom debljinom stijenke ili razmislite o promjenama materijala s nižim brzinama skupljanja.
-
Linije zavarivanja (ili pletene linije):
- Opis: Vidljive linije ili zarezi gdje se dvije ili više protočnih fronta rastopljene plastike susreću i ponovno se opisuju, često oko rupa ili umećanja. To mogu biti kozmetička ili strukturna slabost.
- Uzroci: Poljaljana plastična očvršćivanje prije potpuno miješanja, niske temperature taline ili kalupa ili lošeg položaja vrata.
- Izbjegavanje: Povećajte temperaturu taline/kalupa, povećajte brzinu ubrizgavanja, optimizirajte mjesto vrata kako biste minimizirali staze protoka ili koristili materijale s boljim karakteristikama protoka.
-
Dismeloracija i pruge:
- Opis: Nedosljedna boja, trajanje ili mrlje na površini dijela.
- Uzroci: Kontaminacija u sirovinama, nepravilno miješanje boja, degradacija materijala zbog prekomjerne topline ili ostataka u strojnoj bačvi/mlaznici.
- Izbjegavanje: Osigurajte čistoću sirovine, pravilno sušenje higroskopnih materijala, precizno doziranje boja, optimizirano kontrolu temperature taline i redovito čišćenje strojeva.
-
Praznine (ili mjehurići):
- Opis: Zarobljeni mjehurići zraka ili prazni džepovi unutar oblikovanog dijela.
- Uzroci: Nedovoljan tlak pakiranja, zarobljeni plinovi od vlage ili razgradnje materijala ili brzog hlađenja koji zapečava vanjsku kožu prije nego što jezgra može učvrstiti.
- Izbjegavanje: Povećajte pritisak pakiranja, osigurajte pravilno sušenje materijala, poboljšati odzračivanje plijesni ili optimizirati brzinu hlađenja.
Mjere i potvrde o kontroli kvalitete:
Ugledni kineski proizvođači oblikovanja ubrizgavanja provode sveobuhvatne QC mjere tijekom cijelog procesa proizvodnje. Kada provjeravate dobavljače, potražite dokaze o sljedećem:
-
Dizajn za proizvodnju (DFM) Pregled: QC započinje u fazi dizajna. Dobar proizvođač pregledat će vaš dio dizajna za potencijalne probleme s oblikovanjem (npr. Debljina stijenke, kutovi nacrta, podrezane) prije izrade plijesni, sprječavajući skupe pogreške u liniji.
-
Inspekcija dolaznog materijala (IQC):
- Provjera sirovina (smola) u odnosu na specifikacije (npr. List podataka o sigurnosti materijala - MSDS, certifikat o analizi - COA).
- Provjera pravilnog sušenja higroskopskih materijala, jer vlaga može uzrokovati nedostatke.
-
Pregled kalupa/alata:
- Temeljita inspekcija proizvedenog kalupa prije izvođenja proizvodnje, uključujući dimenzionalne provjere, provjeru površinske završne obrade i ispitivanja funkcionalnosti (npr. Sustav vrućeg trkača, mehanizam izbacivanja).
- Pregled prvog članka (FAI): Proizvodeći malu seriju dijelova ("prvi članak") iz novog kalupa i izvođenje detaljnog dimenzionalnog pregleda i funkcionalnog testa. Ovo je kritičan korak za provjeru točnosti kalupa prije masovne proizvodnje.
-
Kontrola kvalitete u procesu (IPQC):
- Nadgledanje parametara: Kontinuirano praćenje i kontrola kritičnih parametara lijevanja (temperatura, tlak, vrijeme ciklusa, brzina ubrizgavanja) primjenom tehnika statističke kontrole procesa (SPC) kako bi se osigurala konzistentnost.
- Vizualni pregledi: Redovne vizualne provjere operatora za oštećenja poput bljeskalice, promjene boje ili kratkih snimaka.
- Dimenzionalne provjere: Periodična dimenzionalna mjerenja dijelova tijekom proizvodnje pomoću čeljusti, mikrometara, CMM (koordinatni mjerni stroj) ili optičkih komparatora kako bi se osiguralo da ostanu unutar navedenih tolerancija.
- Uzorkovanje: Primjena definiranog plana uzorkovanja (npr. AQL - prihvatljivo ograničenje kvalitete) za pregled podskupine dijelova u pravilnim intervalima.
-
Konačna kontrola kvalitete (FQC) / Inspekcija prije isporuke:
- Konačni, sveobuhvatan pregled gotovih proizvoda prije pakiranja i otpreme. To uključuje vizualno, dimenzionalno i često funkcionalno testiranje.
- Provjera pakiranja i označavanja.
- Često se u ovoj fazi koriste inspekcijske agencije trećih strana radi nepristrane procjene.
Potvrde:
Potvrde pokazuju predanost proizvođača uspostavljenim sustavima upravljanja kvalitetom i specifičnim industrijskim standardima.
- ISO 9001: Ovo je najčešći i temeljni međunarodni standard za sustave upravljanja kvalitetom (QMS). Tvrtka certificirana ISO 9001 ima dokumentirani sustav za upravljanje svojim procesima, osiguravajući dosljednost, zadovoljstvo kupaca i kontinuirano poboljšanje. To je osnovno očekivanje za svakog uglednog kineskog proizvođača.
- ISO/TS 16949 (sada IATF 16949): Ovo je specifičan standard upravljanja kvalitetom za automobilsku industriju. Proizvođači s ovim certifikatom vrlo su iskusni u strogim zahtjevima kvalitete, kontrolama procesa i kontinuiranom poboljšanju, što ih čini idealnim partnerima za automobilske komponente.
- ISO 13485: Ovaj standard određuje zahtjeve za sveobuhvatni sustav upravljanja kvalitetom za dizajn i proizvodnju medicine
- CE, ROHS, REACH, FDA itd.: To su potvrde o usklađenosti s proizvodom relevantne za određena tržišta ili materijalna ograničenja. Iako nije izravno QMS certifikat, poznavanje proizvođača s tim standardima i sposobnost izrade kompatibilnih dijelova snažan je pokazatelj njihovih sposobnosti kvalitete.
Pronalaženje pravog partnera za oblikovanje u Kini
Prepoznavanje i osiguravanje pouzdanog i kompetentnog partnera za ubrizgavanje u Kini je vjerojatno najvažniji korak za uspjeh vašeg projekta. Tržište je ogromno, s tisućama dobavljača u rasponu od malih radionica do velikih, visoko automatiziranih tvornica. Kretanje ovog krajolika zahtijeva strateški pristup, temeljitu dubinsku pažnju i razumijevanje učinkovite komunikacije i kulturnih nijansi.
Gdje pronaći tvrtke za ubrizgavanje u Kini:
Postoji nekoliko avenija koje treba istražiti pri potrazi za potencijalnim proizvodnim partnerima:
-
Online B2B platforme i direktorija: To su često prvo zaustavljanje za mnoge tvrtke zbog njihovih opsežnih baza podataka i pristupačnosti.
- Alibaba.com: Najveće globalno tržište B2B, koje nudi ogroman izbor proizvođača. Upotrijebite filtre za "provjereni dobavljač", "Assurance Trgovin" i specifične kategorije proizvoda kako biste suzili vaše pretraživanje. Pregledajte profile dobavljača, povijest transakcija i preglede kupaca.
- Globalni izvori (Globalsources.com): Slično kao Alibaba, s jakim fokusom na elektroniku, komponente i više specijaliziranih industrija. Poznat po detaljnijim profilima tvrtke.
- Made in- china.com: Još jedna istaknuta platforma koja nudi širok spektar dobavljača u raznim industrijama, uključujući plastiku i oblikovanje.
- Specijalizirani proizvodni direktorij: Neke web stranice ili industrijske udruge mogu ponuditi više kuriranih popisa proizvođača posebno usredotočenih na oblikovanje ubrizgavanja ili vašu određenu vrstu proizvoda.
- Usluge upravljanih izvora: Tvrtke poput Xometry ili Sourcing saveznici nude upravljane usluge gdje imaju provjerenu mrežu kineskih dobavljača i upravljaju upravljanjem komunikacijom i projektima u vaše ime, što može biti korisno za one koji su novi u Kini ili s ograničenim resursima.
-
Sajmovi: Pohađanje sajmova u Kini nudi neusporedivu priliku za interakciju licem u lice, tvorničke posjete i izravno ocjenjivanje mogućnosti.
- Chinaplas: To je vjerojatno vodeći svjetski sajam plastike i gume koji se održava u Kini (naizmjenično između Shenzhena i Šangaja). To je bitan događaj za otkrivanje novih tehnologija, materijala i povezivanja s ogromnim brojem proizvođača i pružatelja usluga i ubrizgavanja.
- Die & Mold China: Još jedna značajna izložba koja se usredotočuje posebno na proizvodnju kalupa i matrice, koja je sastavni dio injekcijskog oblikovanja.
- Sajam kantona (kineski sajam uvoza i izvoza): Iako je šira izložba koja pokriva gotovo sve kategorije proizvoda, sajam kantona često ima značajan odjeljak posvećen strojevima i industrijskim proizvodima u kojima izlažu tvrtke za ubrizgavanje oblikovanja.
- Sajmovi specifični za industriju: Ovisno o vašem proizvodu (npr. Automobilski dijelovi, medicinski uređaji), u Kini bi mogli biti specijalizirani sajmovi u kojima možete pronaći proizvođače s relevantnom stručnošću i certifikatima.
-
Preporuke i mreže:
- Industrijske veze: Upotrijebite svoju profesionalnu mrežu. Pitajte kolege, vršnjake ili savjetnike za preporuke na temelju njihovih pozitivnih iskustava.
- Agenti/savjetnici za nabavu: Iskusni agenti ili savjetnici s jakom prisutnošću i mrežom u Kini mogu pružiti neprocjenjivu pomoć. Često imaju unaprijed provjerene popise pouzdanih dobavljača i mogu premostiti kulturne i komunikacijske nedostatke.
Dužna pažnja: Provjera mogućnosti dobavljača i iskustva:
Jednom kada imate popis potencijalnih partnera, rigorozna dubinska pažnja je kritična. Ne oslanjajte se samo na internetske profile.
-
Zatražite sveobuhvatne informacije o tvrtki:
- Poslovna licenca i registracija: Zatražite kopiju njihove službene poslovne licence. Provjerite njegovu legitimitet kroz službene baze podataka kineske vlade (npr. Nacionalni sustav za javnost podataka o kreditnim podacima o poduzeću - NECIPS). To potvrđuje da su pravno registrirani subjekt.
- Potvrde: Zatražite kopije relevantnih certifikata (ISO 9001, ISO 13485, IATF 16949, itd.) I provjerite njihovu autentičnost s tijelima izdavanja ako je moguće.
- Izvozna licenca: Osigurajte da imaju potrebne licence za izvoz robe iz Kine.
- Profil i povijest tvrtke: Shvatite njihove godine u poslovanju, veličini tvrtke, broju zaposlenih i glavnim tržištima. Duža radna povijest često ukazuje na stabilnost.
-
Procijenite proizvodne mogućnosti:
- Popis opreme: Zatražite detaljan popis njihovih strojeva, uključujući tonage, marki i dobnih strojeva za ubrizgavanje. To ukazuje na njihov kapacitet i sposobnost rukovanja veličinom vašeg dijela.
- Mogućnosti alata: Pitajte imaju li interne dizajnerske i proizvodne mogućnosti kalupa ili ako outsource. Interni alat često omogućuje bolju kontrolu nad kvalitetom i vremenom olova.
- Proizvodni kapacitet: Raspravite o njihovom dnevnom/mjesečnom proizvodnom kapacitetu relevantnom za količinu vašeg projekta.
- Materijalno iskustvo: Potvrdite njihovo iskustvo s određenim plastičnim materijalima koje planirate koristiti.
- Sekundarne operacije: Potražite se o njihovim mogućnostima za postupke nakon prikupljanja poput montaže, slikanja, tiskanja, ultrazvučnog zavarivanja itd., Ako je potrebno.
- Uzorak dijelova: Zatražite uzorke dijelova koje su prethodno oblikovali (idealno slične složenosti ili materijala prema vašem). To vam daje opipljiv osjećaj njihove kvalitete.
-
Ocijenite sustave za kontrolu kvalitete:
- QMS dokumentacija: Zatražite njihov priručnik ili postupke sustava za upravljanje kvalitetom (QMS), posebno povezane s inspekcijom dolaznog materijala, kontrolom u procesu i konačnom inspekcijom.
- Inspekcijska oprema: Raspitajte se o njihovim alatima za inspekciju (CMM, čeljusti, mjerači, optički komparatori).
- Sljedivost: Shvatite njihov sustav za praćenje materijala i proizvodnih serija.
- Upravljanje oštećenjem: Kako se identificiraju, dokumentiraju i rješavaju pitanja kvalitete?
- Revizije treće strane: Razmislite o zapošljavanju treće inspekcijske tvrtke za provođenje tvorničke revizije. To pruža objektivnu procjenu njihovih objekata, procesa i sustava kvalitete.
-
Provjera financijske stabilnosti (ako je moguće): Iako je teže izravno dobiti, manje je vjerojatno da će financijski stabilni dobavljač prestati s radom. Agent za nabavu ili trgovinsku kreditnu agenciju mogao bi pružiti neke uvide.
-
REFERENCE: Zatražite reference postojećih ili prošlih međunarodnih klijenata i zapravo ih kontaktirajte kako biste se raspitali o njihovom iskustvu u vezi s kvalitetom, isporukom, komunikacijom i rješavanjem problema.
Komunikacija i kulturna razmatranja:
Učinkovita komunikacija najvažnija je za uspjeh i prevladavanje potencijalnih izazova pri radu s kineskim proizvođačima.
-
Jezične barijere:
- Znanje engleskog jezika: Dok mnogi kineski poslovni profesionalci govore engleski, razina stručnosti razlikuje se. Koristite jasan, sažet jezik. Izbjegavajte sleng, žargon i pretjerano složene rečenice.
- Pismena komunikacija: Preferirajte pisanu komunikaciju (e -poštu, WeChat poruke) kako biste osigurali jasan zapis rasprava i odluka. Koristite točke metaka i numerirane popise za jasnoću.
- Vizualni materijali: Koristite 3D CAD modele, detaljne 2D crteže s tolerancijama, zabilježene fotografije i videozapise kako biste precizno prenijeli informacije. "Slika vrijedi tisuću riječi" ovdje je posebno istinita.
- Posvećena osoba za kontakt: Cilj je uspostaviti odnos s određenom osobom za kontakt koji govori engleski jezik koja je odgovorna za vaš projekt.
-
Kulturne nijanse:
- Guanxi (odnosi): U Kini su odnosi visoko cijenjeni u poslu. Ulaganje vremena u izgradnju povjerenja i odnosa ("guanxi") može dovesti do glatkih operacija, veće fleksibilnosti i boljih ishoda. To može uključivati redovitu komunikaciju, pokazivanje poštovanja, a ponekad čak i društvenih angažmana.
- "Spasi lice" (Mianzi): Ovaj je koncept presudan. Kineska poslovna kultura često izbjegava izravno "bez" ili otvorenog sukoba kako bi se izbjeglo natjerati da itko "izgubi lice" (sramota, gubitak dostojanstva ili ugled).
- Implikacije: "Da" ponekad može značiti "možda", "Razumijem pitanje" ili "Pokušat ću". To ne jamči uvijek sposobnost ili sporazum.
- Strategija: Budite strpljivi i potvrdite razumijevanje. Postavljaju otvorena pitanja. Umjesto "Možete li to učiniti?", Pokušajte "Kako ćete postići x?" ili "Koje izazove predviđate s Y?" Potražite detaljna objašnjenja i djelotvorne planove, a ne samo jednostavnu potvrdu. Izbjegavajte javno kritiziranje ili izravno osporavanje vašeg kontakta; pružiti povratne informacije konstruktivno i privatno.
- Hijerarhija: Poštujte zapovjedni lanac. Odluke često dolaze iz više. Shvatite tko su donositelji odluka i pokušajte s njima izgraditi odnos.
- Strpljenje i dugoročni pogled: Izgradnja uspješnog proizvodnog odnosa u Kini često zahtijeva vrijeme. Budite strpljivi, uložite u odnos i usredotočite se na dugoročnu međusobnu korist, a ne čisto transakcijske interakcije.
- Stil pregovora: Budite spremni za drugačiji stil pregovora. Ponekad početni citati mogu biti visoki, očekujući pregovore. Usredotočite se na rezultate win-win.
Prototipiranje i alat
Prije ronjenja u masovnu proizvodnju, dvije kritične faze u injekcijskom putovanju kalupa su prototipiranje i alat. Ove su faze ključne za potvrđivanje vašeg dizajna, osiguravajući proizvođanju i pripremu za učinkovitu, visokokvalitetnu proizvodnju.
Uloga prototipa u injekcijskom oblikovanju:
Prototipiranje je stvaranje preliminarnih fizičkih modela vašeg proizvoda ili njegovih komponenti. Za oblikovanje ubrizgavanja, prototipi služe nekoliko vitalnih funkcija:
-
Validacija i pročišćavanje dizajna:
- Oblik, fit i funkcija (FFF): Prototipovi vam omogućuju fizički procijeniti jesu li dimenzije, oblik i značajke vašeg dijela točne, ako se uklapaju u druge komponente u sklopu i ako izvrši svoju namjeravanu funkciju u stvarnom okruženju.
- Otkrivanje ranih oštećenja: Mnogi promašaji dizajna ili problemi koji se odnose na montažu, ergonomiju ili strukturni integritet vidljivi su samo u fizičkom modelu, a ne na ekranu. Uhvatiti ove rane uštede neizmjerno vrijeme i koštaju nizvodno.
- Estetska procjena: Prototipovi pružaju opipljiv prikaz izgleda proizvoda, omogućujući estetska prilagođavanja prije nego što se obvezuju na skupe proizvodne alate.
-
Efikasnost troškova:
- Izbjegavanje skupog prerade: Modifikacija gotovog proizvodnog kalupa izuzetno je skupo i dugotrajno. Prototipiranje unaprijed identificira probleme dizajna, omogućujući niskobudžetne digitalne ili brze prilagodbe prototipa prije nego što se plijesan reže. "Neuspjeh rano, ne uspijeva jeftino."
- Testiranje materijala i procesa: Iako se često ne izrađuju od konačnog proizvodnog materijala ili s proizvodnim kalupom, prototipi mogu pomoći u potvrđivanju aspekata ponašanja materijala ili istaknuti potencijalne izazove oblikovanja.
-
Ubrzani vrijeme na tržište: Pojednostavljujući postupak validacije dizajna, prototipiranje pomaže u smanjenju ukupnih ciklusa razvoja proizvoda, omogućujući vam da svoj proizvod brže dovedete na tržište.
-
Poboljšana komunikacija i suradnja: Fizički prototip služi kao univerzalni jezik među dizajnerima, inženjerima, marketinškim timovima i dionicima. To olakšava jasnije rasprave, usklađuje očekivanja i osigurava da su svi na istoj stranici o konačnom proizvodu.
Metode prototipa (oblikovanje prije ubrizgavanja):
Dok "oblikovanje prototipa ubrizgavanja" (pomoću aluminijskog ili mekog čeličnog alata za vožnje s malim volumenom) postoji, ranije faze prototipa često koriste druge metode:
- 3D ispis (aditivna proizvodnja):
- Prednosti: Izuzetno brzo, isplativo za pojedine jedinice ili vrlo male količine, omogućava složene geometrije, a iterativne promjene dizajna su brze.
- Nedostaci: Svojstva materijala obično ne repliciraju stvarne smole za oblikovanje ubrizgavanja (npr. Snaga, površinska završna obrada, toplinska svojstva), nisu prikladna za velike količine i ne mogu istinski potvrditi sam postupak oblikovanja ubrizgavanja. Najbolje za rane obrasce i fit provjere.
- CNC obrada:
- Prednosti: Može postići visoku preciznost, radi sa širim rasponom plastike inženjerstva koja su bliže konačnim proizvodnim materijalima.
- Nedostaci: Skuplje i sporije od 3D ispisa, posebno za složene dijelove; Još uvijek ne replicira napon/protok ubrizgavanja.
- Vakuumsko lijevanje (uretansko lijevanje):
- Prednosti: Dobro za proizvodnju malih serija (10-50 jedinica) dijelova koji usko simuliraju dijelove oblikovanih ubrizgavanja u smislu izgleda i određenih mehaničkih svojstava, koristeći silikonske kalupe iz glavnog uzorka.
- Nedostaci: Ne stvarni materijali za ubrizgavanje, mogu imati ograničenja u veličini i složenosti dijela, a samo je za vrlo nizak volumen.
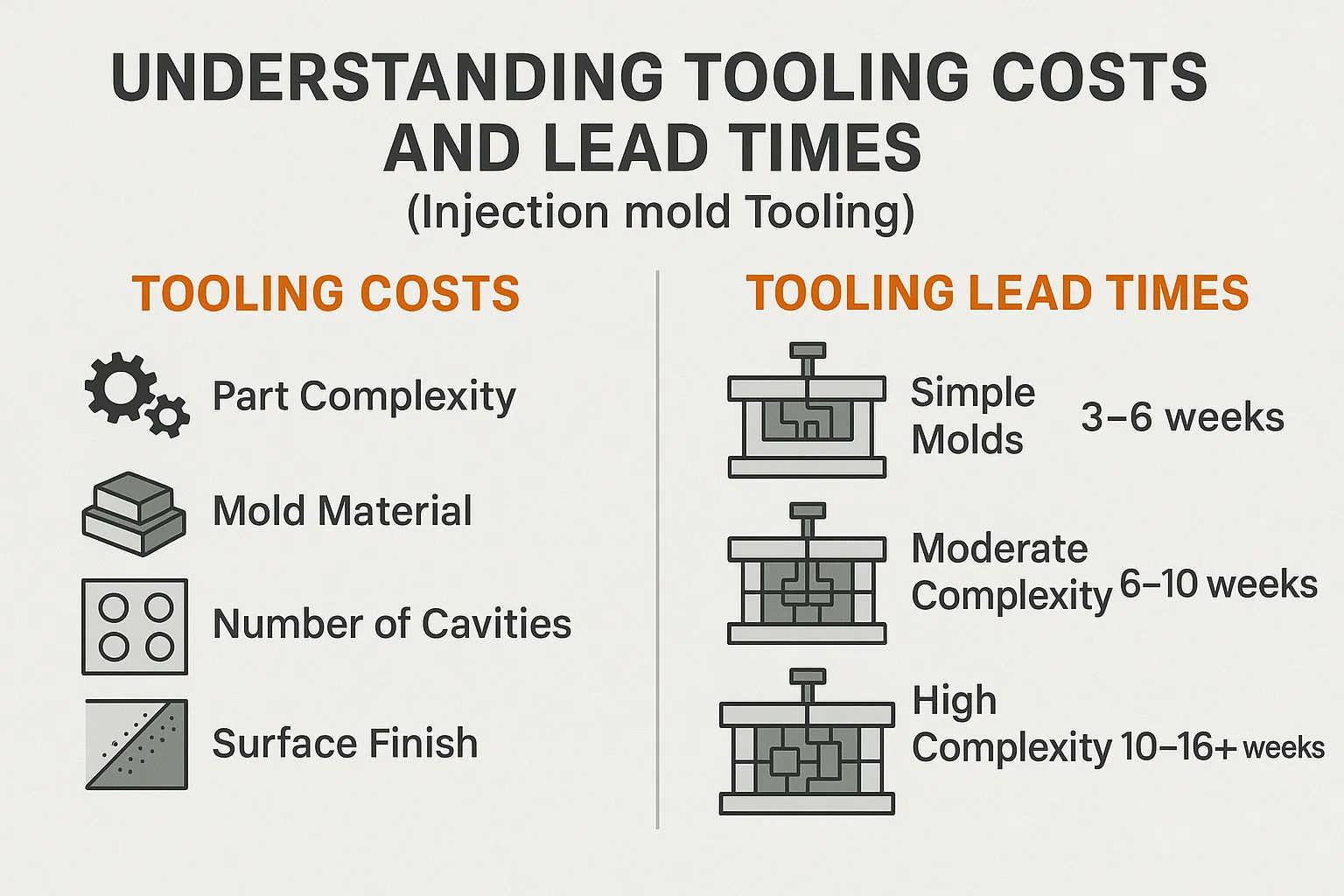
Razumijevanje troškova alata i vremena (Alat za ubrizgavanje kalupa):
Alat ili izrada plijesni najznačajnija je unaprijed ulaganja u oblikovanje ubrizgavanja. Razumijevanje njegovih troškova i vremena potencijala je ključno za planiranje projekata i proračun.
Troškovi alata:
Kao što je ranije raspravljano u analizi troškova, na troškove kalupa utječe:
- Složenost dijela: Zamršeni dizajni s tijesnim tolerancijama, unutarnjim značajkama, potkoljenicama (koji zahtijevaju slajdove/dizače) ili fine teksture zahtijevaju složenije i skuplje dizajne i obrade obrade (npr. EDM, rezanje žica).
- Materijal kalupa:
- Aluminij (npr. 7075-t6): Manje skupo, brže za stroj, pogodno za prototipiranje ili proizvodnju niskog volumena (npr. 1.000 do 10 000 hitaca). Mekše, tako da trošenje može biti problem za velike količine.
- P20 čelik (unaprijed otvrdnuto): Uobičajeni saldo troškova i izdržljivosti, dobar za proizvodnju srednjeg volumena (npr. 10.000 do 100.000 hitaca).
- Očvršćeni čelik (npr. H13, S7, Nak80): Najskuplji, ali nudi vrhunsku tvrdoću, otpornost na habanje i dugovječnost, neophodnu za proizvodnju velikog volumena (npr. 100.000 do milijuna snimaka) i dijelove koji zahtijevaju uske tolerancije ili izvrsne površinske završne obrade.
- Broj šupljina: Više šupljina povećava početni trošak plijesni, ali smanjite troškove po dijelu ubrzavanjem proizvodnje. Kalup s 4 špije bit će skuplji od kalupa s jednim stolom, ali će dijelove proizvesti četiri puta brže.
- Hot Runner vs. Cold Runner System: Sustavi vrućih trkača složeniji su i skuplji za izgradnju, ali eliminiraju otpad trkača i mogu smanjiti vrijeme ciklusa, nudeći dugoročne uštede za proizvodnju velikog količine. Hladni kalupi za trkače jednostavniji su i jeftiniji.
- Površinski završetak: Visoko sjajni ili teksturirani završeci zahtijevaju više zamršeno poliranje ili jetkanje kalupa, dodajući troškovima.
- Veličina kalupa: Veći dijelovi zahtijevaju veće kalupe, koji troše više čelika i zahtijevaju više vremena obrade.
- Dobavljač režijski i profitna marža: Oni se razlikuju između proizvođača.
Vremena vodećeg alata:
Vremena olova za izradu plijesni u Kini mogu se značajno razlikovati na temelju složenosti:
- Jednostavni kalupi (jednostruka šupljina, osnovna geometrija, aluminij/P20 čelik): Može se kretati od 3-6 tjedana .
- Umjerena složenost (multi-stojica, neki podređeni, P20 čelik): Tipično 6-10 tjedana .
- Visoka složenost (multi-stojica, vrući trkač, složeni podrezi, otvrdnuti čelik): Može podnijeti 10-16 tjedana .
Ta vremena vode uključuju dizajn, prikupljanje materijala, obradu, montažu i početno ispitivanje (T0 pokus). Ključno je dobiti jasnu vremensku traku od svog dobavljača i uvesti je u vaš ukupni raspored projekta. Kašnjenja u alatima izravno utječu na vaše vrijeme na tržište.
Dizajn razmatranja za proizvodnju (DFM):
Dizajniranje za proizvođače (DFM), koji se često naziva dizajn kalupa u kontekstu injekcijskog oblikovanja, praksa je optimizacije dizajna proizvoda kako bi se olakšala, isplativija i pouzdanija izrada pomoću određenog postupka. Sudjelovanje u DFM -u s kineskim partnerom rano u fazi dizajna je najvažnije.
Ključna razmatranja DFM -a za oblikovanje ubrizgavanja uključuju:
- Ujednačena debljina stijenke:
- Načelo: Održavajte dosljednu debljinu zida u cijelom dijelu što je više moguće.
- Zašto: Neravnomjerna debljina stijenke uzrokuje nedosljedno hlađenje i skupljanje, što dovodi do oštećenja poput iskrivljenja, tragova sudopera (udubljenja) i unutarnjih naprezanja. To također čini punjenje plijesni izazovnijim.
- Kako: Ako su varijacije neizbježne, učinite prijelaze postupnim (npr. Koristite filete).
- Nacrt kutova:
- Načelo: Dodajte lagani konus svim vertikalnim zidovima (površine paralelne s smjerom otvaranja kalupa).
- Zašto: Omogućuje da dio lako izbaci iz kalupa bez zalijevanja, grebanja ili deformiranja. Bez dovoljno nacrta, dijelovi se mogu zaglaviti, zahtijevajući pretjeranu silu izbacivanja koja oštećuje i dio i kalup.
- Preporuka: Najmanje 0,5-1 stupnjeva po strani često se preporučuje za glatke površine, s više (npr. 2-5 stupnjeva) potrebnim za teksturirane površine ili duboke značajke.
- Radijusi i fileti (zaobljeni uglovi):
- Načelo: Izbjegavajte oštre unutarnje i vanjske kutove. Umjesto toga, koristite velikodušne radijuse (zaobljeni vanjski uglovi) i filete (zaobljeni unutarnji uglovi).
- Zašto: Oštri kutovi stvaraju koncentracije napona (točke u kojima se stres akumulira), što može dovesti do prekida dijela tijekom izbacivanja ili upotrebe. Oni također sprečavaju plastični protok, povećavaju trošenje kalupa i može ih biti teško strogo. Fileti promiču glatki protok materijala i smanjuju stres.
- Preporuka: Unutarnji polumjer u idealnom slučaju trebao bi biti najmanje 0,5 puta veći od debljine stijenke, a vanjski polumjer 1,5 puta veća od debljine stijenke.
- Minimiziranje podrezanja:
- Načelo: Undercut je svaka značajka koja sprječava da se dio izravno izvuče iz kalupa duž smjera otvaranja (npr., Rupa sa strane, isječak, značajka pucanja).
- Zašto: Undercuts zahtijevaju dodatne, skupe mehanizme kalupa poput dijapozitiva (bočne akcije), dizača ili jezgre kako bi se dio omogućio izbacivanje. Oni dodaju složenost, troškove i održavanje kalupu.
- Kako ublažiti:
- Redizajn: Može li se značajka premjestiti ili redizajnirati u skladu s smjerom otvaranja kalupa?
- Core-Pull/Slajdovi: Ako je neophodno, prihvatite dodani trošak i složenost alata.
- Naleti: Za vrlo male, fleksibilne potkoljenice (npr. Male bodljikave značajke), dio bi se mogao lagano deformirati do "odbacivanja" značajke kalupa bez sporedne akcije, ali za to je potreban pažljiv dizajn i izbor materijala.
- Mjesto vrata:
- Načelo: Strateško postavljanje vrata (gdje plastika ulazi u šupljinu plijesni) je presudno.
- Zašto: Utječu na protok materijala, uzorak punjenja, potencijal za zavarivanje, tragove sudopera i vestige vrata (mali trag na kojem se uklanja trkač).
- Razmatranja: Obično se postavlja u najdeblji dio dijela kako bi se osiguralo pravilno punjenje i pakiranje ili u nekosmetičko područje. Softver za analizu protoka kalupa može simulirati optimalno postavljanje vrata.
- Položaj pina izbacivača:
- Načelo: Stavite igle za izbacivanje u područja koja neće ugroziti estetiku ili funkcionalnost, idealno na krute značajke ili gdje su tragovi prihvatljivi.
- Zašto: Osigurava glatko izbacivanje bez deformiranja ili oštećenja dijela.
- Razmatranja: Osigurajte da se koriste dovoljno igle za izbacivanje, posebno u blizini rebara ili šefova, za ravnomjerno raspoređivanje sile izbacivanja.
- Rebra i šefovi:
- Načelo: Upotrijebite rebra za dodavanje snage i krutosti bez povećanja ukupne debljine stijenke. Šefovi su cilindrični izbočići koji se koriste za ugradnju, pričvršćivanje ili lociranje.
- Zašto: Učinkovita upotreba materijala za strukturni integritet.
- Dizajn: Debljina rebra obično bi trebala biti 40-60% nominalne debljine stijenke kako bi se izbjegle tragove sudopera. Šefovi trebaju biti dizajnirani s dovoljnim nacrtima i uređenim centrom za ujednačenu debljinu stijenke.
- Tolerancije:
- Načelo: Navedite tolerancije samo tako čvrsto potrebne.
- Zašto: Vrlo uske tolerancije povećavaju troškove plijesni, vrijeme za otpuštanje, poteškoće u proizvodnji i troškovi inspekcije.
- Razmatranja: Raspravite o ostvarivim tolerancijama sa svojim proizvođačem na temelju materijala, veličine dijela i vrste kalupa.
Upravljanje proizvodnjom i logistikom
Jednom kada se vaš kalup dovrši i odobri, a proizvodnja započne, fokus se mijenja na nadgledanje proizvodnog procesa i osiguravanje učinkovite, isplative isporuke gotovih dijelova. Upravljanje rokovima proizvodnje, otprema i običajima može biti složeno, ali uz pravilno planiranje i komunikaciju to je upravljani postupak.
![]()
Vremenski rokovi proizvodnje i vremena olova:
Razumijevanje čimbenika koji utječu na vrijeme proizvodnje ključno je za postavljanje realnih očekivanja i planiranje vašeg lanca opskrbe.
- Vrijeme vodećih alata (kako je raspravljeno): Ovo je početno, često najduže vrijeme. Nakon što je kalup dovršen i potvrđen, stvarna proizvodnja dijela može biti vrlo brza.
- Volumen proizvodnje:
- Nizak do srednji volumen: Za manje vožnje (npr. Nekoliko tisuća do desetaka tisuća dijelova) proizvodnja može biti dovršena u roku od nekoliko dana do nekoliko tjedana, ovisno o složenosti dijela i broju šupljina plijesni.
- Veliki volumen/masovna proizvodnja: Za stotine tisuća ili milijune dijelova proizvodnja će biti u tijeku. Dok je vrijeme ciklusa po dijelu je vrlo brz, sveukupno Proizvodnja mogao se protezati tjednima ili mjesecima. Proizvođači će često zakazati vašu proizvodnju na određenim strojevima i pomacima.
- Složenost dijela i vrijeme ciklusa: Jednostavniji dijelovi s kraćim vremenima ciklusa prirodno će se proizvesti brže od složenih dijelova koji zahtijevaju duže hlađenje ili zamršene sekundarne operacije.
- Dostupnost materijala: Osigurajte da je vaš odabrani materijal dostupan kako bi se izbjegle kašnjenja. Neki specijalizirani ili prilagođeni materijali mogu imati duže vrijeme od dobavljača smole do tvornice kalupa.
- Sekundarne operacije: Ako vaši dijelovi zahtijevaju postupke nakon obrade poput slikanja, tiskanja, montaže ili specijaliziranog pakiranja, oni će dodati ukupnom vremenu proizvodnje. Osigurajte da su one uvedene u citiranu vremensku traku.
- Postupci kontrole kvalitete: Opseg i strogost inspekcija u procesu i konačne kvalitete također će utjecati na cjelokupni raspored proizvodnje.
- Tvorničko opterećenje i zakazivanje: Trenutačni red i kapacitet proizvođača igrat će značajnu ulogu. Uvijek razgovarajte o procijenjenim vremenima olova sa svojim dobavljačem i zatražite detaljan raspored proizvodnje.
- Praznici: Kineski državni praznici (posebno kineska nova godina, Golden Week i Dragon Boat Festival) mogu uzrokovati značajna tvornička isključivanja i logistička kašnjenja. Planirajte svoj raspored proizvodnje oko ovih razdoblja.
Strategije za upravljanje vremenskim rokovima proizvodnje:
- Jasna komunikacija: Održavajte kontinuiranu i jasnu komunikaciju sa svojim dobavljačem. Zatražite redovna ažuriranja o proizvodnom statusu, uključujući fotografije ili videozapise produkcijske linije.
- Detaljan raspored proizvodnje: Za svaku fazu proizvodnje zatražite Ganttovu kartu ili detaljnu vremensku traku.
- Ključni pokazatelji uspješnosti (KPI): Dogovorite se s određenim KPI -ima, poput dnevne proizvodnje, stope oštećenja i datuma isporuke.
- Sastanak s predprodukcijom: Održavajte temeljit sastanak predprodukcije (virtualno ili osobno) kako biste pregledali sve specifikacije, standarde kvalitete i vremenske rokove prije nego što počne proizvodnja.
- Planiranje u nepredviđenim situacijama: Uvijek ugradite malo međuspremnika u svoj raspored za neočekivane kašnjenja (npr. Manji od materijala, kvari strojeva, pitanja kvalitete, kašnjenja u dostavi).
Razmatranja otpreme i logistike pri uvozu iz Kine:
Uvoz robe iz Kine uključuje nekoliko koraka i zahtijeva pažljivo planiranje kako bi se osiguralo da vaši proizvodi stignu sigurno, na vrijeme i unutar proračuna.
-
Incoterms (međunarodni komercijalni uvjeti): To su globalno priznati uvjeti koji pojašnjavaju odgovornosti kupaca i prodavača za isporuku robe prema ugovorima o prodaji. Presudno za utvrđivanje tko plaća što i tko je odgovoran u različitim fazama otpreme.
- Exw (ex radovi): Kupac je odgovoran za sve troškove i rizike od tvorničkih vrata nadalje. Najjeftinija cijena jedinice od tvornice, ali najsloženija za kupca.
- Fob (besplatno na brodu): Prodavatelj (tvornica) odgovoran je za isporuku robe u imenovanu luku otpreme i učitavanje na brod. Kupac pretpostavlja
- CIF (trošak, osiguranje i teret) / CFR (Trošak i teret): Prodavatelj plaća troškove prijevoza i osiguranja (CIF) ili samo prijevoz (CFR) u imenovanu luku odredišta. Prijenos rizika kupcu nakon što se roba učita na plovilo u luci podrijetla. Manje kontrole za kupca.
- DDP (isporučena dužnost plaćena): Prodavatelj je odgovoran za sve troškove i rizike, uključujući carinski odobrenje i uvozne carine, sve dok se roba ne dostavi na određeno odredište kupca. Najprikladnija za kupca, ali cijena prodavatelja bit će veća.
- Preporuka: Za većinu poduzeća, FOB je dobar saldo, nudeći kontrolu troškova dok tvornica nosi početnu nogu. Ako ste novi u uvozu, DDP Nudi jednostavnost, ali često uz veće troškove koje je dobavljač prenio.
-
Odabir načina otpreme:
- Morski teret (ocean teretni teret):
- Prednosti: Najisplativiji za velike količine, teške ili glomazne robe. Ekološki prijateljski.
- Nedostaci: Duga vremena tranzita (obično 3-6 tjedana do Sjeverne Amerike/Europe, plus carinski odobrenje). Manje fleksibilan.
- FCL (puni teret spremnika): Plaćate i koristite cijeli kontejner za otpremu (20ft ili 40ft). Najisplativiji po jedinici za velike količine.
- LCL (manje od tereta kontejnera): Vaša roba dijeli prostor kontejnera s drugim pošiljkama. Ekonomično za manje sveske koje nisu dovoljne da napune cijeli spremnik, ali često s nešto duljim vremenima tranzita i rukovanja.
- Zračni teret:
- Prednosti: Najbrže vrijeme tranzita (obično 3-7 dana). Idealno za hitne pošiljke, robu visoke vrijednosti ili male, lagane predmete.
- Nedostaci: Znatno skuplje od morskog tereta. Troškovi se temelje na težini ili volumetrijskoj težini, ovisno o tome što je veće.
- Express Courier (npr. DHL, FedEx, UPS):
- Prednosti: Najbrži (1-5 dana), usluga od vrata do vrata, često rukuje za carinski razmak za vas. Idealno za uzorke, prototipove ili vrlo male hitne pošiljke.
- Nedostaci: Najskuplji, neprikladni za veće ili teže pošiljke zbog troškova.
- Morski teret (ocean teretni teret):
-
Stupači tereta:
- Uloga: Slagovi tereta su stručnjaci za logistiku koji se bave složenošću međunarodne dostave. Oni rezerviraju prostor za teret, pripremaju dokumentaciju, upravljaju carinskim odobrenjem i organiziraju prijevoz u unutrašnjosti.
- Prednosti: Pojednostavite postupak, često pregovarajte o boljim stopama zbog velikog volumena i pružiti stručnost u propisima za navigaciju.
- Preporuka: Osim ako nemate značajno iskustvo i volumen, preporučuje se ugledni špediter tereta (bilo sa sjedištem u Kini ili vašoj zemlji).
-
Pakiranje:
- Važnost: Pravilno pakiranje ključno je za zaštitu vaših dijelova tijekom tranzita.
- Razmatranja: Koristite čvrste kartone, odgovarajuće unutarnje pakiranje (npr. Omotavanje mjehurića, umetke od pjene, prilagođene ladice) kako biste spriječili ogrebotine ili oštećenja i osigurali paletizaciju za veće pošiljke. Jasno označite sve kartone s podacima o proizvodu, količini i uputama za rukovanje.
Carinske i uvozne carine:
Kretanje carinskih propisa i izračunavanje uvoznih dužnosti kritičan je i često složen dio uvoza iz Kine.
-
Harmonizirani kodovi sustava (HS):
- Važnost: Svaki proizvod koji se uveze u međunarodnoj razini klasificiran je pod određenim HS kodom. Ovaj kodeks određuje primjenjive uvozne carine i propise u zemlji odredišta.
- Akcijski: Surađujte sa svojim dobavljačem i/ili špediterskom proslavicom kako biste točno odredili ispravan HS kod za vaše plastične dijelove ubrizgavanja. Netočna klasifikacija može dovesti do kašnjenja, novčanih kazni ili pogrešnih plaćanja. Uobičajeni HS kodovi za plastične proizvode obično započinju s poglavljem 39 (plastika i njihovi članci).
-
Carinska procjena:
- Načelo: Dužnosti se obično izračunavaju na temelju "carinske vrijednosti" robe, što obično uključuje troškove robe, ponekad ulaznog tereta i osiguranja, ovisno o inkotermima.
-
Uvozne carine (tarife):
- Zemlja specifičan: Stope carine značajno se razlikuju prema zemlji uvoza i specifičnom HS kodu.
- Trgovinski sporazumi: Provjerite ima li vaša država sporazume o slobodnoj trgovini (FTA) s Kinom koji bi mogli smanjiti ili ukloniti dužnosti na određenoj robi.
- Dodatne tarife: Budite svjesni bilo koje dodatne tarife, poput tarifa odjeljka 301 koje su SAD nametnule na određenu kinesku robu (uključujući mnoge plastične proizvode i alat). Oni mogu značajno povećati vaše zemljište. Krajem 2024. / sredinom 2025. ove tarife još uvijek su na snazi za mnoge plastične injekcijske robe i alate iz Kine u SAD. Važno je to fabrirati u vaše proračune troškova.
- Akcijski: Posavjetujte se s carinskom web stranicom svoje zemlje (npr. USITC za Sjedinjene Države, vašu nacionalnu carinsku agenciju) ili carinski posrednik kako biste dobili najnovije cijene dužnosti za vaš specifični HS kod i državu podrijetla.
-
Porez na dodanu vrijednost (PDV) / Porez na robu i usluge (GST):
- Važnost: Većina zemalja naplatit će PDV ili GST na uvezenu robu, obično izračunana na carinu plus bilo koje dužnosti. To se obično povrati od strane tvrtki registriranih u PDV-u.
-
Potrebna dokumentacija:
- Komercijalna faktura: Osnovni dokument s detaljima transakcije, uključujući podatke prodavača/kupca, opis proizvoda, količinu, jediničnu cijenu, ukupnu vrijednost i inkoterme.
- Popis za pakiranje: Prikazuje sadržaj svakog paketa, uključujući utege i dimenzije.
- Naplata za teret (za morski teret) / Air Waybill (za zračni teret): Ugovor o prijevozu i primanju robe.
- Potvrda o podrijetlu: Potvrđuje zemlju u kojoj je roba proizvedena, važna za dužnosti i trgovinske sporazume.
- Ostali certifikati: Ovisno o proizvodu, možda će vam trebati materijalni certifikati, dokumenti za poštivanje sigurnosti (npr. CE, ROHS, FDA) ili izvješća o ispitivanju.
-
Carinski posrednici:
- Uloga: Licencirani profesionalci koji su se specijalizirali za carinsko odobrenje. Oni pripremaju i predaju dokumentaciju, izračunavaju dužnosti i komuniciraju s carinskim vlastima u vaše ime.
- Prednosti: Presudno za navigaciju na složene carinske propise, izbjegavanje kašnjenja i osiguravanje usklađenosti. Toplo se preporučuje, osim ako nemate internu stručnost.

