
Uvod
U zamršenom svijetu moderne proizvodnje,, dizajn proizvoda često zahtijeva integraciju više materijala ili komponenti u jednu, kohezivnu jedinicu. To ne samo da poboljšava funkcionalnost i estetiku, već može pojednostaviti i montažu i smanjiti ukupne troškove proizvodnje. Kada su u pitanju plastični dijelovi, tri napredne tehnike oblikovanja ubrizgavanja ističu se za svoju sposobnost postizanja ove integracije: Umetnite oblikovanje , prekrivanje , i ko-maltretiranje .
Iako sva tri procesa utječu na temeljna načela oblikovanja ubrizgavanja, oni se značajno razlikuju u svojoj metodologiji, materijalnim kombinacijama, aplikacijama i prednostima koje nude. Razumijevanje ovih razlika ključno je za inženjere, dizajnere i proizvođače kako bi odabrali optimalni postupak za njihove specifične zahtjeve projekta. Zabluda u odabiru ispravne tehnike može dovesti do pitanja materijala nespojivosti, povećanih troškova, ugroženih performansi dijela ili složenih sekundarnih operacija.
Ovaj sveobuhvatni vodič udubit će se u svaki od ovih sofisticiranih procesa oblikovanja, objašnjavajući njihove jedinstvene karakteristike, detaljno opisane materijale koji se obično koriste, istražujući njihove raznolike primjene u industrijama i iznoseći njihove prednosti i nedostatke.

Umetnite oblikovanje
Umetnite oblikovanje vrlo je svestran postupak oblikovanja ubrizgavanja gdje se unaprijed formirane komponente, poznate kao umetci, stavljaju u šupljinu kalupa, a zatim se oko njih ubrizgava plastični materijal. Poljaljana plastika struji i učvršćuje, kapsulirajući ili vezanje s umetanjem, učinkovito stvarajući jedan, integrirani dio. Umetak postaje integralni, funkcionalni ili strukturni element konačnog oblikovanog proizvoda.
Pregled procesa
Postupak oblikovanja umetka obično uključuje sljedeće korake:
-
Umetnite pripremu: Pripremaju se umetci, koji se mogu izrađivati od raznih materijala poput metalnih, keramičkih ili čak unaprijed obloženih plastičnih dijelova. To može uključivati čišćenje, prije zagrijavanja ili primjenu ljepila/temeljnog premaza ako je potrebno poboljšano vezivanje.
-
Umetnite smještaj: Pripremljeni umetci precizno su postavljeni u šupljini kalupa. To se može učiniti ručno za proizvodnju niskog volumena ili, češće u postavkama velikog količine, automatski koristeći robotske ruke, jedinice za odabir i mjesto ili specijalizirane sustave za hranjenje kako bi se osiguralo točno i ponovljivo postavljanje.
-
Stezanje kalupa: Jednom kada su umetci na mjestu, polovice kalupa su čvrsto stežene zajedno.
-
Ubrizgavanje materijala: Poljaljana plastika (termoplastična ili termoset) ubrizgava se pod visokim tlakom u šupljinu kalupa, teče okolo i inkapsulirajući umetke. Materijal ispunjava sve praznine, stvarajući snažnu vezu ili mehaničku bravu s umetanjem.
-
Hlađenje i učvršćivanje: Plastični materijal se hladi i učvršćuje oko umetka, poprimajući oblik šupljine kalupa.
-
Izbacivanje: Kalup se otvara, a gotov dio, s integriranim umetom, izbacuje se.

Materijali koji se obično koriste
Umetnite oblikovanje kompatibilno je sa širokim rasponom materijala i za umetak i za nadmoćni materijal:
-
Za umetke:
-
Metali: Mesing, nehrđajući čelik, aluminij, bakar (npr. Navojni umetci, igle, kontakti, osovine). Oni pružaju snagu, vodljivost ili otpornost na habanje.
-
Plastika: Ostale unaprijed obložene plastične komponente (npr. Filteri, leće, zupčanici).
-
Keramika: Za specifična električna ili toplinska svojstva.
-
Čaša: Za leće ili optičke komponente.
-
Elektroničke komponente: PCB, senzori, konektori.
-
-
Za oblikovani materijal (plastika):
-
Termoplastika: ABS, PC, najlon (PA), PBT, PP, PE, PEEK, PSU. Izbor ovisi o potrebnoj čvrstoći, temperaturnom otpornosti, kemijskom otpornosti i estetskim svojstvima.
-
Termoseti: Manje uobičajene, ali koristi se za specifične primjene visokih performansi gdje su toplinska otpornost ili kemijska inertnost kritična.
-
Prijava
Umetanje oblikovanja široko se koristi u brojnim industrijama za razne proizvode:
-
Elektroničke komponente: Konektori, prekidači, senzori, inkapsulacija pločice, solenoidi, terminalni blokovi, često integriraju metalne igle ili vodi u plastična kućišta.
-
Medicinski uređaji: Kirurški instrumenti (integriranje metalnih lopatica ili vrhova u plastične ručke), komponente dijagnostičke opreme, konektori tekućine, kućišta za elektroničke medicinske uređaje.
-
Automobilski dijelovi: Bum, ležajevi, zupčanici, elektronička kućišta, sklopke, komponente nadzorne ploče, često integrirajući metalne umetke za izdržljivost ili funkcionalnost.
-
Potrošačka elektronika: Gumbi, gumbi, ručke, kućišta za ručne uređaje, koji uključuju metalne kontakte ili strukturne elemente.
-
Industrijske komponente: Upunitelji s metalnim glavčinama, upravljačkim gumbima s navojnim umetcima, sustavima za filtraciju.
Prednosti
-
Poboljšana čvrstoća i izdržljivost dijela: Metalni umetci značajno pojačavaju strukturni integritet, otpornost na habanje i čvrstoću navoja plastičnih dijelova.
-
Smanjeno vrijeme i troškovi sastavljanja: Integriranjem više komponenti u jedan korak oblikovanja, sekundarne operacije montaže (poput vijanja, lijepljenja ili zavarivanja) uklanjaju se ili drastično smanjuju, što dovodi do značajne uštede rada i troškova.
-
Poboljšana funkcionalnost: Omogućuje kombinaciju svojstava iz različitih materijala (npr. Snaga metala s laganim ili izolativnim svojstvima plastike).
-
Kompaktni dizajn: Omogućuje stvaranje manjih, integriranijih dijelova, što je ključno za minijaturizaciju u elektroniku i medicinskim uređajima.
-
Ekonomično za proizvodnju velikog količine: Iako početni troškovi alata mogu biti umjereni, učinkovitost povećava se u vožnji vrlo ekonomičnim.
Nedostaci
-
Potencijal za umetanje oštećenja tijekom oblikovanja: Delikatni ili tanki umeci mogu se saviti, deformirati ili oštetiti visokim tlakom ubrizgane rastopljene plastike.
-
Ograničena fleksibilnost dizajna (za umetke): Dizajn samog umetanja mora biti dovoljno robustan da izdrži postupak lijevanja. Značajke koje sprječavaju rotaciju ili izvlačenje (npr. Knurls, Undercuts) moraju se ugraditi u dizajn umetka.
-
Umetnite složenost pripreme i smještaja: Za složene ili vrlo male umetke, ručni položaj može biti spor i skup. Automatizirani sustavi zahtijevaju značajno početno vrijeme ulaganja i postavljanja.
-
Povećana složenost i trošak alata: Kalupi moraju biti dizajnirani s značajkama kako bi se precizno držali umetke tijekom ubrizgavanja, potencijalno povećavajući dizajn kalupa i troškove proizvodnje u usporedbi s jednostavnom kalupom za ubrizgavanje.
-
Razmatranja kompatibilnosti materijala: Pravilna adhezija ili mehanička brava između umetka i plastike moraju se osigurati kako bi se spriječilo labavljenje ili odvajanje, posebno pod naponom ili temperaturnim fluktuacijama.
Prekrivanje
Prekomjerno je postupak oblikovanja ubrizgavanja u kojem se sloj jednog materijala (prekriveni materijal) oblikova na postojeći, unaprijed formirani dio (supstrat ili prvi snimak). Ovaj postupak stvara jednu, integriranu komponentu s različitim svojstvima materijala na različitim površinama, često povećavajući estetiku, ergonomiju ili funkcionalnost. Za razliku od oblikovanja umetanja gdje je umetak zasebna komponenta, u prevladavanju, sam supstrat je obično plastični dio koji je već oblikovan.
Pregled procesa
Prekomjerno se može postići različitim metodama, ali princip jezgre uključuje dva ili više različitih koraka za oblikovanje:
-
Supstrat (prvi snimak) Molding: Osnovni dio ili supstrat je ubrizgavanje oblikovan krutim materijalom (npr. ABS, PC, najlon). Ovaj dio je dopušteno da se ohladi i učvrsti.
-
Prijenos supstrata:
-
Dvosredni (višestruki) prevladavanje: U visoko automatiziranim procesima, dio supstrata ostaje u kalupu ili se okreće u drugu šupljinu unutar istog specijaliziranog stroja za oblikovanje s više udaraca. Ovo je najučinkovitija metoda za proizvodnju velikog volumena.
-
Umetnite prevladavanje (ručni ili robotski): Za manje složene geometrije ili niže količine, gotov dio supstrata je ručno ili robotski prebačen iz jednog kalupa (ili stroj za kalupe) u drugi kalup (ili drugu šupljinu u istom stroju), gdje će se ubrizgati prekriveni materijal.
-
-
Preophodno ubrizgavanje materijala: Drugi, često mekši ili fleksibilniji materijal (npr. TPE, TPU) zatim se ubrizgava u drugu šupljinu, prelazeći preko i povezujući se na određena područja unaprijed obložene supstrata.
-
Hlađenje i učvršćivanje: Preophodni materijal hladi i učvršćuje, formirajući snažnu kemijsku ili mehaničku vezu s supstratom.
-
Izbacivanje: Gotov, preplavljeni dio izbacuje se iz kalupa.

Materijali koji se obično koriste
Odabir materijala je presudan u prevladavanju kako bi se osigurala pravilna adhezija, željena estetika i funkcionalna performansi.
-
Za supstrat (prvi snimak): Tipično kruta termoplastika koja pruža strukturni integritet. Uobičajeni izbori uključuju:
-
ABS (akrilonitril butadien stiren)
-
Polikarbonat (PC)
-
Najlon (PA)
-
Polipropilen (PP)
-
Polietilen visoke gustoće (HDPE)
-
Akril (PMMA)
-
-
Za nadmorski (drugi hitac): Često mekši, elastomerni ili estetski različiti materijali koji se dobro povezuju s supstratom. Uobičajeni izbori uključuju:
-
Termoplastični elastomeri (TPES): Široka klasa, uključujući TPU (termoplastični poliuretani), TPV -ove (termoplastični vulkaninati), sudjeluje (kopoliesterski elastomeri) i druge. Oni pružaju svojstva prigušivanja mekog dodira, prianjanja, brtvljenja ili vibracija.
-
Termoplastični poliuretani (TPU): Izvrsna otpornost na abraziju, elastičnost i dobra prianjanja mnogih krutih plastika.
-
Mekše ocjene polipropilena (PP) ili polietilena (PE): Za aplikacije koje zahtijevaju drugačiju teksturu ili boju bez potrebe za osjećajem poput gume.
-
Ostala plastika: Ponekad je druga kruta plastika preplavljena za efekte s više boja ili više tekstura bez zahtjeva za mekim dodirom.
-
Prijava
Prekomjerno se koristi u različitim industrijama za dodavanje vrijednosti, funkcionalnosti i privlačnosti proizvoda:
-
Meki touch Grips: Alatne ručke (električni alati, ručni alati), ručke za četkice za zube, hvataljke za britvice, sportska oprema, automobilski unutrašnjost i kućišta potrošačke elektronike gdje se želi udoban, ne kliz.
-
Brtve i brtve: Stvaranje integriranih brtvila na kućištima, kapicama ili elektroničkim uređajima za pružanje otpornosti na vodu ili prašinu, uklanjajući potrebu za odvojenim O-prstenima ili brtvama.
-
Inkapsulacija i zaštita: Zaštita osjetljivih elektroničkih komponenti, medicinskih instrumenata ili osjetljivih mehanizama od udara, vlage ili kemikalija.
-
Prigušivanje vibracija: Integriranje mekših materijala za apsorbiranje udaraca i vibracija u automobilskim dijelovima, elektroničkim uređajima ili komponentama uređaja.
-
Poboljšana estetika: Stvaranje višebojnih ili više teksturiranih dijelova za poboljšanu vizualnu privlačnost, markiranje ili taktilnu diferencijaciju (npr. Kontrastne gumbe u boji na daljinskom upravljaču).
-
Medicinski uređaji: Kirurške ručke s instrumentima, kontaktne površine pacijenata i fleksibilne cijevi konektore.
Prednosti
-
Poboljšana estetika i ergonomija: Stvara dijelove s poboljšanim taktilnim osjećajem, udobnim hvataljkama i dizajnom više boje/teksture, značajno poboljšavajući korisničko iskustvo i privlačnost proizvoda.
-
Poboljšano svojstva prianjanja i ne klizanja: Idealno za ručke i površine koje zahtijevaju sigurno zadržavanje, čak i kad su mokri.
-
Mogućnosti zapečaćenja: Eliminira potrebu za odvojenim brtvama ili brtvama, smanjujući korake montaže i potencijalne staze propuštanja, što dovodi do uštede troškova i poboljšanih performansi.
-
Vibracija i apsorpcija udara: Mekši prekomjerni materijal može učinkovito prigušiti vibracije i apsorbirati utjecaj, štiteći unutarnje komponente.
-
Dizajn sloboda: Omogućuje složene geometrije i funkcionalnu integraciju koja bi bila teška ili nemoguća kod jednosmjernog oblikovanja.
-
Smanjeni troškovi montaže: Integriranjem više materijala u jedan postupak, sekundarne operacije poput lijepljenja, pričvršćivanja ili ručnog montaže hvataljki minimiziraju ili eliminiraju.
Nedostaci
-
Pitanja materijalne kompatibilnosti: Kritično je postizanje snažne veze između supstrata i nadmoćnog materijala. Nekompatibilni materijali mogu dovesti do odvajanja, ratne stranice ili loše adhezije. Potrebni su pažljivi odabir materijala, a ponekad i sredstva za kemijsko vezanje.
-
Potencijal za odvajanje: Ako se kompatibilnost materijala ili uvjeti obrade nisu optimizirali, prekriveni sloj može se odvojiti od supstrata, ugrožavajući integritet dijela.
-
Složeniji alat: Alati za prevladavanje inherentno su složeniji od jednosmjernih kalupa, posebno za sustave s dva pogotka, što dovodi do većih početnih troškova alata i duljih vremena olova.
-
Dulja vremena ciklusa (za neke metode): Iako je prekoračenje s dva pogotka učinkovito, metode koje uključuju ručni prijenos dijelova mogu značajno povećati vrijeme ciklusa u usporedbi s jednostavnim oblikovanjem ubrizgavanja.
-
Razlike u skupljanju: Različite stope skupljanja između supstrata i prekrivenih materijala mogu dovesti do ratne ili unutarnjih naprezanja u konačnom dijelu.
-
Zabrinutosti za bljesak i onečišćenje: Osiguravanje čistog prijenosa i sprečavanja bljeskalice prvog materijala u drugu šupljinu zahtijeva precizan dizajn kalupa i kontrolu procesa.
Co-Molding (oblikovanje s više snimaka)
Kostiranje, često naizmjenično nazvano kao višestruki oblikovanje, dvostruko shot ili višekomponentno ubrizgavanje, napredni je postupak proizvodnje koji omogućava istodobnu ili uzastopnu ubrizgavanje dva ili više različitih materijala u jedan kalup unutar jednog ciklusa oblikovanja. Ova tehnika proizvodi visoko integrirane, multi-materijalne dijelove, eliminirajući potrebu za odvojenim koracima montaže i omogućavajući složene dizajne s različitim svojstvima materijala unutar jedne komponente.
Pregled procesa
Jezgra zajedničkog mallova leži u korištenju specijaliziranih strojeva za ubrizgavanje oblikovanih s više jedinica za ubrizgavanje i često rotirajuće ploče ili jezgre:
-
Prva injekcija materijala: Prvi materijal (npr. Čvrsta plastika) ubrizgava se u dio šupljine kalupa kako bi se tvorio početni dio ili supstrat.
-
Rekonfiguracija/rotacija plijesni:
-
Rotirajuća ploča/jezgra: U najčešćim sustavima s dva pogotka, jezgra plijesni (ili tlaka koja sadrži više šupljina) okreće se kako bi se djelomično oblikovao dio u drugu jedinicu za ubrizgavanje.
-
Jezgra jezgra/klizna jezgra: U nekim se sustavima pomiče klizna jezgra ili mehanizam jezgre kako bi stvorio novu šupljinu za drugi materijal, bez rotiranja cijelog kalupa.
-
-
Druga injekcija materijala: Dok je prvi materijal još uvijek u kalupu (a ponekad još uvijek topao), drugi materijal (npr. Mekani TPE, drugačija plastika u boji ili drugačija funkcionalna plastika) ubrizgava se u novoformiranu ili izloženu šupljinu, vežući se s prvim materijalom.
-
Naknadne injekcije (za multi-shot): Za dijelove koji zahtijevaju tri ili više materijala, ovaj se postupak ponavlja s dodatnim injekcijskim jedinicama i konfiguracijama kalupa.
-
Hlađenje i učvršćivanje: Svi se materijali hlade i učvršćuju zajedno unutar jednog kalupa.
-
Izbacivanje: Potpuno formirani, multi-materijalni dio izbacuje se iz kalupa.
Vrste zajedničkog mallova
Iako je "zajedničko-malging" širok izraz, najistaknutiji tipovi uključuju:
-
Dvosmjerno oblikovanje (2K oblikovanje): Ovo je najrašireniji oblik ko-zbrka, koji uključuje dva različita materijala ubrizgana uzastopno unutar istog stroja i plijesni. Široko se koristi za stvaranje dijelova s mekim dodirom, višebojne estetike ili integriranim brtvama.
-
Višekomponentno oblikovanje: Proširenje dva pogotka, koji uključuje tri ili više različitih materijala. To zahtijeva složeniji dizajn strojeva i kalupa.
-
Oblikovanje suiticiranja: Poseban tip gdje se ubrizgavaju dva (ili više) materijala istovremeno Kroz ista vrata, često stvarajući strukturu "sendviča". Na primjer, osnovni materijal (npr. Reciklirana plastika) okružen je kožnim materijalom (npr. Djevičanska plastika za estetiku ili specifična svojstva). Ovo je izvrsno za uštedu materijala ili postizanje jedinstvenih gradijenata materijala.
-
Prevladavanje (kao oblik zajedničkog mallova): Dok se raspravljalo odvojeno zbog svoje različite primjene, prevladavanje, kada se izvodi na višestrukim strojevima bez uklanjanja dijela, tehnički je oblik zajedničkog unosa.
Materijali koji se obično koriste
Ko-zbrkanje omogućava ogroman niz kombinacija materijala, prvenstveno termoplastike i termoplastičnih elastomera:
-
Termoplastično-termoplastične kombinacije:
-
Različite boje: Npr., Kruti abs u crnoj boji s krutim ABS-om u bijeloj boji za višebojne tipke ili ključeve.
-
Različite krutosti: Npr., Kruti polikarbonat za strukturnu kralježnicu s nešto fleksibilnijim najlonom za živu šarku ili značajku.
-
Različita svojstva: Npr., Jasan akril za objektiv s neprozirnim ABS -om za kućište.
-
-
Termoplastično-termoplastične kombinacije elastomera (TPE):
-
To je izuzetno uobičajeno za meke dodirne hvataljke (npr. Kruto PC ili ABS s mekim TPE/TPU), integriranim brtvama ili značajkama za smanjenje vibracija.
-
-
Kompatibilnost materijala: Uspjeh ko-zbrka uvelike se oslanja na kemijsku i fizičku kompatibilnost između odabranih materijala kako bi se osigurala snažna adhezija i spriječila odvajanje. Čimbenici poput temperature taline, viskoznosti i kemijskog afiniteta kritična su razmatranja.
Prijava
Co-Molding revolucionira dizajn proizvoda u različitim sektorima, omogućavajući visoko funkcionalne i estetski privlačne komponente:
-
Dijelovi s više obojenja: Tipke, daljinski upravljači, automobilski interijeri, kontrolni paneli uređaja i igračke, gdje su različite boje integrirane bez slikanja ili sekundarnog sklopa.
-
Dijelovi s različitim krutošću/taktilnim zonama: Alat za napajanje rukuje s krutim jezgrama i mekim dodirima, kućišta medicinskih uređaja sa strukturnim i ergonomskim zonama, automobilskim unutarnjim komponentama koje kombiniraju tvrde i meke teksture (npr., Nadzorne ploče, ploče na vratima).
-
Složene geometrije s integriranim funkcijama:
-
Integrirane brtve i brtve: Eliminiranje zasebnih komponenti brtvljenja u elektronici, automobilskim senzorima ili kućanskim uređajima.
-
Žive šarke: Stvaranje fleksibilnih mehanizama zgloba unutar krutih dijelova.
-
Inkapsulacija: Zaštita osjetljive unutarnje elektronike ili senzora s robusnom vanjskom školjkom.
-
Optičke komponente: Kombinirajući bistre leće s neprozirnim kućištima.
-
-
Automobilska industrija: Unutarnje obloge, komponente upravljača, upravljačke ručice, vremenske uvjete i kućišta zrcala koja integriraju više materijala za estetiku, osjećaj i funkciju.
-
Medicinski uređaji: Kirurške ručke alata, kućišta dijagnostičke opreme, nosivi medicinski senzori koji zahtijevaju integrirane meke komponente za udobnost ili brtvljenje pacijenta.
-
Potrošačka elektronika: Kućišta mobilnih telefona, nosivi uređaji, slušalice i kontroleri igara s integriranim područjima mekog dodira ili višebojnim dizajnom.
Prednosti
-
Veća sloboda i složenost dizajna: Omogućuje dizajnerima da stvaraju dijelove s vrlo zamršenim geometrijama i različitim svojstvima materijala unutar jedne komponente, što omogućava inovativne značajke proizvoda.
-
Funkcionalna integracija: Kombinira više funkcija u jedan dio (npr. Struktura, prianjanje, brtvljenje, boja), smanjujući broj dijelova i pojednostavljujući račune materijala.
-
Eliminacija sekundarnih operacija: Značajno smanjuje ili eliminira potrebu za koracima sastavljanja nakon ublažavanja poput lijepljenja, zavarivanja, slikanja ili pričvršćivanja zasebnih brtvila, što dovodi do značajne uštede rada i troškova.
-
Poboljšana kvaliteta i performanse dijela: Postiže snažne, konzistentne veze između materijala, što dovodi do izdržljivih dijelova s poboljšanim karakteristikama performansi (npr. Bolje brtvljenje, poboljšana ergonomija).
-
Smanjeno ukupno vrijeme ciklusa (nasuprot odvojenom oblikovanju i montaži): Iako sam ciklus stroja može biti duži od jednosmjernog, uklanjanje koraka montaže čini cjelokupni proces proizvodnje mnogo bržim i učinkovitijim.
-
Ekonomično za proizvodnju velikog količine: Početna ulaganja je velika, ali dugoročna ušteda od smanjenog sastavljanja i poboljšana učinkovitost čini je vrlo ekonomičnim za masovnu proizvodnju.
Nedostaci
-
Visoki troškovi alata: Plijesni za ko-zbrkanje izuzetno su složeni, što zahtijeva preciznu obradu, često višestruka vrata i sofisticirane rotirajuće ili klizne mehanizme. To dovodi do značajno većih početnih troškova alata u usporedbi s jedno-pogodnim plijesnima.
-
Složena kontrola procesa: Postizanje optimalnog vezanja i protoka materijala zahtijeva preciznu kontrolu nad više jedinica ubrizgavanja, temperature, pritisaka i pokreta plijesni. To zahtijeva visoko kvalificirane operatere i napredne strojeve.
-
Ograničenja kompatibilnosti materijala: Odabir materijala koji se kemijski povezuju i imaju kompatibilne temperature obrade i stope skupljanja je presudno i može biti izazovno. Loša kompatibilnost dovodi do odvajanja, ratne stranice ili stresa.
-
Duži ciklusi razvoja: Zbog složenosti alata i postavljanja procesa, početni faza razvoja i prototipa može biti opsežnija.
-
Veći otisak strojeva: Multi-shot strojevi su uglavnom veći i skuplji od standardnih strojeva za ubrizgavanje.
-
Ograničene kombinacije materijala: Iako su svestrane, nisu sve materijalne kombinacije moguće ili praktične zbog pitanja kompatibilnosti.
Tablica za usporedbu
Kako bi se razjasnila razlika i pomogla u donošenju odluka, tablica u nastavku omogućuje usporedbu oblikovanja, prevladavanja i prikupljanja u različitim kritičnim parametrima.
| Značajka / postupak | Umetnite oblikovanje | Prekrivanje | Co-Molding (oblikovanje s više snimaka) |
| Definicija | Oblikovanje plastike oko unaprijed oblikovane neplastične ili postojeće komponente (umetni). | Oblikovanje drugog materijala (često mekše/drugačije) preko postojećeg plastičnog dijela (supstrat). | Dva ili više materijala oblikovanje u jedan dio unutar jednog ciklusa oblikovanja. |
| Tip supstrata/umetka | Prethodno formirana neplastična (metalna, keramička, elektronika itd.) Ili prethodno oblikovani plastični dio tretiran kao umetak. | Prethodni plastični dio (kruti supstrat) na koji se drugi materijal oblikuje na. | Dva ili više različitih materijala oblikovana je uzastopno/istovremeno u istom stroju. |
| Protok procesa | 1. Umetnite smještaj. 2. Plastična injekcija oko umetka. 3. Izbacivanje. | 1. supstrat oblikovan. 2. Supstrat se prenosi u drugu šupljinu/plijesan. 3. Drugi materijal ubrizgan na supstrat. 4. Izbacivanje. | 1. Prvi materijal ubrizgan. 2. Rekonfiguracije kalupa (rotira/dijapozitivi). 3. Drugi materijal ubrizgan. 4. (Ponovite za više snimaka). 5. izbacivanje. |
| Tipični materijali | Umetci: metal, keramika, staklo, elektronika. Oblikovana: termoplastika (ABS, najlon, PC, PP). | Supstrat: kruta termoplastika (ABS, PC, najlon, PP). Preophodno: TPES, TPU, mekša plastika. | Različite kompatibilne termoplastično-termoplastične ili termoplastične TPE kombinacije. |
| Ključni fokus aplikacije | Dio pojačanje, električna vodljivost, poboljšana čvrstoća navoja, integrirajući elektroniku. | Grip za mekog dodira, ergonomska poboljšanja, integrirane brtve, prigušivanje vibracija, estetska diferencijacija. | Dijelovi s više boja, integrirani brtvi, različite zona krutosti, složena funkcionalna integracija bez montaže. |
| Prednosti | Poboljšana čvrstoća, smanjena montaža, isplativa za veliku količinu, kompaktni dizajn. | Poboljšana estetika/ergonomija, poboljšano prianjanje, integrirano brtvljenje, prigušivanje vibracija, smanjeno sastavljanje. | Veća sloboda dizajna, funkcionalna integracija, uklanjanje sekundarnih operacija, visoka kvaliteta. |
| Nedostaci | Potencijalna oštećenja umetanja, ograničena fleksibilnost dizajna umetanja, složeno postavljanje umetka, specifičan alat. | Izazovi kompatibilnosti s materijalom, potencijalna odvajanja, složenije alate, razlike u skupljanju. | Vrlo visoki troškovi alata, složena kontrola procesa, stroga kompatibilnost materijala, duži razvojni ciklusi. |
| Složenost alata | Umjereno do visoke (treba držati umetke) | Visoka (zahtijeva dvije šupljine ili promjene plijesni) | Vrlo visok (kalupi s više stanica, rotirajuće ploče, višestruke injekcijske jedinice) |
| Tipični stroj | Standardni stroj za ubrizgavanje (često s automatizacijom za postavljanje umetka). | Standard IMM (s automatizacijom za prijenos) ili specijaliziranim 2K/Multi-Shot IMM. | Specijalizirani stroj za ubrizgavanje 2K/Multi-Shot. |
| Trošak (početno) | Umjeren do visok | Visok | Vrlo visok |
| Trošak (po dijelu, visoki vol.) | Niska do umjerena (zbog uštede montaže) | Umjereno (zbog uštede montaže) | Nisko (najisplativiji zbog montaže) |
| Primarna vrsta veze | Mehaničko blokiranje, prianjanje | Kemijska/mehanička adhezija | Kemijska/mehanička adhezija |
Čimbenici koje treba uzeti u obzir pri odabiru postupka lijevanja
Odabir najprikladnijeg postupka oblikovanja među oblikovanjem, prevladavanjem i oblikovanjem je kritična odluka koja utječe na performanse proizvoda, učinkovitost proizvodnje i ukupne troškove. Temeljita procjena nekoliko ključnih čimbenika je neophodna prije nego što se obvezuju na određenu tehniku.
1. Dizajn i složenost dijela
-
Geometrija i integracija:
-
Umetnite oblikovanje: Idealno kada trebate integrirati diskretne, unaprijed formirane komponente (često ne-plastične poput metala ili elektronike) u plastični dio. Razmislite može li se oblik umetka čvrsto držati u kalupu i izdržati pritiske ubrizgavanja.
-
Prevladavanje: Najprikladnije za dodavanje mekšeg, ergonomskog ili estetski različitog sloja na a već postojeći plastični supstrat . Procijenite može li prekomjerni materijal čisto teći preko kontura supstrata bez hvatanja zraka ili stvaranja praznina.
-
Co-Molding: Nudi najveću slobodu dizajna za integriranje više materijala na bazi plastike izravno u jedan postupak. Izvrsna je za složene višebojne značajke, integrirane brtve ili dijelove s različitim zonama krutosti.
-
-
Dimenzionalne tolerancije: Sve metode zahtijevaju pažljivo razmatranje skupljanja materijala, posebno pri kombiniranju različitih materijala. Konkretno, oblikovanje zahtijeva preciznu kontrolu zbog višestrukih materijala koji se istovremeno učvršćuju.
-
Funkcionalni zahtjevi: Koja specifična svojstva treba svaki dio komponente? Je li to snaga, stisak, brtvljenje, električna vodljivost ili estetika? To će uvelike utjecati na odabir materijala, a time i na postupak.
2. Kompatibilnost materijala
-
Prianjanje: To je najvažnije, posebno za prenaglašavanje i ko-prikupljanje. Odabrani materijali moraju formirati snažnu kemijsku ili mehaničku vezu kako bi se spriječilo odvajanje ili odvajanje tijekom vremena. Istraživačke ocjene materijala i njihova kompatibilnost (npr. Specifične TPE ocjene za vezanje s PC ili najlonom).
-
Temperature obrade: Temperature taline različitih materijala trebaju biti kompatibilne. U prevladavanju i ko-prigušenju, temperatura taline drugog materijala ne smije biti toliko visoka da oštećuje ili deformira prvi materijal (supstrat).
-
Stope skupljanja: Različite stope skupljanja između kombiniranih materijala mogu dovesti do ratne stranice, unutarnjih naprezanja ili loše dimenzijske stabilnosti u konačnom dijelu. Inženjeri često koriste softver za simulaciju za predviđanje i ublažavanje ovih problema.
3. Volumen proizvodnje
-
Nizak do srednji volumen:
-
Umetnite oblikovanje (ručni položaj): Može biti održivo za niže količine gdje troškovi automatiziranog smještaja umetnice nisu opravdani.
-
Prevladavanje (ručni prijenos): Slično tome, ako se dijelovi ručno prenose između kalupa, to može odgovarati nižim proizvodnji, iako troškovi rada postaju faktor.
-
-
Visok volumen:
-
Automatizirano oblikovanje umetanja: Za održavanje učinkovitosti i preciznosti bitno za umetanje visokog volumena.
-
Dvospratno (više-shot) prevladavanje i ko-molda: Ovi su procesi posebno dizajnirani za proizvodnju visoke, visoke učinkovitosti. Značajno ulaganja u alate i strojno ulaganja amortiziraju se na milijune dijelova, što ih čini izuzetno isplativim po komadu.
-
4. Proračun
-
Početni troškovi alata:
-
Umetnite oblikovanje: Obično umjereno do visok, jer kalup trebaju značajke za osiguranje umetaka.
-
Prevladavanje: Visoko, posebno za kalupe za više stolaka ili rotiranje.
-
Co-Molding: Najviša, zbog ekstremne složenosti kalupa s više udaraca i specijaliziranih strojeva.
-
-
Ulaganje stroja: Strojevi za ubrizgavanje s više udaraca potrebni su potrebni za suzbijanje i integrirano prevladavanje znatno su skuplji od standardnih strojeva.
-
Po dijelu trošak: Iako su početni troškovi visoki za napredne metode, uklanjanje sekundarnih operacija (montaža, slikanje, brtvljenje) može drastično smanjiti troškove po dijelu u proizvodnji velikog količine, što dovodi do ukupne uštede.
5. Zahtjevi za izvedbu
-
Trajnost i životni vijek: Treba li dio izdržati oštra okruženja, ponovljenu upotrebu ili određena opterećenja? To utječe na izbor materijala i integritet veze između materijala.
-
Čimbenici okoliša: Hoće li dio biti izložen kemikalijama, UV svjetlu, ekstremnim temperaturama ili vlazi? Mehanizmi za odabir i povezivanje materijala moraju uzeti u obzir ove uvjete.
-
Estetika: Je li određeni izgled, osjećaj ili kombinacija boja kritični za privlačnost tržišta proizvoda? Prevladavanje i prikupljanje Excel-a u pružanju integriranih estetskih značajki.
-
Potvrde/standardi: Za industrije poput medicinskih ili automobila, specifična svojstva materijala i proizvodni procesi moraju ispunjavati stroge regulatorne standarde.
6. Operacije nakon ublažavanja / sekundarni procesi
-
Jedan od glavnih pokretača za odabir ovih naprednih tehnika oblikovanja je smanjenje ili uklanjanje montaže nakon ublažavanja.
-
Umetnite oblikovanje: Smanjuje sastavljanje pričvršćivača, čahura itd.
-
Prevladavanje i zajedničko-okupljanje: Može ukloniti ručno lijepljenje hvataljki, sastavljanje tuljana ili slikanje za višebojne dijelove.
-
-
Procijenite istinski "ukupni trošak vlasništva" faktoriranjem ne samo troškova oblikovanja, već i radne snage, opreme i kontrole kvalitete povezane s sekundarnim operacijama. Veća početna ulaganja u napredno oblikovanje često se može platiti drastičnim smanjenjem tih narednih troškova.
Studije slučaja
Da bismo ilustrirali praktičnu primjenu i prednosti svakog postupka oblikovanja, istražimo primjere iz stvarnog svijeta gdje su uspješno korišteni umetanje oblikovanja, prevladavanja i prikupljanja za stvaranje inovativnih i učinkovitih proizvoda.

Umetnite oblikovanje: elektronički priključci
Izazov: Proizvođač potrošačke elektronike potrebne za proizvodnju vrlo pouzdanih USB-C priključaka. Priključak je zahtijevao robusne metalne igle za električnu vodljivost i strukturni integritet, integrirao se neprimjetno u plastično kućište koje bi osiguralo izolaciju i sigurno sučelje s uređajima. Tradicionalno sastavljanje pojedinačnih igle u plastično kućište bilo je sporo, sklono neusklađenosti i skupo zbog ručnog rada.
Otopina: Tvrtka se odlučila Umetnite oblikovanje . Precizno obrađeni mesingani igle su prethodno formirani, a zatim se automatski postavljaju u kalup s više šupljina. Potaljani tekući kristalni polimer (LCP), izabran za njegova izvrsna električna izolacijska svojstva, dimenzionalna stabilnost i visoku temperaturu, zatim se ubrizgava oko igle.
Proizlaziti: Ovaj je postupak omogućio stvaranje stotina tisuća vrlo dosljednih, izdržljivih i precizno usklađenih USB-C priključaka dnevno. Snažno mehaničko zaključavanje između LCP-a i kneženih značajki na mesinganim iglama osiguralo je izuzetnu čvrstoću izvlačenja i dugoročnu pouzdanost. Eliminacija ručnog umetanja pin značajno je smanjilo troškove proizvodnje i vrijeme sastavljanja, istovremeno poboljšavajući ukupnu kvalitetu i minijaturizaciju konektora.
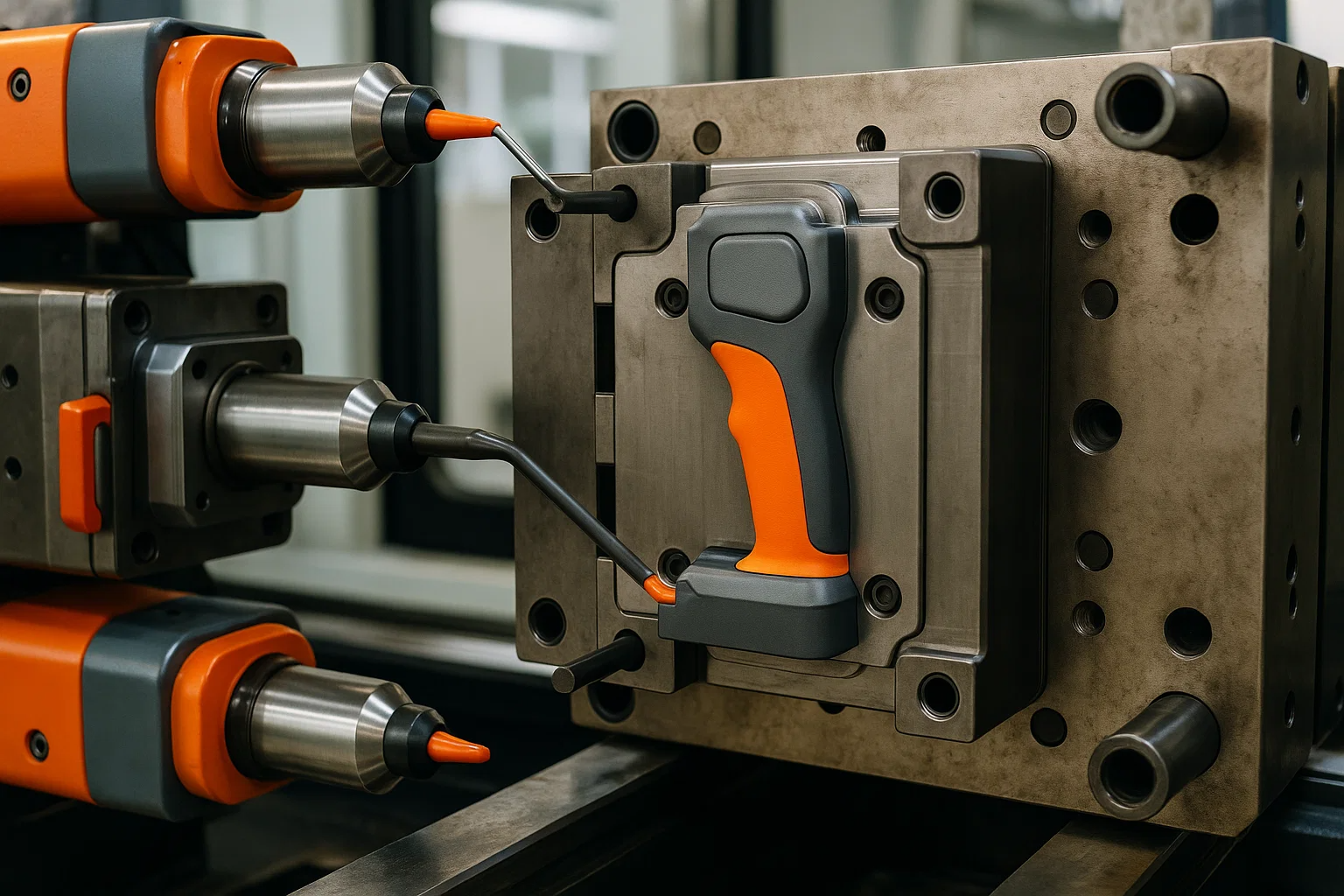
Preopterećenje: Ručke alata za napajanje
Izazov: Vodeća kompanija za alate za napajanje imala je za cilj poboljšati ergonomiju, prianjanje i udobnost korisnika svojih bežičnih vježbi. Postojeće ručke, izrađene isključivo od krute ABS plastike, postale su skliska kad su ruke bile znojne ili masne, što je dovelo do umor korisnika i potencijalnih sigurnosnih problema. Dodavanje zasebnog gumenog prianjanja bio je dodatni korak sastavljanja, a ponekad je rezultiralo neuspjehom ljepila tijekom vremena.
Otopina: Proizvođač je implementirao prekrivanje Koristeći postupak oblikovanja s dva pogotka. Prvo, tijelo strukturne ručke oblikovano je iz izdržljive, krute ABS plastike. Ovaj kruti "supstrat" zatim je rotiran unutar istog stroja za kalupe u drugu šupljinu. Ovdje je ubrizgan mekani, elastomerni termoplastični vulkanizat (TPV) na određenim područjima ABS ručke, tvoreći udoban, ne klizani stisak.
Proizlaziti: Preotkrivene ručke pružile su vrhunsko prianjanje, značajno poboljšanu udobnost korisnika i poboljšala sigurnost, posebno u zahtjevnim radnim okruženjima. Kemijska i mehanička veza između ABS -a i TPV -a osigurala je izvrsno prianjanje, sprječavajući odvajanje čak i nakon dugotrajne teške uporabe. Ovo integrirano rješenje eliminiralo je potrebu za odvojenim sklopom prianjanja, pojednostavljujući proces proizvodnje i smanjujući ukupne troškove proizvodnje, istovremeno pružajući vrhunsko korisničko iskustvo.
Co-Molding (višestruki oblikovanje): Automobilske komponente interijera
Izazov: Automobilski dobavljač nastojao je proizvesti sofisticiranu komponentu ploče na vratima automobila koja je integrirala više funkcija i estetike, uključujući tvrdu strukturnu bazu, naslon za ruke s mekim dodirom i različite gumbe u boji za kontrole prozora. Tradicionalno, to je uključivalo oblikovanje nekoliko zasebnih dijelova, a zatim ih sastavljanje, što je dovelo do složenih lanaca opskrbe, potencijalnih problema s opremom i većih troškova rada.
Otopina: Dobavljač je usvojio a Co-Molding (oblikovanje s više snimaka) Proces pomoću specijaliziranog stroja za ubrizgavanje s tri pogotka.
-
Pucao 1: Ubrizgan je kruti, stakleni polipropilen (PP) kako bi se stvorila strukturna okosnica ploče vrata i baza za gumbe.
-
Pucao 2: Termoplastični poliuretan (TPU) mekog dodira ubrizgan je na određena područja kako bi se stvorila udobna površina za naslon za ruku i druge ergonomske zone.
-
Shot 3: Kontrastni obojeni, UV stabilizirani ABS ubrizgan je kako bi se izravno oblikovali gumbi za upravljanje prozorom izravno na krutu pp bazu.
Proizlaziti: Ovaj napredni pristup-pristupu omogućio je proizvodnju visoko integrirane komponente ploče s više materijala u jednom, kontinuiranom procesu. Postigao je vrhunsku estetsku kvalitetu s besprijekornim prijelazima između materijala i boja, istovremeno osiguravajući trajne mehaničke i kemijske veze. Značajno smanjenje broja dijela i uklanjanje više koraka montaže dovelo je do značajne uštede troškova, smanjene logističke složenosti i poboljšane ukupne kvalitete dijela i dosljednosti za automobilsku unutrašnjost.
Umetnite oblikovanje Izdvaja se u uključivanju unaprijed formiranih, često neplastičnih, komponenti u plastični dio, prvenstveno radi poboljšanja strukturnog integriteta, električne vodljivosti ili pružanja specifičnih funkcionalnih značajki. To je trajne, integrirane komponente poput elektroničkih konektora ili ojačanih zupčanika.
Prekrivanje , posebno prilikom nanošenja mekših materijala na kruti plastični supstrat, sjaji u poboljšanju ergonomije proizvoda, estetike i interakcije korisnika. Od soft-touch hvataljki na električnim alatima do integriranih brtvila na elektroničkim uređajima, on povećava udobnost, sigurnost i funkcionalnost.
Co-Molding (oblikovanje s više snimaka) Predstavlja vrhunac multi-materijalne integracije unutar jednog ciklusa oblikovanja. Nudi neusporedivu dizajnersku slobodu za stvaranje složenih dijelova s više boja, različitih krutosti i zamršene integrirane funkcije, često eliminirajući čitave montažne linije u proizvodnji velikog količine.
U konačnici, izbor ovih moćnih procesa oblikovanja ubrizgavanja ovisi o pažljivom procjeni specifičnih potreba vašeg projekta:
-
Koje materijale kombinirate i koja su njihova svojstva?
-
Koja je razina složenosti dizajna i funkcionalna integracija potrebna?
-
Koliki je vaš projicirani volumen proizvodnje?
-
Koja su vaša proračunska ograničenja, i unaprijed i podijeljena?
-
Koje su kritične performanse i estetski zahtjevi konačnog proizvoda?
Još uvijek zbunjeni što odabrati, jednostavno nas kontaktirajte na https://www.imtecmould.com/contact/ .

